金刚石砂轮及应用
- 格式:doc
- 大小:28.50 KB
- 文档页数:2
金刚石砂轮成型模具设计金刚石砂轮是一种利用金刚石颗粒作为磨料的砂轮,具有硬度高、抗磨损性强、使用寿命长等特点。
金刚石砂轮广泛应用于各种金属和非金属材料的高精度切割和磨削加工中。
而金刚石砂轮的成型模具设计,对于金刚石砂轮的质量和加工效果起到至关重要的作用。
以下是金刚石砂轮成型模具设计的详细步骤:1.成型模具材料的选择:成型模具通常使用高硬度、高强度的工具钢或硬质合金制作。
模具材料的选择应根据具体的生产条件、成本和模具的使用寿命等方面进行考虑。
2.模具的结构设计:模具的结构设计是成功设计金刚石砂轮成型模具的关键。
模具应包括模具座、模具芯和模具盖等部分。
模具座用于支撑砂轮,保证砂轮的形状和尺寸的稳定性;模具芯用于形成砂轮的内部轮廓,决定了砂轮的孔径和孔型;模具盖用于覆盖在模具芯上,保护模具芯免受外部损伤。
3.模具的尺寸设计:模具的尺寸设计应根据所需的砂轮尺寸和形状进行。
尺寸设计包括模具座的直径、模具芯的直径和高度以及模具盖的尺寸等。
模具的尺寸应尽量接近所需的砂轮尺寸,以确保最终成型的砂轮的形状和尺寸符合要求。
4.模具的表面处理:模具的表面处理是提高金刚石砂轮成型模具寿命和砂轮加工质量的重要措施。
一般来说,模具的表面应进行硬化处理,以增加模具的硬度和耐磨性,减少砂轮与模具之间的磨损。
5.模具的加工工艺:模具加工工艺主要包括切割、钻孔、螺纹加工、磨削和打磨等步骤。
模具的加工过程应严格按照设计要求进行,以确保最终成型的模具能够满足砂轮生产的需要。
6.模具的安装和调试:模具的安装和调试是金刚石砂轮成型模具设计的最后一步。
在安装时,应注意将模具芯正确地安装到模具座上,并调整模具盖的位置和紧固度。
然后,通过试制砂轮,检验成型效果和砂轮的质量。
总之,金刚石砂轮成型模具设计是一项复杂的任务,需要综合考虑材料性能、结构设计、尺寸设计、表面处理、加工工艺等多个因素。
只有合理设计和制造出适用的成型模具,才能保证金刚石砂轮的质量和加工效果。
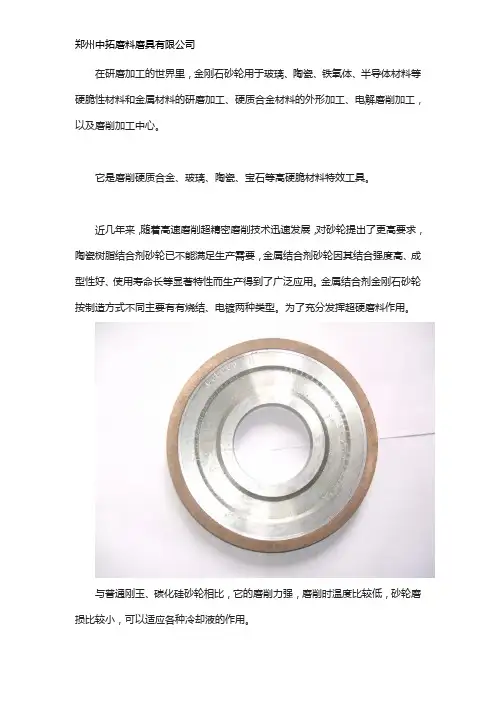
在研磨加工的世界里,金刚石砂轮用于玻璃、陶瓷、铁氧体、半导体材料等硬脆性材料和金属材料的研磨加工、硬质合金材料的外形加工、电解磨削加工,以及磨削加工中心。
它是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。
近几年来,随着高速磨削超精密磨削技术迅速发展,对砂轮提出了更高要求,陶瓷树脂结合剂砂轮已不能满足生产需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而生产得到了广泛应用。
金属结合剂金刚石砂轮按制造方式不同主要有有烧结、电镀两种类型。
为了充分发挥超硬磨料作用。
与普通刚玉、碳化硅砂轮相比,它的磨削力强,磨削时温度比较低,砂轮磨损比较小,可以适应各种冷却液的作用。
磨削时砂轮的形状保持性好,磨出工件的精度高,砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件被人们所青睐。
人们这时如有购买金刚石砂轮的需求,可咨询郑州中拓磨料磨具有限公司进行详细的了解。
我们是一家从事CBN(立体氮化硼)超硬砂轮和金刚石超硬磨具研究、生产、销售、服务于一体的技术型和生产型制造企业。
为客户解决磨削加工过程中出现的难题。
金刚石砂轮的切削参数金刚石砂轮是一种常用的切削工具,广泛应用于金属加工、石材加工、玻璃加工等领域。
它具有硬度高、耐磨性好、切削效率高等特点,在各行业中都有着重要的作用。
然而,要正确使用金刚石砂轮,合理选择切削参数是非常重要的。
切削参数是指在使用金刚石砂轮进行切削时,所设置的一些关键参数,包括切削速度、进给量、切削深度等。
这些参数的选择直接影响到切削效果和工件的加工质量。
下面将对金刚石砂轮的切削参数进行详细介绍。
首先是切削速度。
切削速度是指金刚石砂轮在切削时的线速度,通常用米/分钟来表示。
切削速度的选择应根据工件材料的硬度、加工方式以及金刚石砂轮的规格等因素来确定。
一般来说,对于硬度较高的材料,如高速钢、硬质合金等,应选择较低的切削速度;而对于硬度较低的材料,如铸铁、铝合金等,可以选择较高的切削速度。
此外,还应考虑到金刚石砂轮的规格和结构,以及加工过程中是否需要进行冷却等因素。
其次是进给量。
进给量是指金刚石砂轮在单位时间内对工件的切削量,通常用毫米/转来表示。
进给量的选择应根据工件材料的硬度、切削速度以及加工方式等因素来确定。
一般来说,对于硬度较高的材料,应选择较小的进给量;而对于硬度较低的材料,可以选择较大的进给量。
此外,还应考虑到金刚石砂轮的规格和结构,以及加工过程中是否需要进行冷却等因素。
再次是切削深度。
切削深度是指金刚石砂轮在每次切削中所去除的工件材料厚度,通常用毫米来表示。
切削深度的选择应根据工件材料的硬度、切削速度以及金刚石砂轮的规格等因素来确定。
一般来说,对于硬度较高的材料,应选择较小的切削深度;而对于硬度较低的材料,可以选择较大的切削深度。
此外,还应考虑到金刚石砂轮的规格和结构,以及加工过程中是否需要进行冷却等因素。
此外,还有一些其他影响金刚石砂轮切削效果的因素,如冷却液的选择和使用、金刚石砂轮与工件之间的接触压力等。
冷却液可以有效降低金刚石砂轮和工件的温度,减少摩擦和磨损,提高切削效率和加工质量。
⾦刚⽯砂轮介绍⾦刚⽯砂轮介绍简介:以⾦刚⽯磨料为原料,分别⽤⾦属粉、树脂粉、陶瓷和电镀⾦属作结合剂,制成各种形状的制品,⽤于磨削、抛光、研磨的⼯具叫⾦刚⽯磨具结构⾦刚⽯磨具结构⼀般由⼯作层、基体、过渡层三部分组成。
⼯作层⼜称⾦刚⽯层,由磨料、结合剂和填料组成,是磨具的⼯作部分。
过渡层⼜称⾮⾦刚⽯层,由结合剂、⾦属粉和填料组成,是将⾦刚⽯层牢固地连接在基体上的部分。
基体是由铝、钢或电⽊加⼯⽽成,起⽀承⼯作层和装卡磨具的作⽤。
⽤途由于⾦刚⽯磨料所具有的特性(硬度⾼、抗压强度⾼、耐磨性好),是⾦刚⽯磨具在磨削加⼯中成为磨削硬脆材料及硬质合⾦的理想⼯具,不但效率⾼、精度⾼,⽽且粗糙度好、磨具消耗少、使⽤寿命长,同时还可改善劳动条件。
因此⼴泛⽤于普通磨具难于加⼯的低铁含量的⾦属及⾮⾦属硬脆材料,如硬质合⾦、⾼铝瓷、光学玻璃、玛瑙宝⽯、半导体材料、⽯材等。
[编辑本段]分类:⾦刚⽯砂轮按结合剂可分为:树脂结合剂⾦刚⽯砂轮;陶瓷结合剂⾦刚⽯砂轮;⾦属结合剂⾦刚⽯砂轮(青铜结合剂⾦刚⽯砂轮)⾦刚⽯砂轮按⽣产⼯艺可分为:烧结式⾦刚⽯砂轮(树脂结合剂⾦刚⽯砂轮;陶瓷结合剂⾦刚⽯砂轮;⾦属结合剂⾦刚⽯砂轮);电镀⾦刚⽯砂轮;钎焊⾦刚⽯砂轮。
⾦刚⽯砂轮按磨削⽅式可分为:磨钻⽯⽤⾦刚⽯砂轮;磨硬质合⾦⽤⾦刚⽯砂轮(⾦刚⽯⼑磨砂轮);磨⾦刚⽯复合⽚⽤⾦刚⽯砂轮;⽆芯磨床⽤⽆⼼磨⾦刚⽯砂轮;磨陶瓷制品⽤⾦刚⽯砂轮;切割⽤⾦刚⽯砂轮(也被称为⾦刚⽯切割⽚);⾦刚⽯锯⽚。
⾦刚⽯砂轮按外观或形状可分为:平⾏砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。
⼈造⾦刚⽯⼜称"⼯业钻⽯",它和天然⾦刚⽯⼀样,是当今⼈们已知⾃然界中最硬的物质。
由于它具有极⾼的硬度,抗压强度和耐磨性,抗酸碱性以及良好的导热性和半导体性能,因⽽它被制成的各种⼯具制品能⼴泛应⽤于冶⾦、机械、地质、⽯油、电⼦、光学、建筑、⽯材等各个领域。
聚酰亚胺树脂结合剂金刚石砂轮的制造与应
用简介
聚酰亚胺树脂结合剂金刚石砂轮是一种新型的超硬材料切削工具,具有高硬度、高耐磨性、高热稳定性和低热膨胀系数等优点,被广泛应用于加工高硬度、高强度、高耐磨材料的工业中。
该砂轮的制备方法包括选择合适的金刚石颗粒和聚酰亚胺树脂作为原料,采用特定比例的混合工艺制备金刚石砂轮药坯,再经过热压成型、回火处理、切割和精加工等工艺步骤,最终形成符合要求的聚酰亚胺树脂结合剂金刚石砂轮。
在应用方面,该砂轮适用于高硬度陶瓷、晶体材料、钢化玻璃、陶瓷基材料、合金材料等的深孔加工、平板加工、槽加工、内外圆加工等领域。
并且,该砂轮具有损耗小、耐用性高、加工效率高、加工质量好等特点,能够满足工业生产中对于高精密度、高质量的加工要求。
金刚石砂轮规格型号标准在金属加工和磨削工业中,金刚石砂轮是一种重要的磨料工具。
其硬度高、耐磨损性强、切削速度快,常用于磨削高硬度材料,如各类合金、陶瓷和玻璃等。
金刚石砂轮的规格型号标准是确保其质量和性能的重要指标,本文将介绍金刚石砂轮的规格型号标准,帮助读者更好地选择和使用金刚石砂轮。
一、金刚石砂轮的规格金刚石砂轮的规格通常由直径、厚度和孔径三个参数来标识。
其中,直径是指砂轮工作面的直径,厚度是指砂轮的厚度,孔径则是指砂轮中心的孔的直径,这个孔用来安装在磨床的主轴上。
金刚石砂轮的直径一般有100mm、150mm、200mm等多种规格可选,厚度也有不同的选择范围,如20mm、25mm、30mm等。
孔径的大小通常与磨床的主轴相匹配,是便于砂轮的安装和固定。
二、金刚石砂轮的型号根据金刚石砂轮的具体用途和性能要求,还需要选择合适的砂轮型号。
常见的金刚石砂轮型号有1A1、11A2、6A2、12A2等,每个型号都有不同的特点和适用范围。
1. 1A1型金刚石砂轮1A1型金刚石砂轮是一种平面砂轮,其主要用于对各种材料的平面磨削。
该型号的砂轮结构紧密,磨削效率高,表面加工质量好。
适用于磨削硬度高的合金材料、陶瓷和石材等。
2. 11A2型金刚石砂轮11A2型金刚石砂轮是一种碟形砂轮,其特点是具有较大的孔径,用来进行内圆磨削。
该型号的砂轮适用于对轴承外圈、油封等零件进行磨削。
3. 6A2型金刚石砂轮6A2型金刚石砂轮是一种碟形砂轮,适用于刃磨刀具和切削工具。
该型号的砂轮具有较大的厚度,磨削时稳定性好,适用于对较大尺寸的工具进行磨削。
4. 12A2型金刚石砂轮12A2型金刚石砂轮是一种碟形砂轮,适用于刃磨锥形刀具和大尺寸的平刀。
该型号的砂轮具有大孔径,适用于磨削直径较大的工具。
除了以上几种常见的型号外,金刚石砂轮还有其他的型号,如1V1、12V9、14A1等。
不同的型号适用于不同的磨削任务和材料。
三、金刚石砂轮的标准1. GB/T 6409.1-2002《磨料砂轮特种砂轮》是中国国家标准中关于金刚石砂轮的规格型号标准。
第2期2002年3月湖 南 冶 金HUNAN M ETALLU R GYN o 12M ar 12002收稿日期: 2001—11—27聚酰亚胺树脂金刚石砂轮的制造和应用何 康1,孙 亦2(11江门粉末冶金厂有限公司,广东 江门 529000;21中南大学,湖南 长沙 410083)摘 要:介绍了聚酰亚胺树脂的特性和金刚石树脂砂轮的制造工艺,并对其进行了磨削试验。
结果表明,用聚酰亚胺树脂粉制造的金刚石磨具,具有优良的耐磨性能,取得了满意的实际应用效果。
关键词:聚酰亚胺;金刚石砂轮;耐磨性;应用中图分类号:T G 74+3 文献标识码:A 文章编号:1005—6084(2002)02—0028—03THE PROD UCTI ON AND APPL I CATI ONOF THE POLY I M I D E RESINO I DB OND D I AMOND W HEELH E Kang 1,SU N Y i2(1.J iangm en C ity P o w d er M eta llu rgy Co 1L td 1,J iangm en 529000,Guang d ong ;2.Cen tra l S ou th U n iversity ,Chang sha 410083,H unan )ABSTRACT :In th is papers is p resen ted the charactics of Po lyi m ide resin and them anufactu ring techn ique of the resino id bond diam ond w heel .Grinding experi m en tshow s the w ear resistance and grinding efficiency of Po lyi m ide resino id bond w heel aresatisfied .T he diam ond w heel m anufactu red w ith Po lyi m ide resin had go tten thesatisfying p ractical app lied effect .KEY WOR D S :Po lyi m ide ;the diam ond w heel ;w ear resistance ;app licati on1 前 言随着人造金刚石工业的发展和树脂砂轮的广泛应用,超硬材料磨料砂轮专用树脂也得到了迅速发展,相继出现了酚醛树脂、硅树脂、环氧树脂等多种结合剂。
金刚石砂轮用途
金刚石砂轮是一种常见的砂轮,其主要用途如下:
1. 金刚石砂轮可以用于磨削硬度高的材料,如金属、陶瓷、玻璃等。
由于金刚石的硬度极高,因此金刚石砂轮可以有效地磨削这些材料,使其表面更加光滑。
2. 金刚石砂轮可以用于磨削切削工具,如钻头、铣刀、车刀等。
金刚石砂轮可以修整这些切削工具的刃口,使其保持锋利,提高工作效率。
3. 金刚石砂轮可以用于磨削晶体材料,如硅片、半导体、光学镜片等。
由于金刚石的高硬度和优异的磨削性能,金刚石砂轮可以用于对这些材料进行精密磨削,使其达到高精度的表面质量要求。
4. 金刚石砂轮可以用于磨削磨具,如磨石、砂轮等。
金刚石砂轮可以修整和磨削这些磨具,使其保持良好的工作状态,提高使用寿命和磨削效果。
金刚石砂轮作为一种高性能的砂轮,广泛应用于各种工业领域,如机械加工、航空航天、电子、光学等,对提高加工质量和效率具有重要作用。
金刚石砂轮的常规固定方式金刚石砂轮是一种常用的研磨工具,用于对各种硬质材料进行研磨和切割。
它具有高硬度、高耐磨性和高热导性等特点,被广泛应用于机械加工、石材加工、玻璃加工等领域。
下面将介绍金刚石砂轮的常规固定方式。
一、金刚石砂轮的常规固定方式1. 直接固定方式:金刚石砂轮可以直接安装在砂轮机的主轴上。
这种固定方式简单快捷,适用于一些简单的研磨和切割工作。
但是,在高速旋转时,砂轮容易产生离心力,造成不稳定和振动,影响加工质量。
2. 弹簧夹持方式:金刚石砂轮可以通过弹簧夹持装置固定在砂轮机上。
这种方式可以提高砂轮的稳定性和平衡性,减少振动,并且方便更换砂轮。
但是,在高速旋转时,仍然会有一定的振动和噪音。
3. 磁力吸附方式:金刚石砂轮可以通过电磁吸盘固定在砂轮机上。
这种方式可以使砂轮固定更加稳定,减少振动和噪音,并且方便更换砂轮。
但是,需要使用电磁吸盘,增加了设备的成本。
二、金刚石砂轮的选择和使用注意事项1. 选择合适的砂轮:根据不同的加工需要,选择合适的金刚石砂轮。
砂轮的规格、形状和结构应根据加工材料的硬度、形状和尺寸来选择,以确保研磨和切割效果。
2. 检查砂轮的质量:在使用金刚石砂轮之前,要仔细检查砂轮的质量。
检查砂轮是否有裂纹、磨损、偏心等缺陷,以及砂轮的转速和标志是否符合要求。
3. 正确安装砂轮:在安装金刚石砂轮时,要确保砂轮与主轴对中,并且紧固螺母要正确拧紧,以避免砂轮在高速旋转时脱落或产生不稳定。
4. 控制砂轮的转速:金刚石砂轮在使用时要控制转速,避免超过砂轮的额定转速。
高速旋转的砂轮容易产生离心力,影响加工质量,并且增加了事故的风险。
5. 使用润滑液:在研磨和切割过程中,可以使用适量的润滑液来降低砂轮和工件的摩擦,减少热量的积聚,提高加工效果和砂轮的使用寿命。
6. 定期检查砂轮:定期检查金刚石砂轮的磨损程度和平衡性。
砂轮磨损严重或不平衡会影响加工质量,并且增加了事故的风险。
如发现问题,应及时更换或修复砂轮。
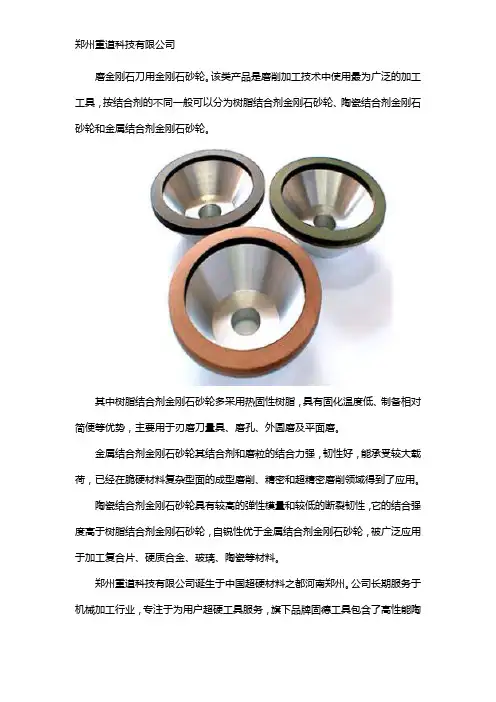
磨金刚石刀用金刚石砂轮。
该类产品是磨削加工技术中使用最为广泛的加工工具,按结合剂的不同一般可以分为树脂结合剂金刚石砂轮、陶瓷结合剂金刚石砂轮和金属结合剂金刚石砂轮。
其中树脂结合剂金刚石砂轮多采用热固性树脂,具有固化温度低、制备相对简便等优势,主要用于刃磨刀量具、磨孔、外圆磨及平面磨。
金属结合剂金刚石砂轮其结合剂和磨粒的结合力强,韧性好,能承受较大载荷,已经在脆硬材料复杂型面的成型磨削、精密和超精密磨削领域得到了应用。
陶瓷结合剂金刚石砂轮具有较高的弹性模量和较低的断裂韧性,它的结合强度高于树脂结合剂金刚石砂轮,自锐性优于金属结合剂金刚石砂轮,被广泛应用于加工复合片、硬质合金、玻璃、陶瓷等材料。
郑州重道科技有限公司诞生于中国超硬材料之都河南郑州。
公司长期服务于机械加工行业,专注于为用户超硬工具服务,旗下品牌固德工具包含了高性能陶
瓷切削刀具、超硬刀具(立方氮化硼(PCBN)刀具和金刚石(PCD)刀具)、超硬磨料磨具(金刚石砂轮和立方氮化硼砂轮)等产品,广泛应用于制造、汽车零部件制造、矿山机械等产业,值得大家信任与选择。
目前绝大部分人工合成的金刚石都为粉末状或细小的颗粒状,为了利用金刚石进行高精度、高效率磨削加工,通常采用称之为结合剂的物质将金刚石磨粒粘结起来并制成具有一定强度和形状的磨具,以便于安装在各种磨床上进行磨削加工。
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。
由于金刚石砂轮硬度高,切削性能好,因此磨轮通常是不需要修整的,不过在经过使用一段时间之后,那么切屑就会堵塞,使用性能下降,甚至磨削力大,而且磨削的温度增高,就容易造成磨轮的开裂,然后在磨轮堵塞后,就必须进行修整,而在修整时,建议使用碳化硅或者刚玉油石,然后对金刚石砂轮进行一定的锐化,具体方法就是将一块平整的碳化硅或刚玉油石,接触旋转的金刚石砂轮,然后在对磨的过程中,由于金刚石砂轮的硬度高,建议使用磨动碳化硅或者刚玉油石,碳化硅或刚玉油石就能够有效地清除掉金刚石砂轮上的切屑,这样就能够恢复金刚石砂轮的切削性能。
金刚石砂轮和其它砂轮的磨具相比来说,具有磨削效率高,加工品质好,能磨削特硬的工件等各种优点,然后在超硬材料的磨削和切割方面应用也变得越来越广,不过由于金刚石价格比较昂贵,因此,通常在生产的实际中,建议正确选用和合理使用金刚石砂轮。
世界上没有用不坏的东西。
刀用时间久了就会迟钝,需要用磨石进行磨合的锋利些,砂轮也同样如此,长时间的使用砂轮,会使砂轮在工作的时候变得迟缓,这时候就要进行休整。
我们可以在金刚石砂轮的中心轴这个地方来个打顶的尖锐的小孔,两端都要,用东西顶住然后用氯化碳硅砂轮进行对金刚石全面的来进行修复。
金刚石砂轮因为屑皮被堵塞住,使得磨削的能力下降,到真的不能再进行工作的时候,就要对这一整块金刚石砂轮进行修复,更严重些就要换一个新的金刚石砂轮。
一般使用一段时间对砂轮的表面进行清理,用工具修正使得金刚石砂轮有充足的切刀刃就可以继续使用。
金刚石滚轮使用方法及特点
金刚石滚轮是一种高效的成型砂轮修整工具,特别使用于复杂型面或高精度成型面的砂轮修整,现在制作有电铸法和烧结法两种工艺而成。
采用金刚石滚轮修整具有以下优点:
■生产效率高,使用寿命长,单件零件的修整成本低。
■可长期保证零部件精度,粗糙度的稳定性,大幅降低次品率。
■修整装置构造简单,交换频率很低,减少操作人员负担。
广泛用于汽车,机床,工具,轻工,轴承,航天等工业加工领域。
金刚石滚轮制造精度要求
■跳动:0.002mm
■直线度:0.002-0.005mm
■圆度:0.002-0.005mm
■长度、台阶差尺寸公差范围:1.±0.002-0.005mm
■半径尺寸公差范围:R±0.002-0.005ram
■角度公差范围:A±Γ
精度等级代号
安装孔精度及形位公差
形位公差
滚轮的修整方式纵切式
横切式
1.纵切式
滚轮、砂轮、工件各轴的关系
1.横切式
纵向进给,沿滚轮轴向左右移动
制造金刚石滚轮所需的技术资料
■滚轮图纸。
■砂轮的材质、宽度、粒度、线速度等。
■滚轮的线速度或转速、直径。
■被加工零件的图纸、材质及粗糙度。
■滚轮修整砂轮的方式(直切、斜切、同向、相向、CNC等)。
可根据客户所需定做。
金刚石砂轮及应用
【摘要】
本文通过介绍金刚石砂轮的特性,来阐述其应用的范围和作用。
【关键词】结构特性用途分类应用金刚石砂轮的新发展
以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮。
金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。
工作层又称金刚石层,由磨料、结合剂和填料组成。
过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。
基体,用于承接磨料层,并在使用时用法兰盘牢固地夹持在磨床主轴上。
一般金属结合剂制品选用钢材、合金钢粉作基体;树脂结合剂选用铝合金、电木作基体。
由铝、钢或电木加工而成,起支承工作层和装卡磨具的作用。
砂轮成型质量的好坏和使用精度的高低都与基体有很大关系。
由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),使金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。
因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。
金刚石砂轮按结合剂可分为:树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮(青铜结合剂金刚石砂轮)。
金刚石砂轮按生产工艺可分为:烧结式金刚石砂轮(树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮);电镀金刚石砂轮;钎焊金刚石砂轮。
金刚石砂轮按磨削方式可分为:磨钻石用金刚石砂轮;磨硬质合金用金刚石砂轮(金刚石刀磨砂轮);磨金刚石复合片用金刚石砂轮;无芯磨床用无心磨金刚石砂轮;磨陶瓷制品用金刚石砂轮;切割用金刚石砂轮(也被称为金刚石切割片);金刚石锯片。
金刚石砂轮按外观或形状可分为:平行砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。
金刚石砂轮用于玻璃、陶瓷、铁氧体、半导体材料等硬脆性材料和金属材料的研磨加工、硬质合金材料的外形加工、电解磨削加工,以及磨削加工中心用金刚石钻头的磨削等重负荷切割,具有磨削耐磨性好、效率高、使用寿命长的特点。
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。
近几年来,随着高速磨削超精密磨削技术迅速发展,对砂轮提出了更高要求,陶瓷树脂结合剂砂轮已不能满足生产需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而生产得到了广泛应用。
金属结合剂金刚石砂轮按制造方式不同主要有有烧结、电镀两种类型。
为了充分发挥超硬磨料作用,国外从20世纪90年代初开始用高温钎焊工艺开发一种新型砂轮,即单层高温钎焊超硬磨料砂轮。
陶瓷金刚石砂轮还处于研制开发阶段。
陶瓷结合剂金刚石砂轮具有金刚石和陶瓷结合剂的共同特点,与普通刚玉、碳化硅砂轮相比,它的磨削力强,磨削时温度比较低,砂轮磨损比较小;可以适应各种冷却液的作用;磨削时砂轮的形状保持性好,磨出工件的精度高;砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件;砂轮的自锐性比较好,修整间隔的时间长,修整比较容易。
因此陶瓷结合剂金刚石砂轮在国外一些发达国家的使用日益增多。
烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。
因砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮
进行整形,但砂轮修整比较困难。
目前生产常用砂轮对滚整形方法不仅修整时费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,整形精度较低。
近年来各国学者相继开展了应用特种加工方法修整金属结合剂金刚石砂轮研究工作,主要有电解修整法、电火花修整法复合修整法等。
电解修整法速度快,但整形精度不高;电火花修整法整形精度高,既可整形又可修锐,但整形速度较慢;复合修整法有电解电火花复合修整法、机械化学复合修整法等,修整效果较好,但系统较复杂,因此烧结型金刚石砂轮修整问题仍然没有得到很好解决。
此外,由于砂轮制造工艺决定了其表面形貌随机,各磨粒几何形状、分布及切削刃所处高度不一致,因此磨削时只有少数较高切削刃切到工件,限制了磨削质量磨削效率进一步提高。
电镀金刚石砂轮优点:①电镀工艺简单,投资少,制造方便;②无需修整,使用方便;③单层结构决定了它可以达到很高工作速度,目前国外已高达250~300m/s;④虽然只有单层金刚石,但仍有足够寿命;⑤对于精度要求较高滚轮砂轮,电镀唯一制造方法。
正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。
电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。
目前国内电镀砂轮制造尚未实现按加工条件要求而优化设计出砂轮最佳地貌,单层电镀金刚石砂轮这些固有弊端必然会大大限制它高效磨削应用。