牛头刨床说明书_(1)
- 格式:doc
- 大小:3.60 MB
- 文档页数:35

图2牛头刨床的主体结构课程设计的内容包括:1)牛头刨床主传动系统总体传动方案的设计构思一个合理的传动系统。
它可将电机的高速转动(1440转/分)变换为安装有刨刀的滑枕5的低速往复移动(要求有三挡速度:60,95,150次/分)。
其中,将转动变为移动的装置(主体机构)采用图2所示的连杆机构。
在构思机构传动方案时,能做到思路清晰,各部分的传动比分配合理,最后在计算机上绘出主传动机构的原理示意图。
2)牛头刨床主体机构的尺度综合给定条件:刨头的最大行程H=500mm,行程速比系数k=2,各滑块的长度均为100mm,要求合理确定主体机构的其它尺度参数。
3)牛头刨床主体机构的运动分析根据已定出的主体机构的尺度参数,按曲柄处于最低转速、滑枕处于最大行程的工况对主体机构进行运动分析。
设各具有旋转运动的构件对x轴的转角分别为iiθ,(为旋转构件的标号),相应的角速度和角加速度分别为ωi,εi;用解析法求出当曲柄转角θ1从刨刀处于最右侧时起,沿逆时针方向转动每隔100计算一组运动参数,其中包括:各杆的角位置、角速度、角加速度及刨刀的位置刀s(以最右点为零点)、速度刀v和加速度刀a,应用计算机在同一幅图中绘出刨刀的位移曲线、速度曲线和加速度曲线,并分析计算结果的合理性。
4)牛头刨床主体机构的受力分析设摆杆3的质心在其中点处,质量为40kg,摆杆3对质心的转动惯量为3kg.m2;滑枕5的质量为50kg,质心在E点处;其余构件的质量和转动惯量以及运动的摩擦忽略不计。
假定刨刀在空回行程不受力,在工作行程中所受的阻力为水平力,其大小见图3,作用点在滑枕下方100mm 处。
用解析法求出机构处于不同位置时应加在曲柄上的驱动力矩TN 以及各运动副的约束总反力的大小和方向。
表1表22、刨削主体机构构型的比较选取方案2虽有急回特性,但由于机构运动时候,导杆带动的滑动机构会受力不均,短时间工作影响不大,对于生产生活机构不是很合适的。
方案3导杆一端都用的曲柄连接,根据K 值得计算是不具有急回特性的,但是由于生产的需要,急回特性会在工作是工作时间缩短。

之五兆芳芳创作学校:河南大学班级:专业:机制学号:指导老师:目录一、课程设计任务书21.任务原理及工艺动作进程22.原始数据及设计要求3二、设计说明书41.画机构的运动简图42.对位置4点进行速度阐发和加快度阐发63.对位置9点进行速度阐发和加快度阐发9速度阐发图:104.对位置9点进步履态静力阐发12心得体会15谢辞16参考文献17一、课程设计任务书1.任务原理及工艺动作进程牛头刨床是一种用于平面切削加工的机床.刨床任务时,如图(1-1)所示,由导杆机构2-3-4-5-6带动刨头6和刨刀7作往复运动.刨头右行时,刨刀进行切削,称任务行程,此时要求速度较低并且均匀;刨头左行时,刨刀不切削,称空回行程,此时要求速度较高,以提高生产率.为此刨床采取有急回作用的导杆机构.刨头在任务行程中,受到很大的切削阻力,而空回行程中则没有切削阻力.切削阻力如图(b)所示.(b)2.原始数据及设计要求Y图(1-1)已知曲柄每分钟转数n2,各构件尺寸及重心位置,且刨头导路x-x位于导杆端点B所作圆弧高的平分线上.要求作机构的运动简图,并作机构两个位置的速度、加快度多边形以及刨头的运动线图.以上内容与前面动态静力阐发一起画在1号图纸上.二、设计说明书1.画机构的运动简图1、以O4为原点定出坐标系,按照尺寸辨别定出O2点,B点,C点.确定机构运动时的左右极限位置.曲柄位置图的作法为:取1和8’为任务行程起点和终点所对应的曲柄位置,1’和7’为切削起点和终点所对应的曲柄位置,其余2、3…12等,是由位置1起,顺ω2标的目的将曲柄圆作12等分的位置(如下图).图1-2取第I计划的第4位置和第9位置(如下图1-3).图 1-32. 对位置4点进行速度阐发和加快度阐发(a ) 速度阐发 取速度比例尺l μ=mmsm001.0对A 点:4A V = 3A V + 34A A V 标的目的:4BO ⊥A O 2⊥ //B O 4 大小: ? √ ?4A V =l μ⨯4pa =sm mm mm s m673239.0239.673001.0=⨯ 4ω=AO A l V 44=sr mm sm38431.1486334.0673239.0=34A A V =l μ43a a l =s m mm mm s m156326.0326.156001.0=⨯ V 5B = V 4B =4ω⨯B O l 4=sm 747530.0对于C 点:C V = B V + CB V 标的目的: //'XX B O 4⊥BC ⊥ 大小: ? √ ?C V =l μ⨯pc l =mms m001.0s m mm 749708.0708.749=⨯ CB V =l μ⨯bc l =mmsm001.0sm mm 0490895.00895.49=⨯ 5ω=bcl CBl u V =s r 363626.0 速度阐发图:图 1-4(b)加快度阐发 选取加快度比例尺为a μ=mmsm 2001.0对于A 点:4A a = n A a 4 + t A a 4 = 3A a + k A A a 34 + 34r A A a 标的目的:A→4O B O 4⊥ A→2O B O 4⊥//B O 4大小: √ ? √√ ?由于3A a =22ωA O l 2=234263.4smK A Aa 34=24ω34A A V =2432808.0s mn A a 4=24ωA O l 4=2931975.0s m 已知,按照加快度图1-5可得:t A a 4=a μ''a n l =2549416.0sm , r A A a 34=a μ''a k l =2298112.3s m .4A a =24ωB O l 4=2081866.1sm ,5ω=CB V /BC l s r .另外还可得出:B a =4A a ⨯AO B O l l 44=2201248.1s mn CBa =25ωBC l =201785.0s m对于C 点C a =B a +n CBa + tCB a 标的目的://'XX B→4O C→B BC ⊥大小: ?√√ ?由nCBa =25ω⨯BC l = 201785.0sm ,B a =4A a ⨯AO B O l l 44=2201248.1s m 已知,按照按照加快度图可得:C a =a μ''c p l =2617683.0sm ,t CB a =a μ'''c n l =29942344.0s m加快度阐发图:图 1-53.对位置9点进行速度阐发和加快度阐发(a ) 速度阐发 取速度比例尺l μ=mmsm001.0对A 点:4A V = 3A V + 34A A V 标的目的:4BO ⊥A O 2⊥ //B O 4 大小: ? √ ?4A V =l μ⨯4pa =sm mm mm s m3289949.09949.328001.0=⨯ 4ω=AO A l V 44=sr mmsm 044034.1315119.03289949.0= 34A A V =l μ43a a l =s m mm mm s m60782497.082497.607001.0=⨯ V 5B = V 4B =4ω⨯B O l 4=sm 56377824.0对于C 点:C V = B V + CB V 标的目的: //'XX B O 4⊥BC ⊥大小: ? √ ?C V =l μ⨯pc l =mms m001.0sm mm 5518355.08355.551=⨯ CB V =l μ⨯bc l =mmsm001.0s m mm 1436768.06768.143=⨯ 5ω=bcl CBl u V =s r 06427.1 速度阐发图:图 1-6(b)加快度阐发 选取加快度比例尺为a μ=mmsm 2001.0对于A 点:4A a = n A a 4+ t A a 4 = 3A a + k A A a 34 + 34r A A a 标的目的: A→4O B O 4⊥ A→2O B O 4⊥ //B O 4大小: √ ? √√ ?由于3A a =22ωA O l 2=234263.4smKA A a 34=24ω34A A V =226918.1s mn A a 4=24ωA O l 4=24818.343.0s m 已知,按照加快度图1-7可得:t A a 4=a μ''a n l =25498973.2sm , r A A a 34=a μ''a k l =24106178.2s m4A a =24ωB O l 4=257293.2s m另外还可得出:B a =4A a ⨯AO B O l l 44=24090669.4s mn CBa =25ωBC l =2152911.0s m对于C 点C a = B a + n CBa + tCB a 标的目的://'XX B→4O C→B BC ⊥大小: ? √√ ?由nCBa =25ω⨯BC l = 2152911.0sm ,B a =4A a ⨯AO B O l l 44=24090669.4s m 已知,按照按照加快度图可得:C a =a μ''c p l =2247506.4sm ,t CB a =a μ'''c n l =25366925.0s m加快度阐发图:图 1-74. 对位置9点进步履态静力阐发取“9”点为研究对象,别离5、6构件进交运动静力阐发,作阻力体如图1─8所示.图 1-8已知G6=700N ,又ac=ac5=4.2475055m/s2,那么我们可以计较设45R F 与水平导轨的夹角为α,可测得α的大小为2.6456785由0cos 456=-=∑αR I XF F F,∑=-+=0sin 6456G F F FR R Yα可计较出717328.30345=R F , 98071.6856=R F 别离3,4构件进交运动静力阐发,杆组力体图如图1-9所示图 1-9已知: FR54=FR45=303.717328N ,G4=200Nm N J M S I /901.8091855.81.1444=⨯-=⨯-=α按照∑=⨯-+⨯+⨯+⨯=0423435424144h F M h F h F h G MR I R I O ,其中1h ,2h ,3h ,4h 辨别为4G ,4I F ,54R F ,23R F 作用于4O 的距离(其大小可以测得),可以求得:23R F =609.753093N.作力的多边形如图1-10所示图 1-10由图1-10可得:4I R F = 250.04 N对曲柄2进交运动静力阐发,作组力体图如图1-11所示,图 1-1132R F 作用于2O所以曲柄上的平衡力矩为:m N h F M R /0924.1332=⨯=,标的目的为逆时针.心得体会美丽的花朵必须要通过辛勤的汗水浇灌.有开花才有结果,有支出才有收获.通过几天日日夜夜的斗争,在老师亲切地指导下,在同学们的密切配合下,当然也有自己的努力和辛酸,这份课程设计终于完成了,心里无比的欢快,因为这是我们努力的结晶.在这几天中,我有良多的体验,同时也有我也找到许多的毛病,仅就计较机帮助画图而言,操纵的就远远不敷熟练,专业知识也不克不及熟练应用.但是通过这次实践设计,我觉得我有了很打的提高.其次,通过这次设计我学会了查找一些相关的东西书,并初步掌握了一些设计数据的计较办法;再次,自己的计较机画图水平也有了一定的提高,并对所学知识有了进一步的理解.当然,作为自己的第一次设计,其中肯定有太多的缺乏,希望在今后的设计中,能够得到更正,使自己日益臻于成熟,专业知识日益深厚.我在这次设计中感应了协作的力量,增强了自己的团队精神.这将使我受益终生.“功到自然成.”只有通过不锻炼,自己才干迎接更大的挑战和机会,我相信我自己一定能够在锻炼成长.谢辞本论文是在李老师亲自指导下完成的.导师在学业上给了我很大的帮忙,使我在实验进程中避免了许多无为的任务.导师一丝不苟、严谨认真的治学态度,精益求精、诲人不倦的学者风采,以及正直无私、磊落大度的崇高品格,更让我明白许多做人的道理,在此我对老师暗示衷心的感激!参考文献4.《机械原理教程.》申永胜主编. 北京:清华大学出版社, 19995.《机械原理》邹慧君等主编,初等教育出版社,19996.《连杆机构》伏尔默J主编,机械产业出版社7.《机构阐发与设计》华大年等主编,纺织产业出版社8.《机械运动计划设计手册》邹慧君主编,上海交通大学出版社9.《机械设计>>吴克坚,于晓红,钱瑞明主编. . 北京:初等教育出版社,200310.《机械设计>>.龙振宇主编. 北京:械产业出版社,200211. 《机械设计根本(第四版)》杨可桢,程光蕴主编. . 北京:初等教育出版社,199912.《机械设计根本(下册)》张莹主编.. 北京:机械产业出版社, 199713.《机械设计(机械设计根本Ⅱ)》周立新主编. . 重庆:重庆大学出版社, 199614.《机械系统设计》朱龙根,黄雨华主编. 北京:机械产业出版社, 199015.《机械设计学》黄靖远,龚剑霞,贾延林主编. 北京:机械产业出版社, 199916.《机械设计手册》徐灏,第二版. 北京:机械产业出版社, 200017.《设计办法学》黄纯颍主编,机械产业出版社18.《机械传动设计手册》江耕华等主编,煤炭产业出版社19. 《机械原理》(第六版)孙桓等主编初等教育出版社20.《机械原理课程设计指导书》罗洪田编著初等教育出版社21.《机械原理教学大纲》制定人张荣江22. 机械原理郑文经吴克坚等主编。

机械原理课程设计牛头刨床说明书一、引言本文为机械原理课程设计牛头刨床的说明书,旨在介绍牛头刨床的结构、原理、使用方法以及维护保养等方面的内容,希望能对使用者有所帮助。
二、牛头刨床的结构与原理牛头刨床是一种用于刨削板材表面的机床,主要由机床床身、工作台、电机、导轨以及滑块等部件组成。
其工作原理是通过工作台上的牛头将木材压住并将其通过旋转的铣刀刨削出所需的形状。
同时,导轨和滑块的设计能够确保工作台能够进行稳定的上下移动以及平移。
三、牛头刨床的使用方法在使用牛头刨床时,首先需要将待加工的木材放在工作台上。
接着,按照所需的形状设计好牛头,并将其固定在工作台的卡箍上。
然后,开启电机,调整刨床刀具的高度和位置,开始进行刨削加工。
在加工过程中,需要保持稳定的物料进给速度和足够的润滑,以保证刨削的精度和质量。
四、牛头刨床的维护保养为了确保牛头刨床的正常运行,需要定期进行维护与保养。
首先,每天需要清理机床内部和机械表面的灰尘和碎屑,以保持机床的清洁和卫生。
其次,每周需要检查牛头和铣刀的状态,并在需要时进行维修或更换。
另外,还应该保持机床的导轨和滑块润滑充足,确保加工精度和刨削质量。
五、注意事项在使用牛头刨床时,需要特别注意安全事项。
首先,要保持机床周围的环境整洁、明亮,防止伤害事故的发生。
其次,需要正确穿戴工作服和工作手套,防范手部伤害。
同时,加工时应该保持注意力集中,避免加工过程中的疏忽。
最后,在进行加工前必须确保机床的各项控制仪器如电源、导轨等功能齐全、可用。
以上为机械原理课程设计牛头刨床说明书的内容,希望能为使用者提供帮助和指导,促进机械制造领域的发展和进步。
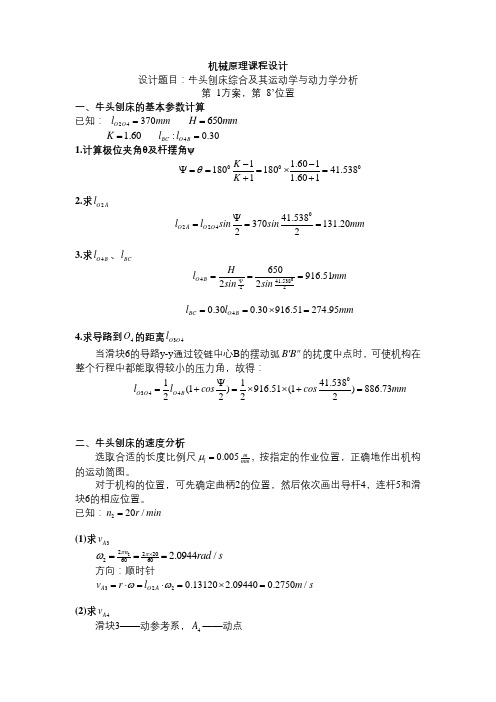
机械原理课程设计设计题目:牛头刨床综合及其运动学与动力学分析第 1方案,第 8’位置一、牛头刨床的基本参数计算已知: 24370O O l mm = 650H mm = 160K =. 4030BC O B l l :=. 1.计算极位夹角θ及杆摆角ψ000116011801804153811601K K θ-.-ψ===⨯=.+.+2.求2O A l224415383701312022O AO O l l sin sin mm ψ.===.3.求4O B l 、BC l441538226509165122O B H l mm sin sin ψ.===.40300309165127495BC O B l l mm =.=.⨯.=.4.求导路到4O 的距离34O O l当滑块6的导路y-y 通过铰链中心B 的摆动弧·BB"'的扰度中点时,可使机构在整个行程中都能取得较小的压力角,故得:3441141538(1)91651(1)886732222O O O B l l cos cos mm ψ.=+=⨯.⨯+=.二、牛头刨床的速度分析选取合适的长度比例尺0005ml mm μ=., 按指定的作业位置,正确地作出机构的运动简图。
对于机构的位置,可先确定曲柄2的位置,然后依次画出导杆4,连杆5和滑块6的相应位置。
已知:220n r min =/(1)求3A v222202606020944n rad s ππω⨯===./ 方向:顺时针32201312020944002750A O A v r l m s ωω=⋅=⋅=.⨯.=./(2)求4A v滑块3——动参考系,4A ——动点4A V u u u u u u r = 3A V u u u u u u r + 43A A V u u u u u u u u u u r方向: ⊥4O A ⊥2O A //4O A 大小: ? 22O A l ω ?选取速度比例尺0005m sv mm μ/=.,作速度图34pa a 进而可得4A v 的大小为44000500A v v pa μ=⋅=.⨯=4ω的大小为4440345960A O A vl ω.=== 43A A v 的大小为4334000555002750A A v v a a m s μ=⋅=.⨯.=./方向:34a a →(3)求B 的速度影像b 及B v由影像原理知,在速度图上,b 点应位于4pa 的延长线上且4491654346000O BO Al l pb pa ..==⨯= 000500B v v pb μ=⋅=.⨯=(4)求C vB ——基点,C ——动点C V u u u u r = B V u u u u r + CB V u u u u u u r方向: 水平 ⊥4O B ⊥BC 大小: ? 44O B l ω ?根据上述方程,继续在速度图34pa a 上作出C 点的速度影像c 进而可得C v 的大小为 000500C v v pc μ=⋅=.⨯= CB v 的大小为000500CB v v bc μ=⋅=.⨯= 5ω的大小为050274950CBBC v l ω.===(5)求4S v由影像原理知,在速度图上,4s 点位于pb 的中点 44000500S v v ps μ=⋅=.⨯=(6)速度综合302750A v m s =./ 40A v = 4302750A A v m s =./ 0B v = 0C v = 0CB v = 40S v =220944rad s ω=./ (顺时针) 40ω= 50ω=三、牛头刨床的加速度分析 (1)求4A a4A a u u u u u u r= 4n A a u u u u u u r+ 4t A a u u u u u u r = 3A a u u u u u u r+ 43k A A a u u u u u u u u u u r+ 43rA A a u u u u u u u u u u r方向: 4A O → 4O A ⊥ 2A O → 4O A ⊥ //4O A大小: 244O A l ω ? 222O A l ω 4432A A v ω ? 其中:4n A a 的大小为2244400345960n A AO a l ω=⋅=⨯.= 3A a 的大小为222322209440131200576A O A a l m s ω=⋅=.⨯.=./ 43k A A a 的大小为43443220027500k A A A A a v ω==⨯⨯.=选取加速度比例尺2002m s a mm μ/=.,作加速度图34πa a '' 进而可得4t A a 的大小为24440022880576t A a a a"m s a μ=⋅=.⨯.=./' 方向:44a"a →' 4α的大小为442057640345961665tA AO a l rad s α..===./ 方向:逆时针(2)求B 的加速度影像b’及B a由影像原理知,在加速度图上,b’点应位于4a π'的延长线上,且44916543460288762O BO Al l b mm a ππ..'==⨯.=.' 2π0027621524B a a b m s μ'=⋅=.⨯.=./ 方向:πb '→(3)求C aC a u u u u r= B a u u u u r+ n CB a u u u u u u r + t CBa u u u u u u r方向: 水平 √ C B → ⊥BC 大小: ? √ 25BC l ω ?其中:nCB a 的大小为22500274950nCBBC a l ω=⋅=⨯.= 根据上述方程,继续在加速度图34a a π''上求得C 点的加速度影像c’。

牛头刨床作业指导书引言概述:牛头刨床是一种常用的木工机械设备,用于对木材进行平整和修整。
本文将详细介绍牛头刨床的操作指南,包括安全操作、刨床调整、刨削技巧、常见问题及解决方法等五个方面。
一、安全操作1.1 个人防护措施1.2 工作区域准备1.3 机器安全操作规范在进行牛头刨床操作之前,必须确保个人的安全。
首先,操作人员应佩戴适当的个人防护装备,如安全眼镜、耳塞、手套等。
其次,工作区域应保持整洁,确保没有杂物和障碍物。
最后,操作人员应熟悉牛头刨床的安全操作规范,包括启动和关闭机器的正确步骤,以及应急住手按钮的位置等。
二、刨床调整2.1 刨刀调整2.2 刨床刨削深度调整2.3 刨床进给速度调整在开始刨削之前,需要对牛头刨床进行一些调整。
首先,刨刀的调整非常重要,刨刀应与工作台面平行,并且刨刀的高度应该适中,以确保刨削效果的质量。
其次,刨床的刨削深度也需要进行调整,根据木材的硬度和要求的刨削效果来决定。
最后,刨床的进给速度也需要根据木材的材质和刨削要求进行适当调整。
三、刨削技巧3.1 木材放置技巧3.2 刨削方向选择3.3 刨削速度控制在进行刨削时,需要掌握一些刨削技巧。
首先,木材的放置应该稳固,以免在刨削过程中发生意外。
其次,选择正确的刨削方向非常重要,通常应与木材纹理平行进行刨削,以获得更好的刨削效果。
最后,控制刨削的速度,避免过快或者过慢,以免影响刨削质量。
四、常见问题及解决方法4.1 刨床刨削不平整4.2 刨床刨削过深或者过浅4.3 刨床刨削过程中浮现异常声音在使用牛头刨床时,可能会遇到一些常见问题。
例如,刨削不平整可能是由于刨刀调整不当或者刨床不平衡所致,解决方法是重新调整刨刀或者平衡刨床。
刨削过深或者过浅可能是由于刨床刨削深度调整不当,解决方法是调整刨床刨削深度。
浮现异常声音可能是由于刨床零部件松动或者磨损,解决方法是检查并紧固零部件或者更换磨损部件。
五、结语牛头刨床是一项重要的木工机械设备,正确的操作和调整对于保证刨削效果和操作安全至关重要。

机械原理课程设计牛头刨床说明书负责人:学院:机电工程学院班级:学号:日期: 2013年 7 月 11 日目录第1章设计任务1.1 设计任务 (3)1.2 原始参数 (4)第2章运动方案设计2.1 主机构方案(选型) (5)2.2 齿轮传动机构方案 (7)第3章电动机的选择3.1 电动机的功率 (8)3.2 电动机的型号 (8)第4章齿轮机构设计4.1 传动比的分配 (10)4.2 齿轮机构的设计 (10)第5章主机构的设计5.1 主机构运动分析 (12)5.2 主机构受力分析 (16)第6章速度波动调节w的计算 (26)6.1 Δmax6.2 飞轮的设计 (26)第7章总结7.1 体会心得 (30)7.2 参考文件 (32)第1章设计任务1.1 设计任务中小型牛头刨床的主运动(见机床)大多采用曲柄摇杆机构(见曲柄滑块机构)传动,故滑枕的移动速度是不均匀的。
大型牛头刨床多采用液压传动,滑枕基本上是匀速运动。
滑枕的返回行程速度大于工作行程速度。
由于采用单刃刨刀加工,且在滑枕回程时不切削,牛头刨床的生产率较低。
机床的主参数是最大刨削长度。
牛头刨床主要有普通牛头刨床、仿形牛头刨床和移动式牛头刨床等。
普通牛头刨床(见图)由滑枕带着刨刀作水平直线住复运动,刀架可在垂直面内回转一个角度,并可手动进给,工作台带着工件作间歇的横向或垂直进给运动,常用于加工平面、沟槽和燕尾面等。
仿形牛头刨床是在普通牛头刨床上增加一仿形机构,用于加工成形表面,如透平叶片。
移动式牛头刨床的滑枕与滑座还能在床身(卧式)或立柱(立式)上移动,适用于刨削特大型工件的局部平面。
牛头刨床一种刨床,利用住复运动的刀具切割已固定在机床工作平台上的工件〔一般用来加工较小工件)。
机床的刀架状似牛头,故名。
1.2 原始参数牛头刨床传动装置原始参数:方案平均数度mv(mm/s)变化系数k刨刀冲程H(mm)切削阻力rF(N)空行程摩擦阻力'r F(N)IV580 1.50 400 4000 200方案越程量ΔS(mm)刨头重量(N)杆件线密度(kg/m)不均匀系数[δ]IV20 620 300 0.05 第2章运动方案设计2.1 主机构方案主机构方案图:主机构尺寸计算:11*180+-=K K θ (2-1)36=θ ABm w HV )(θπ+= (2-2) 30ABAB n w π=(2-3) s rad /47.5w AB =)/11(60K H v n mAB+=∴ (2-4) min /2.52r n AB =2sin2θH L CD =(2-5) mm L CD 21.647=CD ACL L 53= (2-6) mm L AC33.388=CD CF L L 96.0= (2-7) mm L CF 32.621=2sinθAC AB L L = (2-8) mm L AB 00.120=CD DEL L 41= (2-9) mm L DE80.161=2.2 齿轮传动机构方案电动机的转速大概是n=1440r/min ,而min /2.52n r AB = ,所以 总传动比大概是58.272.521440==总i ,所以采用三级减速装置,第一级采用皮带,后两级采用展开式二级圆柱齿轮减速器。
油时,自底座的放油孔放出旧油,洗净油池及机床内部积污,再灌入新油。
滤油器应定期清洗,去除附着于滤油网外的杂物。
各部滚动轴承及电动机的轴承用钙基润滑脂润滑,可按实际需要更换新的润
滑脂。
滑枕导轨的供油情况可由床身操作侧的油窗观察。
一般情况下,机床
出厂时,各部润滑油量均已调整适宜,在使用中欲作个别的油量增减,可以
调整装于床身后部的分油器。
分油器油量调节阀所控制的各部油路如下图所示。
机床其他部位的润滑,可按下图所示润滑点位置,以N46机械油润滑,油量及次数按实际使用情况确定,横梁、工作台导轨及各进给丝杠等处,也应按实际情况
山东奥钻数控机床有限公司
BC6063 型牛头刨床合格证明书
山东奥钻数控机床有限公司BC6063
型牛头刨床
装箱单
BC6063/BC6066牛头刨床
使
用
说
明
书
最大刨销长度:
出厂编号:
山东奥钻数控机床有限公司
滕州市东环工业园区。
(完整版)机械原理课程设计说明书牛头刨床机械原理课程设计说明书牛头刨床一、设计背景随着工业化的发展,对于木材加工的需求越来越大。
牛头刨床作为一种常用的机械设备,用于将木材刨平、刨直,从而得到平整的木材表面。
本课程设计旨在设计一台具有稳定性、高效性和安全性的牛头刨床。
二、设计要求1. 刨床的工作台面积不小于500mm×300mm,且能承受一定的负荷;2. 刨床刨削深度可调节,最大刨削深度不小于8mm;3. 刨床的工作速度可调节,最大工作速度不小于8m/min;4. 刨床的刨刀具具有良好的刨削效果,并可更换;5. 刨床具有必要的保护装置,以确保操作者的安全;6. 刨床的整体结构紧凑、操作简便,外观美观。
三、设计思路1. 结构设计:(1) 床身结构:采用铸铁材质,以确保刨床的稳定性和刚性;(2) 工作台设计:采用铝合金材质,具有较好的耐磨性和导热性;(3) 刨刀具设计:采用高速钢材质,设计成可更换式,以提高使用寿命和刨削效果;(4) 传动系统设计:采用电动驱动方式,通过变频器调节工作速度和刨削深度。
2. 控制系统设计:(1) 刨床配备触摸屏控制面板,方便操作者实时监控工作状态;(2) 刨床配备紧急停止按钮和安全防护装置,以确保操作者的安全;(3) 刨床具备自动换刀功能,提高操作效率;(4) 刨床配备故障自诊断系统,能够快速判断故障并进行维修。
四、技术参数1. 工作台面积:600mm×400mm;2. 最大刨削深度:10mm;3. 最大工作速度:12m/min;4. 刨刀具材质:高速钢;5. 电源:交流220V,50Hz;6. 功率:2.2kW。
五、安全措施1. 刨床配备紧急停止按钮,操作者在发生紧急情况时,可以立即停止刨床的工作;2. 刨床工作过程中,操作者必须戴上防护手套和护目镜,以避免刨削过程中的飞溅伤害;3. 刨床的开关箱设有防护罩,以防止误碰开关引发事故;4. 刨床配备故障自诊断系统,能够及时发现故障并进行维修。
牛头刨床作业指导书引言概述:牛头刨床是一种常用的木工机械设备,用于对木材进行刨削和修整。
正确操作牛头刨床可以提高工作效率,确保工作安全。
本文将详细介绍牛头刨床的操作步骤和注意事项。
一、机器准备1.1 确保机器正常运行:检查牛头刨床的电源、电线、开关等是否正常运作,确保机器能够正常启动和停止。
1.2 调整刨刀位置:根据木材的宽度和厚度,调整刨刀的位置,确保刨削效果符合要求。
1.3 检查刨刀的磨损情况:刨刀过度磨损会影响刨削效果,需要及时更换刨刀,保证刨削质量。
二、操作步骤2.1 确保工作区域安全:清理工作区域,确保没有杂物和障碍物,防止意外伤害发生。
2.2 放置木材:将待刨削的木材放置在牛头刨床的工作台上,确保木材稳固不会滑动。
2.3 调整刨削深度:根据需要,调整刨削深度,确保刨削的厚度符合要求。
三、操作注意事项3.1 佩戴个人防护装备:在操作牛头刨床时,应佩戴安全眼镜、防护手套和耳塞等个人防护装备,以保护自身安全。
3.2 注意木材进给速度:木材进给速度过快会导致刨削不均匀,进给速度过慢则会影响工作效率,应根据木材的硬度和刨削深度调整进给速度。
3.3 定期清理刨屑:刨削过程中会产生大量刨屑,应定期清理刨屑,保持工作区域整洁,防止刨削效果受到影响。
四、故障排除4.1 刨削不均匀:如果刨削出来的木材表面不均匀,可能是刨刀安装不正确或刨刀磨损严重,应重新安装或更换刨刀。
4.2 电源故障:如果牛头刨床无法正常启动或停止,可能是电源故障,应检查电源线路和开关是否正常,并及时修复或更换。
4.3 异常噪音:如果牛头刨床在工作过程中产生异常噪音,可能是刨刀安装不稳或机器零部件松动,应停止使用并检查刨刀和机器零部件是否正常。
五、维护保养5.1 定期清洁机器:定期清洁牛头刨床的工作台、刨刀和机器表面,防止积尘和杂物对机器造成损害。
5.2 润滑机器零部件:定期给牛头刨床的滑动部件和传动部件加油或润滑,确保机器的正常运行。
牛头刨床说明书牛头刨床主要由床身、滑枕、刀架、工作台、横梁等组成,如图所示。
因其滑枕和刀架形似牛头而得名。
▪牛头刨床工作时,装有刀架的滑枕3由床身内部的摆杆带动沿床身顶部的导轨作直线往复运动,使刀具实现切削过程的主运动,通过调整变速手柄5可以改变滑枕的运动速度,行程长度则可通过滑枕行程调节柄6调节。
▪刀具安装在刀架2前端的抬刀板上,转动刀架上方的手轮,可使刀架沿滑枕前端的垂直导轨上下移动。
刀架还可沿水平轴偏转,用以刨削侧面和斜面。
滑枕回程时,抬刀板可将刨刀朝前上方抬起,以免刀具擦伤已加工表面。
夹具或工件则安装在工作台1上,并可沿横梁8上的导轨作间歇的横向移动,实现切削过程的进给运动。
横梁8还可沿床身的竖直导轨上、下移动,以调整工件与刨刀的相对位置。
数控牛头刨床的工作原理牛头刨床是一种靠刀具的往复直线运动及工作台的间歇运动来完成工件的平面切削加工的机床。
下图为其参考示意图。
电动机经过减速传动装置(皮带和齿轮传动)带动执行机构(导杆机构和凸轮机构)完成刨刀的往复运动和间歇移动。
刨床工作时,刨头6由曲柄2带动右行,刨刀进行切削,称为工作行程。
在切削行程H中,前后各有一段0.05H的空刀距离,工作阻力F为常数;刨刀左行时,即为空回行程,此行程无工作阻力。
在刨刀空回行程时,凸轮8通过四杆机构带动棘轮机构,棘轮机构带动螺旋机构使工作台连同工件在垂直纸面方向上做一次进给运动,以便刨刀继续切削。
V带传动的优点(1)具有良好的弹性,能起吸振缓冲作用,因而传动平稳,噪音小;(2)过载时,带与带轮会出现打滑,防止其它零件损坏;(3)结构简单,成本低,加工和维护方便;(4)、适用于两轴中心距较大的传动。
当量摩擦因数较大,V带传动产生的最大摩擦力大约是平带的3倍,允许包角小,传动比较大,中心距较小,预紧力较小;传动效率85%~95%,带速范围20 ~ 30m/s,传递功率可达700KW,只适合开口传动。
BC6063型
使用说明书共29页
第1页一、注意事项
(一)本说明书是为用户正确操作机器而编制的。
用户须认真阅读,并严格按说明书的规定进行操作,凡属违反说明书规定的操作而造成机器损坏或人身事故的,本厂不予负责。
(二)根据用户提出特殊的要求,按合同或协议修改有关技术容,说明书中某些表述可能与特殊订货的机器不完全一致。
二、机床外形及主要规格参数
(一)机床外形
共29页BC6063型使用说明书
第4页
BC6063型使用说明书共29页第5页
BC6063型使用说明书共29页第6页
BC6063型使用说明书共29页第7页
BC6063型使用说明书共29页第8页
BC6063型使用说明书共29页第9页
BC6063型使用说明书共29页第11页
七、润滑系统及润滑点位置图
机床的主要运动部位如:滑枕导轨、摇杆机构、变速箱、进给箱等处均由油泵
集中润滑,供油量可按需要调整。
起动机床时,油泵即进行工作,油泵通过滤油器自床身底座的油池吸入润滑油,输经分油器及管道润滑机床各部。
机床使用N46机械润滑油润滑,润滑油油面由底座侧面的油标指示,第一次灌
入的润滑油在使用约300小时后应予重新更换。
此后在机床的正常使用情况下,约每6个月更换一次新的润滑油。
更换用油时,自底座的放油孔放出旧油,洗
净油池及机床部积污,再灌入新油。
滤油器应定期清洗,去除附着于滤油网外
的杂物。
各部滚动轴承及电动机的轴承用钙基润滑脂润滑,可按实际需要更换新的润滑脂。
滑枕导轨的供油情况可由床身操作侧的油窗观察。
一般情况下,机床出厂时,各部润滑油量均已调整适宜,在使用中欲作个别的油量增减,可以调整装
于床身后部的分油器。
分油器油量调节阀所控制的各部油路如下图所示。
机床其他部位的润滑,可按下图所示润滑点位置,以N46机械油润滑,油量及次数按实际使用情况确定,横梁、工作台导轨及各进给丝杠等处,也应按实际情况润滑。
BC6063型使用说明书共29页第12页
八、吊运及安装
BC6063型使用说明书共29页第13页
BC6063型使用说明书共29页第14页
BC6063型使用说明书共29页第15页
共29页BC6063型使用说明书
第16页
BC6063型使用说明书共29页第17页
BC6063型使用说明书共29页第18页
(十一)工作台进给安全离合器调整:
调整碟形弹簧的压力,可使安全离合器传递不同的扭矩,调整完毕后,应将调整螺母背紧,以防运转中松脱。
正常状态下,施于夹紧弹簧螺母的力矩约为60公斤.厘米。
电动机传动带松紧调整:
电机安装在床身空腔,以支承板固定在床身上。
调整传动带松紧时,松开支承板固定螺钉,调整支承板位置至传动带松紧合适再重新拧紧固定螺钉。
九、试车及维修
机床试车前应仔细地清洗机床各加工表面的防锈剂,检查机床部是否清洁,电源线、接地线是否妥当,电器设备是否正常,绝缘性能是否可靠。
向机床各需要加油的部位及导轨表面注以清洁的N46机械油,并向机床油池灌注N46机械油,油面高度不应低于底座油标表面的2/3。
先手动运转机床,必须确认各部位均已正常无阻后,再开车运转机床。
接通电源,以手柄启动机床,此时检查电机转向是否与要求相符。
自低转速开始,逐级空运转机床,并调整滑枕行程,使机床在最大切削速度下空运转足够时间,以观察机床是否正常,运转中调整工作台进给量,使工作台作不同方向的水平和垂直进给。
试验机床制动器及工作台快速移动机构是否灵敏可靠。
共29页
BC6063型使用说明书第21页
BC6063型使用说明书共29页第22页
BC6063型
使 用 说 明 书
共29页
第23页
BC6063型
使 用 说 明 书
共29页
第24页
奥钻数控机床
BC6063 型牛头刨床合格证明书最大刨削长度:
奥钻数控机床
BC6063 型牛头刨床装箱单
最大刨削长度:630mm
BC6063/BC6066牛头刨床
使
用
说
明
书
最大刨销长度:
出厂编号:
奥钻数控机床
滕州市东环工业园区
:/0。