机床夹具设计基础(技能鉴定)
- 格式:ppt
- 大小:3.28 MB
- 文档页数:67
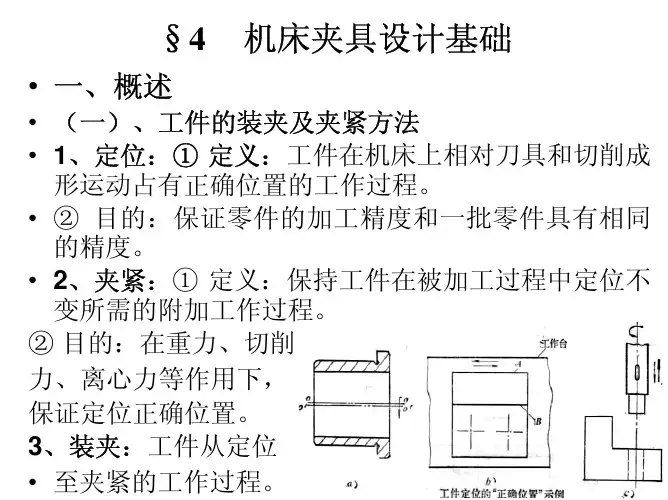
机床夹具设计知识点总结一、机床夹具的概念机床夹具是一种装置,用于固定工件或刀具,以便在加工过程中保持工件或刀具的位置。
它可以帮助工件准确加工,提高生产效率,保证加工质量。
机床夹具根据工件的形状、大小、工艺要求等不同,有不同类型的设计。
二、机床夹具的种类1. 机床夹具按功能分类(1)定位夹具:主要用于固定工件的位置,保证工件在加工过程中的精确位置。
(2)夹紧夹具:主要用于夹紧工件,保持工件在加工过程中的稳固状态。
(3)支撑夹具:用于支撑工件,保证工件不会变形或者垮塌,保证精度。
2. 机床夹具按结构分类(1)机械夹具:通过机械原理来夹紧工件。
(2)液压夹具:通过液压原理来夹紧工件,具有夹紧力大、精度高的特点。
(3)气压夹具:通过气压原理来夹紧工件,具有快速、便捷的特点。
3. 机床夹具按用途分类(1)强制夹具:在工艺中需要较大的夹紧力,用于夹紧较大工件。
(2)准确夹具:用于要求较高加工精度的工件。
三、机床夹具设计的要点1. 确定夹具的类型在进行机床夹具设计过程中,首先需要根据工件的形状、大小、加工要求等因素来确定夹具的类型。
根据工件的特点来选择定位夹具、夹紧夹具或支撑夹具,以及机械夹具、液压夹具或气压夹具。
2. 分析工件的加工特点在设计机床夹具的过程中,需要对工件的加工特点进行分析。
根据工件的材料、加工工艺、加工孔洞、表面要求等因素,确定夹具的结构和夹紧方式。
3. 合理选用夹具材料夹具材料的选用应根据工件的材料和加工条件来确定。
一般来说,夹具的材料应具有高强度、硬度和耐磨性,以保证夹具在长期使用中不易损坏。
4. 设计夹具的结构在设计机床夹具的过程中,需要根据工件的形状和加工要求来确定夹具的结构。
合理的夹具结构可以保证夹具的稳定性和可靠性,最大限度地满足工件的加工需求。
5. 考虑夹具的操作性在设计机床夹具时,还需要考虑夹具的操作性。
夹具的结构设计和夹紧方式应便于操作,以提高操作人员的工作效率,减少操作错误。

机床夹具设计设计的知识点机床夹具是机床加工中必不可少的辅助工具,它能够固定和支撑工件在加工过程中,提高加工质量和效率。
机床夹具设计是机械设计中的一个重要环节,下面将介绍机床夹具设计的知识点。
一、工件定位原则在机床夹具设计中,工件的定位是至关重要的。
工件定位的主要目的是确保工件正确的位置和方向,以便于加工操作的进行。
工件定位原则包括以下几点:1. 三点法定位:在夹具设计过程中,通常采用三点法进行工件的定位。
即通过三个定位台与工件接触,确保工件在加工过程中的稳定性和准确性。
2. 可靠性要求:工件的定位应具备可靠性,确保工件在加工过程中不会位移或产生振动。
定位精度应能满足工件加工的要求,提高产品质量。
3. 确定定位基准:夹具设计中需要确定定位基准,通常选择工件上的特定面或特征,以确保工件在加工过程中的一致性。
二、夹紧原则夹紧是机床夹具设计中的重要环节,它保证了工件在加工过程中的稳定性和安全性。
夹紧原则包括以下几点:1. 夹紧力的确定:夹紧力应根据工件的材料、形状和加工要求来确定。
夹紧力应足够大,以确保工件在加工过程中不会滑动或移位。
2. 夹紧方式的选择:根据工件的形状和材料,选择合适的夹紧方式,如机械夹紧、液压夹紧或气压夹紧等。
夹紧方式应能满足工件加工的要求。
3. 防止变形和损坏:夹紧力应适当,以防止工件的变形和损坏。
特殊形状的工件应设计相应的夹具形状,以避免工件变形或损坏。
三、刀具布置原则刀具布置是机床夹具设计的关键环节,它直接影响到加工效率和质量。
刀具布置原则包括以下几点:1. 刀具的合理布置:根据工件的形状和加工要求,合理布置刀具位置和数量。
刀具布置应尽量减少加工过程中的空转和空程,提高加工效率。
2. 刀具固定方式:刀具固定方式应牢固可靠,以确保刀具在加工过程中不会松动或脱落。
可以采用夹紧、固定螺栓等方式来固定刀具。
3. 刀具的刃具选择:根据加工要求选择合适的刀具刃具,以确保加工质量和工艺要求。


机床夹具设计基础第一篇:机床夹具设计基础机床夹具设计基础一、选择题1.用(b)来限制六个自由度,称为(c)。
根据加工要求,只需要少于(b)的定位,称为(d)定位。
a.六个支承点;b.具有独立定位作用的六个支承点;c.完全;d.不完全;f.欠定位 2.只有在(b)精度很高时,过定位才允许采用,且有利于增强工件的(d)。
a.设计基准面和定位元件;b.定位基准面和定位元件;c.夹紧机构;d.刚度;e.强度3 定位元件的材料一般选(adf)a.20钢渗碳淬火;b.铸铁;c.中碳钢;d.中碳钢淬火;e.合金钢;f.T>A钢 3.自位支承(浮动支承)其作用增加与工件接触的支承点数目,但(b)a.不起定位作用;b.一般来说点限制一个自由度;c.不管如何浮动必定只能限制一个自由度4.工件装夹中由于(a)基准和(e)基准不重合而产生的加工误差,称为基准不符误差a.设计(或工序);b.工艺;c.测量;d.装配;e.定位 5.基准不符误差大小与(b)有关。
a.本道工序要保证的尺寸大小和技术要求;b.只与本道工序设计〔或工序)基准与定位基准之间位置误差;c.定位元件和定位基准本身的制造误差。
6.在简单夹紧机构中(e)夹紧机构一般不考虑自锁;(d)夹紧机构既可增力又可减力;(c)夹紧机构实现工件定位作用的同时,并将工件夹紧;(b)夹紧机构行程不受限制。
(ade)夹紧机构能改变夹紧力的方向,(a)夹紧机构夹紧行程与自锁性能有矛盾。
(f)夹紧机构动作迅速,操作简便。
a.斜楔;b.螺旋;c.定心;d.杠杆;e.铰链;f.偏心7.偏心轮的偏心量取决于(c)和(e),偏心轮的直径和(a)密切有关。
a.自锁条件;b.夹紧力大小;c.工作行程;d.销轴直径;e.工作范围;f.手柄长度 8.在多件夹紧中,由于(e),因此一般采用(c),夹紧才能达到各工件同时被夹紧的目的。
a.多点;b多向;c.浮动;d.动作联动;e.各工件在尺寸上有误差;f.连续式或平行式夹紧。