力学性能检验.
- 格式:ppt
- 大小:789.00 KB
- 文档页数:6
钢管力学性能工艺性能检验报告一、引言钢管是一种广泛应用于工程领域的材料,其力学性能和工艺性能的检验对于确保工程质量和安全至关重要。
本报告对一批钢管的力学性能和工艺性能进行了详细的检验和分析。
二、实验方法1.力学性能检验方法:-引伸计法测量材料的屈服强度、断口伸长率和断裂强度。
-硬度计测量材料的硬度。
-冲击试验测量材料的冲击韧性。
2.工艺性能检验方法:-焊接性能测试,可以通过断面观察、拉伸试验、硬度测量以及冲击试验等方法来评估钢管的焊缝质量。
-压力试验,对钢管进行内压和外压实施到一定压力下观察其破坏情况。
-管材的抗弯性能测试,通过将管材进行弯曲试验来评估其抗弯性能。
三、力学性能检验结果与分析1.屈服强度:通过引伸计法测量,得到平均值为XXXMPa,标准偏差为XXXX。
符合要求的屈服强度应大于规定值。
2.断口伸长率:通过引伸计法测量,得到平均值为XXX%,标准偏差为XXXX。
符合要求的断口伸长率应大于规定值。
3.断裂强度:通过引伸计法测量,得到平均值为XXXMPa,标准偏差为XXXX。
符合要求的断裂强度应大于规定值。
4.硬度:通过硬度计测量,得到平均值为XXXHRC,标准偏差为XXXX。
符合要求的硬度应在规定范围内。
5.冲击韧性:通过冲击试验测量,得到平均值为XXXJ,标准偏差为XXXX。
符合要求的冲击韧性应大于规定值。
根据以上结果分析可知,所测得的钢管的力学性能均符合要求,可满足工程实际应用的需求。
四、工艺性能检验结果与分析1.焊接性能:通过断面观察、拉伸试验、硬度测量以及冲击试验等多项检验方法评估钢管的焊缝质量。
经检验发现焊缝没有明显的缺陷、裂纹和气孔等问题,焊缝质量良好。
2.压力试验:对钢管进行内压和外压实施到规定压力下观察其破坏情况。
经试验发现钢管在规定压力下未发生破坏和泄漏现象,表明其具有良好的耐压性能。
3.抗弯性能:通过弯曲试验评估钢管的抗弯性能。
经试验发现钢管在规定弯曲角度下未发生断裂,表明其具有良好的抗弯性能。

垫片的力学性能检验一:垫片的性能指标:为了确保垫片的质量到达国家标准的要求,有必要对影响垫片密封性能的压缩率、回弹率、密封泄漏率项目进行检验。
二:测试的原因和目的:垫片的质量不是表面就能看到的,常规检验只是外观和尺寸检验;对垫片内在的质量起决定作用的是垫片的压缩率、回弹率等性能指标。
而这些我们用肉眼是看不到的;只有通过力学性能检测,才能确认垫片的质量是否满足标准或现场的要求;所以垫片的理化性能检测尤为重要。
垫片的力学性能检验主要是压缩率、回弹率、泄露率。
垫片的压缩率及回弹率是评定垫片质量优劣的力学性能指标。
垫片在加载过程中的变形特性,是形成初始密封能力的重要条件,这与压缩率有很大关系,压缩率是垫片的重要性能指标,垫片压缩率过大,在正常安装预紧力下容易造成垫片结构破坏;垫片压缩率过小,使用时需要的初始安装预紧力较大,不易达到密封效果;而垫片的密封能力又主要取决于垫片的回弹能力或回弹率。
垫片的回弹率是垫片卸载后垫片恢复弹性的能力。
垫片的回弹率大,表明垫片的补偿能力强,密封效果好;一般来说,在满足压缩率要求的前提下,回弹率越高越好;而在满足回弹率标准要求的前提下,压缩率的测试值也是大些为好。
应选择密封性能好、压缩率适度且回弹率尽可能大的垫片。
泄漏率随垫片的压缩变形量而变化,具有较好的压缩回弹量的垫片,其密封性能也相应好一些;当然泄漏状况还与被密封介质的物性、工况条件、法兰密封面的粗糙程度、压紧应力以及垫片的基本特性、尺寸、加载卸载历程等诸多因素有关。
因此垫片的力学性能测试是非常重要的。
不同的垫片、不同的性能指标、不同制造标准做性能测试时试件的规格也不同;下面是根据标准整理一些主要垫片的数据(垫片的密封性能用泄漏率参数指标来衡量)试样名称试样制造标准试件规格压缩率回弹率应力松弛性能泄漏率管法兰用缠绕垫片GB/T4622JB/T90D-DN80 D-DN32 D-DN80柔性石墨金属波齿复合垫片GB/T19066 Φ120.5*Φ84*3.0Φ65.5*Φ50.5*2.5Φ120.5*Φ84*3.0大直径碳钢管法兰用缠绕垫片GB/T13403D-DN80 D-DN32 D-DN80管法兰用聚四氟乙烯包覆垫片SH3402HG20607HG20628GB/T13404外径*内经*厚度73*34*3外径*内经*厚度73*34*3外径*内经*厚度73*34*3管法兰用金属包覆垫片GB/T15601HG20609HG20630DN80 DN80 DN80管法兰用金属冲齿板柔性石墨复合垫GB/T19675 DN80PN2.0DN32PN2.0DN80PN2.0柔性石墨复合垫片HG20608HG20629JB/T6628正方形50*50长方形50*25DN80DN100四:抽样要求同一材料组合,同一公称压力等级的垫片亦以100片为一批,按上述规定的垫片规格和型式各抽取3片,没有试样规格的应按同一工艺制造足够数量的试样进行压缩、回弹性能、密封性能试验。
论金属材料力学性能检测的重要性辽宁大连116600摘要:改革后,在我国发展的背景下,带动了科学技术水平的进步,推动了我国各行业领域的进步。
金属材料是生产生活中最常用的材料之一,在社会发展中起着举足轻重的作用。
为了满足不同条件下的使用需求,就需要了解不同金属材料的各项力学性能,而拉伸试验、冲击试验、硬度试验等则是获得这些性能的有效手段。
这些试验的检测结果,可能受取样方向和位置、试样加工工艺、受力方向、加载速度、温度高低等因素的影响。
现通过识别可能影响结果的各种因素,并对其成因、影响程度、解决方法进行分析,力图减小这些因素的影响,确保金属材料拉伸试验结果的准确性和可靠性。
关键词:金属材料;拉伸试验;检测结果;影响因素引言金属材料原有的力学性能,就是人们最为熟知的机械性能,是指金属材料在受到各种外力作用的影响下对于形变或者是破坏产生抵抗的一种能力,也是各种金属材料进行不同形状制造和设计的重要依据。
通常而言,最为常用的机械性能指标包括了强度、硬度、冲击、韧性、塑性等各个方面。
为了保障金属材料的力学性能指标符合相关标准的具体要求,并为各种产品的制造提供基础支持,检测技术也随着技术要求的提高在不断发展变化。
检测试样是指在目标检测金属材料对象中切取合理数量的材料,在经过机床加工又或者是尚未经过机床加工但具备合格尺寸且满足具体实验工作要求的各种样品的统称。
取样和制备工作是否能得到科学有效的落实将会对金属材料力学性能指标的检测结果产生明显影响。
本文通过研究、探讨金属材料力学性能指标检测过程中试样的取样、制备和验收等各个环节的操作要点,以便为今后金属材料的力学性能指标检测的试样取样、制备工作实施优化提供参考。
1金属材料力学性能研究的重要性各类金属材料的应用体现在生产生活的各方面,人们根据自身需求的不同去探索不同的金属材料特性,从而保证每一种金属材料都能够物尽其用,切实解决人们的各种需求。
金属材料力学性能的研究对人类生产生活来说非常重要,具体体现在军事国防、居民生活以及企业生产三个方面,具体如下。
水泥物理力学性能检验杨利雄第一节水泥1.1基本知识1.1.1水泥的定义、用途及分类1、定义:凡细磨材料,加水后变为塑性浆体,既能在水中硬化又能在空气中硬化的水硬性胶凝材料统称为水泥。
2、用途:水泥属于无机水硬性胶凝材料,不仅可用于干燥环境中的工程,而且也可以用于潮湿环境及水中的工程,在建筑、交通、水利电力、能源矿山、国防、航空航天、农业等基础设施建筑工程中得到广泛应用。
3、分类:水泥的分类方法主要有以下两种。
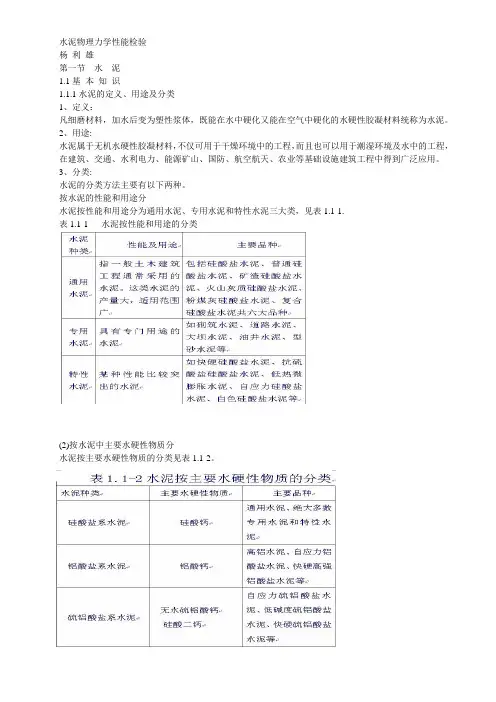
按水泥的性能和用途分水泥按性能和用途分为通用水泥、专用水泥和特性水泥三大类,见表1.1-1.表1.1-1 水泥按性能和用途的分类(2)按水泥中主要水硬性物质分水泥按主要水硬性物质的分类见表1.1-2。
1.1.2水泥生产所用的原材料及主要化学组成1、原材料:硅酸盐系列水泥原材料分为生产硅酸盐水泥熟料的原材料、石膏和混合材料三类。
(1)硅酸盐系列水泥熟料的原材料①石灰石:石灰质原料采用天然石灰石、凝灰岩和贝壳等,主要提供水泥中的CaO。
②粘土:主要为黏土(或页岩、泥岩、粉砂岩、河泥等),其主要成分为SiO2,其次为Al2O3和少量Fe2O3。
③铁粉:铁矿粉采用赤铁矿,化学成分为Fe2O3,主要弥补黏土中铁质含量的不足。
(2)石膏:在生产水泥时,必须掺入适量石膏,以延缓水泥的凝结。
在硅酸盐水泥、普通硅酸盐水泥中石膏主要起缓凝作用;而在掺较多混合材料的水泥中,石膏还起激发混合材料活性的作用。
掺入的石膏主要为天然石膏、工业副产石膏(无水硫酸钙)等。
(3)混合材料:为了改善水泥的性能,调节水泥强度等级,提高水泥的产量,扩大水泥品种,降低成本,在生产水泥时加入的矿物质材料,称为混合材料。
混合材料分为活性混合材料和非活性混合材料两类,其种类、性能及常用品种见表1.1-3。
①粒化高炉矿渣。
它是高炉冶炼生铁的副产品,以硅酸钙和铝酸钙为主要成分的熔融物,经水淬成粒后的产品。
粒化高炉矿渣的化学成分主要为CaO、Al2O3 、SiO2 ,约占总质量的90%以上,另外还含有少量的MgO、Fe2O3 和一些硫化物。
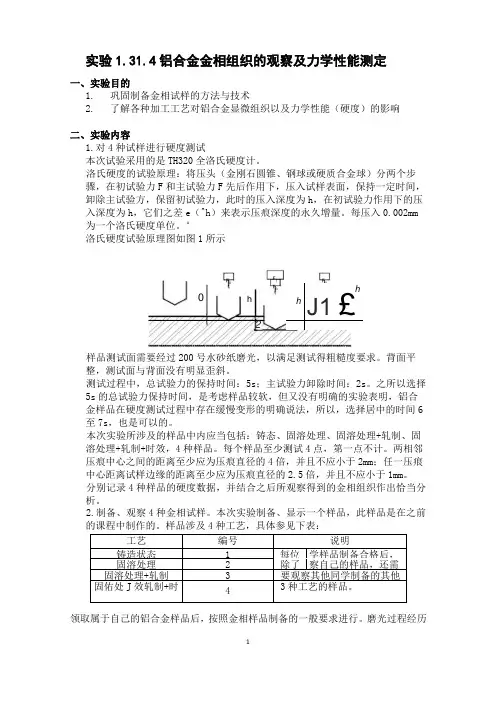
实验1.31.4铝合金金相组织的观察及力学性能测定一、实验目的1. 巩固制备金相试样的方法与技术2. 了解各种加工工艺对铝合金显微组织以及力学性能(硬度)的影响二、实验内容1.对4种试样进行硬度测试本次试验采用的是TH320全洛氏硬度计。
洛氏硬度的试验原理:将压头(金刚石圆锥、钢球或硬质合金球)分两个步骤,在初试验力F 和主试验力F 先后作用下,压入试样表面,保持一定时间,卸除主试验方,保留初试验力,此时的压入深度为h ,在初试验力作用下的压入深度为h ,它们之差e (^h )来表示压痕深度的永久增量。
每压入0.002mm 为一个洛氏硬度单位。
°洛氏硬度试验原理图如图1所示样品测试面需要经过200号水砂纸磨光,以满足测试得粗糙度要求。
背面平整,测试面与背面没有明显歪斜。
测试过程中,总试验力的保持时间:5s ;主试验力卸除时间:2s 。
之所以选择5s 的总试验力保持时间,是考虑样品较软,但又没有明确的实验表明,铝合金样品在硬度测试过程中存在缓慢变形的明确说法,所以,选择居中的时间6至7s ,也是可以的。
本次实验所涉及的样品中内应当包括:铸态、固溶处理、固溶处理+轧制、固溶处理+轧制+时效,4种样品。
每个样品至少测试4点,第一点不计。
两相邻压痕中心之间的距离至少应为压痕直径的4倍,并且不应小于2mm ;任一压痕中心距离试样边缘的距离至少应为压痕直径的2.5倍,并且不应小于1mm 。
分别记录4种样品的硬度数据,并结合之后所观察得到的金相组织作出恰当分析。
2.制备、观察4种金相试样。
本次实验制备、显示一个样品,此样品是在之前的课程中制作的。
样品涉及4种工艺,具体参见下表: 工艺 编号 说明 铸造状态 1 每位学样品制备合格后, 固溶处理 2 除了察自己的样品,还需 固溶处理+轧制 3 要观察其他同学制备的其他固佑处J 效轧制+时 43种工艺的样品。
领取属于自己的铝合金样品后,按照金相样品制备的一般要求进行。
力学性能检验规程1.目的和适用范围为确保铸钢件和铸铁件力学性能符合产品标准的要求,明确力学性能试验程序和方法,特制定本文件。
本文件适用于本公司生产制造的力学性能检验。
2.引用文件GB/T228-2007金属材料拉伸试验室温试验方法GB/T229-1994金属夏比缺口冲击试验方法3.检验依据3.1在与顾客签订销售合同时,合同及技术协议中的各项技术要求均应成为出厂检验和试验的依据。
3.2按合同规则的图样及相关标准应是出厂检验和试验的依据。
3.3本文件第2章引用的各项文件均应成为出厂检验和试验的依据。
4.机械性能试验4.1打开试验软件,进入程序。
4.2新建试验:工具栏中点击“新建试验”,选择“拉伸试验”试验类型;选择“金属拉伸”试验;选择“圆形”试样类型;输入好相应组号点击确定,进入试验参数界面。
4.3输入试验参数:在“试验参数”栏中输入好直径.原始标距.引伸计标距等相观试验参数,输入完毕按键盘“Enter回车键”会根据直径的输入算出原始面积(要求试验人员了解,试验前参数相对应的试验后结果)。
4.4清零:控制“送油阀”,把作业台完全升起后再关闭“送油阀”由位移显示面板变化看出作业台的上升量,上伸过程中产生力值,需清零。
4.5装夹试样:在作业台定位状态下,调整钳口位置,装夹好试样。
4.6装夹引伸计需要用“引伸计”测变形,在装夹好试样后再装夹“引伸计一旦选择为“引伸计”后,在程序主界面〈速度显示面板〉下面会有“取下引伸计”提示。
!注意:检查〈试验参数〉中有无填入相应引伸计标距。
(标配引伸计标距为50mm,如不用引伸计则不必理会,系统默认为位移通道)4.7运行运行一切准备就绪后按“运行”开始试验。
人工控制“送油阀”加载。
!注意:观察主界面“力与变形曲线”,过了曲服后点击软件中“取下引伸计”后,方可把试样当中的“引伸计”卸掉。
(如果试验前没选择引伸计,而是以位移来测变形量,则不会出现该项)同时,如果程序设置了自动取下引伸计,则满足程序设定条件后,程序自动切换,并提示用户取下引伸计。
力学性能检验通用规程1. 总则:本规程规定了压力容器所用钢材复检、焊接、试板力学性能检验和式样制备的要求,适用于钢材复验试样、产品焊接试板、焊接工艺评定、试板的制作和试样的制取及检2. 引用标准:本规程遵循下列标准,新标准公布实施后即以新标准为准。
GB/T228-2002《金属材料室温拉伸试验方法》GB/T229《金属夏比(V型缺口)冲击试验方法》GB232《金属材料弯曲试验方法》GB/T2975《钢及钢产品力学性能试验取样位置及试样制备》JB4726~4728《压力容器用钢锻件》JB4744《钢制压力容器产品焊接试板的力学性能检验》JB4708《钢制压力容器焊接工艺评定》3.原材料试样:3.1板材试样:3.1.1样坯取样位置、方向及规格:3.1.1.1钢板应在距边缘为板宽四分之一处切取样坯,见图1。
对于纵轧钢板,当产品标准没有规定取样方向时,应在钢板宽度1/4处切取横向样坯,如图2。
如钢板宽度不足, 样坯中心可以内移。
切取的样坯应做好标记移植。
3.1.1.2样坯的尺寸要保证从中切取足够数量的试样。
具体尺寸参照表1。
压制方向钢板压制方向图23.1.2试样和试样制备3.121切取试样时,必须防止试样金属因受热、加工硬化与扭曲变形而改变其内部组织的机械性能。
用气割法切取试样时,从样坯切割线到制成试样边缘,必须留出足够的加工余量,一般不小于20mm。
3.1.2.2钢板厚度小于或等于25mm时,拉力试样应制成板材试样,并保留原轧制表面, 试样形式及尺寸见图3,表2。
钢板厚度大于25mm时,可制成尽可能大的圆形试样,试样中心线尽可能接近板面<此时应尽量使试样头圆弧表面吻合与钢板表面,即在头部应保留不太显著的氧化皮,见图4,表3,表4。
77\ -1表矩形横截面比例试样(优先采用短试样,即k = 5.65 ;长试样则k = 11.3 ) mm注:1、Lo标距的标记应准确到土1%。
Lo +1.5-叮.2、试样原始横截面积So的测定应在试样标距两端及中间三处测量宽度和厚度,取用三处测得的最小横截面积。
轴心抗压强度试验1、本试验方法适用于测定棱柱体混凝土试件的轴心抗压强度。
2、测定混凝土轴心抗压强度试验的试件应符合本标准第3章中的有关规定。
3、试验采用的试验设备应符合下列规定:1)轴心抗压强度试验所采用的压力试验机的精度应符合本标准4.3节的要求。
2)混凝土强度等级三C60时,试件周围应设防崩裂网罩。
当压力试验机上、下压板不符合本标准4.6.2条规定时,压力试验机上、下压板与试件之间应各垫以符合本标准第4.6节要求的钢垫板。
4、轴心抗压强度试验步骤应按下列方法进行:1)试件从养护地点取出后应及时进行试验,用干毛巾将试件表面与上下承压板面擦干净。
2)将试件直立放置在试验机的下压板或钢垫板上,并使试件轴心与下压板中心对准。
3)开动试验机,当上压板与试件或钢垫板接近时,调整球座,使接触均衡。
4)应连续均匀的加荷,不得有冲击。
所用加荷速度应符合本标准第6.0.4条中第3款的规定。
5)试件接近破坏而开始急剧变形时,应停止试验机油门,直至破坏。
然后记录破坏荷载。
5、试验结果计算及确定按下列方法进行:1)混凝土时间轴心抗压强度应按下式计算:Ff二—CP A式中f C P——混凝土轴心抗压强度(MPa);F—试件破坏荷载(N);A试件承压面积(mm2)。
混凝土轴心抗压强度计算值应精确至O.IMPa。
2)混凝土轴心抗压强度值的确定应符合本标准第6.0.5条中第2款的规定。
3)混凝土强度等级VC60时,用非标准试件测得的强度值均应乘以尺寸换算系数,其值为对200mm x200mm x400mm试件为1.05;对lOOmm x lOOmm x300mm试件为0.95.当混凝土强度等级三C60时,宜采用标准试件;使用非标准试件时,尺寸换算系数应由试验确定。
6、混凝土轴压抗压强度试验报告内容除应满足本标准第1.0.3条要求外,还应报告实测的混凝土轴心抗压强度值。
静力受压弹性模量试验1、本方法适用于测定棱性体试件的混凝土静力受压弹性模量(以下简称弹性模量)。
目录1 总则2 术语、符号2.1术语2.2符号3 仪器设备4 操作规程4.1 一般规定4.2 钢筋力学性能检测4.3 钢筋焊接力学性能检测4.4 钢筋机械连接力学性能检测1 总则1.1 为贯彻建设部颁发的建设工程质量检测管理办法,结合我省实际情况,进一步提高和统一全省建筑工程材料见证取样检测中钢筋(含机械连接)的检测项目和试验操作程序,特制定本规程。
1.2 本规程适用于建筑工程材料见证取样检测中钢筋原材(如钢筋混凝土用热轧带肋钢筋、混凝土用热轧光圆钢筋、低碳钢热轧圆盘条、冷轧带肋钢筋、冷轧扭钢筋、冷拔螺旋钢筋等)、钢筋焊接(包括电阻点焊、闪光对焊、电渣压力焊、埋弧压力焊、电弧焊、气压焊等)以及钢筋机械连接的常规力学性能试验规程。
1.3 本规程涉及的钢筋(含机械连接)取样需由监理单位或建设单位认可,并采取切实有效的封样措施或同委托单位共同送至检测机构。
1.4 本规程规定的抽样数量应不小于该种产品应检测数量总和的30%,并至少不小于1组。
1.5 承担见证取样检测的机构必须同时具备以下条件:A.必须是取得省级以上技术监督部门计量认证的独立机构;B.检测机构应与所检工程的设计单位、监理单位、施工单位无隶属关系或其他利害关系;C. 必须具有健全、有效的管理体系和质量保证体系;D.必须有足够并且满足标准要求的仪器设备;E.必须有足够的并且持有山东省建设工程质量检测试验员上岗证书的人员。
1.6 钢筋(含机械连接)检测操作时,除遵守本规程外尚应符合国家和地方的现行有关技术标准的规定。
2.术语、符号2.1 术语2.1.1 标距:测量伸长用的试样圆柱或棱柱部分的长度。
2.1.2 原始标距(L0):施力前的试样标距。
2.1.3 断后标距(Lu):试样断裂后的标距。
2.1.4 平行长度(Lc):试样两头部或两夹持部分(部带头试样)之间平行部分的长度。
2.1.5 伸长:试验期间任一时刻原始标距(L0)的增量。
2.1.6 伸长率:原始标距的伸长与原始标距(L0)之比的百分率。