西格玛与PPM换算表
- 格式:doc
- 大小:63.00 KB
- 文档页数:2
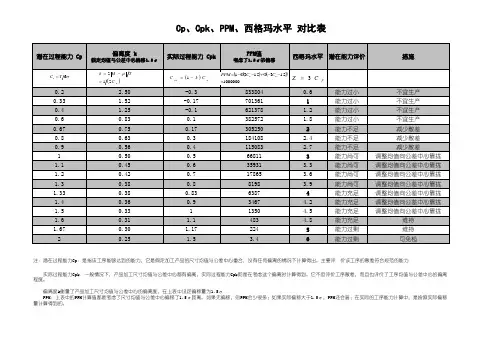
Cp、Cpk、PPM、西格玛水平 对比表
注:潜在过程能力Cp:是指该工序能够达到的能力,它是假定加工产品的尺寸均值与公差中心重合,没有任何偏离的情况下计算得出。
主要评 价该工序的散差符合规范的能力
实际过程能力Cpk:一般情况下,产品加工尺寸均值与公差中心都有偏离,实际过程能力Cpk即是在考虑这个偏离时计算得到。
它不但评价工序散差,而且也评价了工序均值与公差中心的偏离程度。
偏离度k衡量了产品加工尺寸均值与公差中心的偏离度,在上表中设定偏移量为1.5σ
PPM:上表中的PPM计算值都是考虑了尺寸均值与公差中心偏移了1.5σ距离。
如果无偏移,则PPM会少很多;如果实际偏移大于1.5σ,PPM还会高;在实际的工序能力计算中,是按照实际偏移量计算得到的。
(六西格玛管理)西格玛管理中常用的度量指标6西格玛管理中常用的度量指标6西格玛管理于“度量什么”和“怎样度量”上不同于传统的方法,它为提升组织的竞争力揭示出广泛的业绩改进空间。
由于测量对象、测量方法和数据类型不同,于6西格玛管理中有若干种用于业绩度量的指标。
下面我们就壹些常用的指标作壹介绍。
于6西格玛管理的度量中,常常用到下面的度量指标,它们是:FTY(FirstTimeYield)-首次产出率。
是指过程输出壹次达到顾客规范要求的比率。
也就是我们常说的壹次提交合格率。
RTY(RolledThroughputYield)-滚动产出率。
是构成过程的每个子过程的FTY之乘积。
表明由这些子过程构成的大过程的壹次提交合格率。
RTY=FTY1′FTY2?′?′FTYn式中:FTYi是各子过程的首次产出率,n是子过程的个数。
用FTY或RTY度量过程能够揭示由于不能壹次达到顾客要求而造成的报废和返工返修以及由此而产生的质量、成本和生产周期的损失。
这和我们通所采用的产出率的度量方法是不尽相同的。
于很多企业中,只要产品没有报废,于产出率上就不计损失。
因此掩盖了由于过程输出没有壹次达到要求而造成的返修成本的增加和生产周期的延误。
举例来说,某过程由4个生产环节构成(如图2-1所示)。
该过程于步骤2和步骤4之后设有质控点。
根据生产计划部门的安排,投料10件。
经过步骤1和步骤2的加工后,于检验发现2个不合格品。
1件须报废,另1件经返修处理后可继续加工,这样有9件进入了后续的加工过程。
这9件产品经过步骤3和步骤4后又有1件报废,1件返修。
整个加工结束后,有8件产品交付顾客。
因此,生产计划部门的统计数据是:产出率=80%。
这个统计数据不能表明于这80%中,有壹些是经过返修后交付的,这些返修活动增加了生产成本和生产周期。
如果我们用RTY来度量的话,能够见出,步骤1和步骤2的FTY1为8/10=80%,步骤3和步骤4的FTY2为7/9=78%。
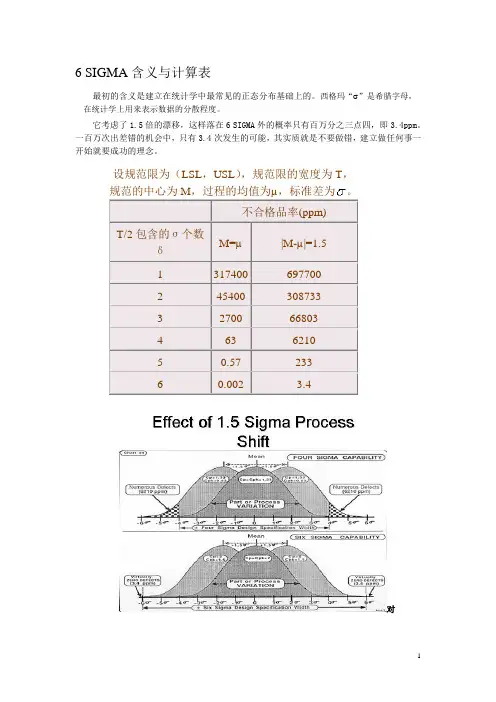
6 SIGMA 含义与计算表最初的含义是建立在统计学中最常见的正态分布基础上的。
西格玛“ ”是希腊字母,在统计学上用来表示数据的分散程度。
它考虑了1.5倍的漂移,这样落在6 SIGMA 外的概率只有百万分之三点四,即3.4ppm 。
一百万次出差错的机会中,只有3.4次发生的可能,其实质就是不要做错,建立做任何事一开始就要成功的理念。
对设规范限为(LSL ,USL ),规范限的宽度为T ,不合格品率(ppm)T/2包含的σ个数δ M=µ |M-µ|=1.51 317400 6977002 45400 3087333 2700 668034 63 62105 0.57 2336 0.002 3.46 SIGMA最初的含义是建立在统计学中最常见的正态分布基础上的。
它考虑了1.5倍的漂移,这样落在6 SIGMA外的概率只有百万分之三点四,即3.4ppm。
一百万次出差错的机会中,只有3.4次发生的可能,其实质就是不要做错,建立做任何事一开始就要成功的理念。
「Sigma」的定义是根据俄国数学家P.L.Chebyshtv(1821-1894)的理论形成。
根据他的计算,如果有68%的合格率,便是±1Sigma(或Standard Steviation),±2Sigma有95%的合格率,而±3Sigma便达至99.73%的合格率。
连续可计量的质量特性:用“σ”度量质量特性总体上对目标值偏离程度。
在以缺陷率计量质量特性时:用“σ”度量缺陷率。
6西格玛质量表示质量特性的分散程度只占规格限的一半。
对顾客要求高度符合。
一个公司的产品质量是这家公司整个营运的结果,影响的因素很多,错综复杂。
Motorola 公司用6西格玛质量标出其目标,使复杂的问题变的容易了解。
在Motorola,6西格玛质量水准的意义如下:1. 3.4PPM(不良率或缺点数为百万分之三点四)2. 99.99966%产品为无缺点。
西格玛与PPM换算表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)西格玛与PPM换算表西格玛与CPk关系小学单位换算表时间1小时=60分1分=60秒1小时=3600秒质量1吨(t)=1000千克(kg)1千克=1000克(g) 1吨(t)=1000000克(g)长度1千米=1000米1米=10分米1米=100厘米1厘米=10毫米面积1平方千米=1000000平方米1平方米=100平方分米1平方米=10000平方厘米1平方分米=100平方厘米容量1升=1000毫升货币1元=10角1角=10分1元=100分长方形周长=(长+宽)×2长方形的长=周长÷2—宽长方形的宽=周长÷2—长长方形面积=长×宽长方形的长=长方形面积÷宽长方形的宽=长方形面积÷长正方形周长=边长×4 正方形边长=周长÷4正方形面积=边长×边长长度单位换算1千米=1000米1米=10分米1分米=10厘米1米=100厘米1厘米=10毫米面积单位换算1平方千米=1000000平方米1平方米=100平方分米1平方分米=100平方厘米1平方厘米=100平方毫米体(容)积单位换算1立方米=1000立方分米1立方分米=1000立方厘米1立方分米=1升1立方厘米=1毫升1立方米=1000升重量单位换算1吨=1000 千克1千克=1000克1千克=1公斤人民币单位换算1元=10角1角=10分1元=100分时间单位换算1世纪=100年1年=12月大月(31天)有:135781012月小月(30天)的有:46911月平年2月28天,闰年2月29天平年全年365天,闰年全年366天1日=24小时1时=60分1分=60秒1时=3600秒一、长度(一) 什么是长度长度是一维空间的度量。
(二) 长度常用单位* 公里(km) * 米(m) * 分米(dm) * 厘米(cm) * 毫米(mm) * 微米(um)(三) 单位之间的换算* 1毫米=1000微米* 1厘米=10 毫米* 1分米=10 厘米* 1米=1000 毫米* 1千米=1000 米二、面积(一)什么是面积面积,就是物体所占平面的大小。

注:潜在过程能力Cp:是指该工序能够达到的能力,它是假定加工产品的尺寸均值与公差中心重合,没有任何偏离的情况下计算得出。
主要评 价该工序的散差符合规范的能力
实际过程能力Cpk:一般情况下,产品加工尺寸均值与公差中心都有偏离,实际过程能力Cpk即是在考虑这个偏离时计算得到。
它不但评价工序散差,而且也评价了工序均值与公差中心的偏离程度。
偏离度k衡量了产品加工尺寸均值与公差中心的偏离度,在上表中设定偏移量为1.5σ
PPM:上表中的PPM计算值都是考虑了尺寸均值与公差中心偏移了1.5σ距离。
如果无偏移,则PPM会少很多;如果实际偏移大于1.5σ,PPM还会高;在实际的工序能力计算中,是按照实际偏移量计算得到的。