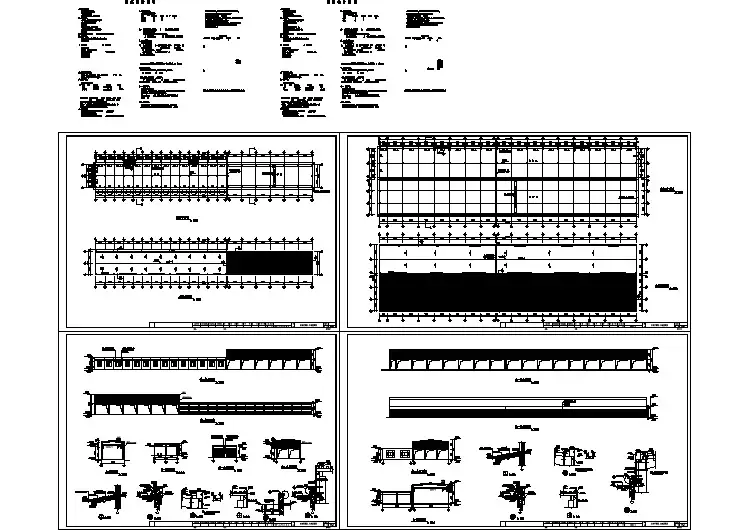
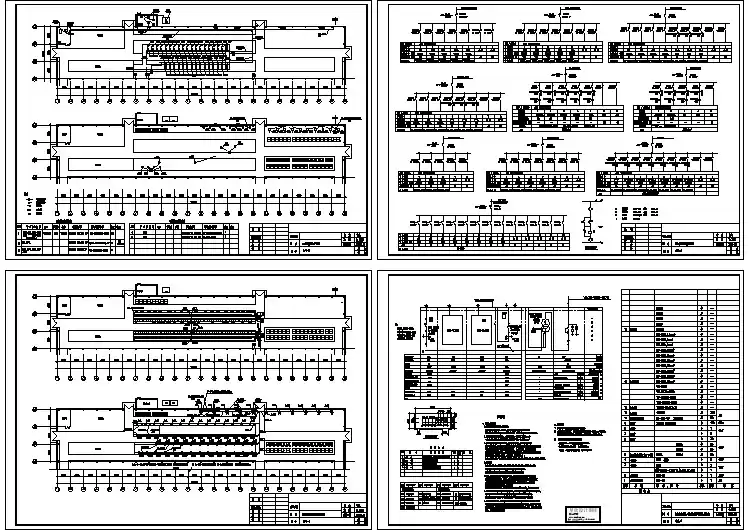
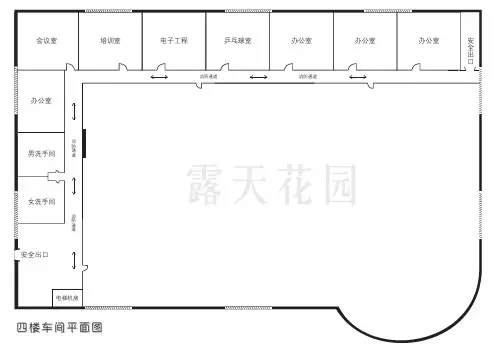
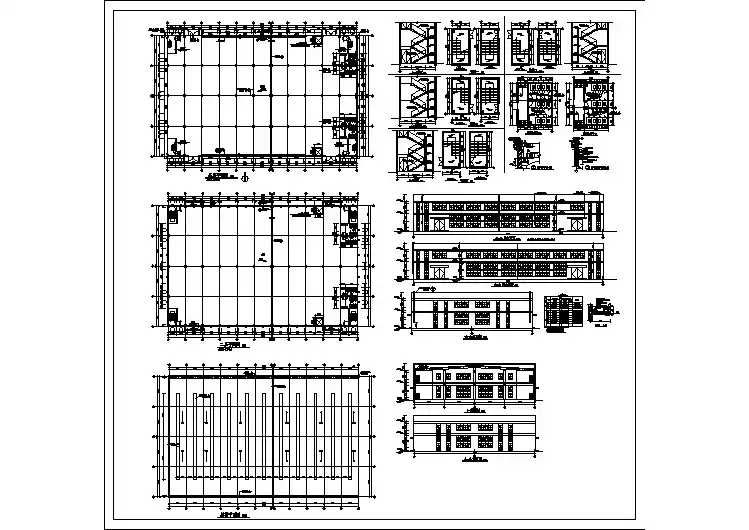
焊装车间平面图
- 格式:xls
- 大小:583.50 KB
- 文档页数:4
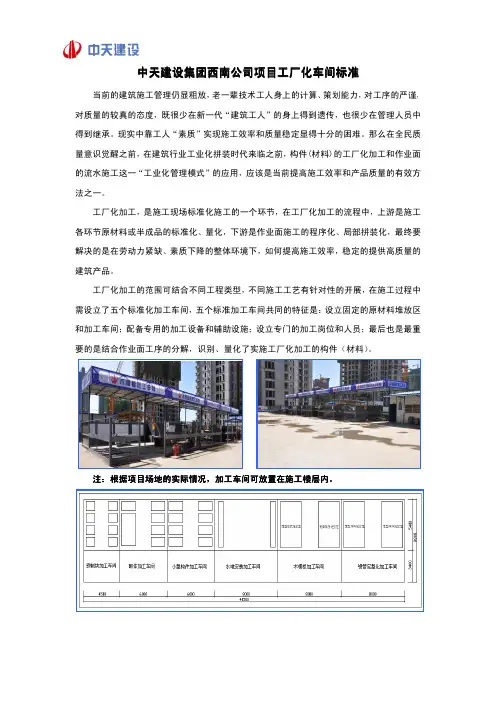
中天建设集团西南公司项目工厂化车间标准当前的建筑施工管理仍显粗放,老一辈技术工人身上的计算、策划能力,对工序的严谨,对质量的较真的态度,既很少在新一代“建筑工人”的身上得到遗传,也很少在管理人员中得到继承。
现实中靠工人“素质”实现施工效率和质量稳定显得十分的困难。
那么在全民质量意识觉醒之前,在建筑行业工业化拼装时代来临之前,构件(材料)的工厂化加工和作业面的流水施工这一“工业化管理模式”的应用,应该是当前提高施工效率和产品质量的有效方法之一。
工厂化加工,是施工现场标准化施工的一个环节,在工厂化加工的流程中,上游是施工各环节原材料或半成品的标准化、量化,下游是作业面施工的程序化、局部拼装化,最终要解决的是在劳动力紧缺、素质下降的整体环境下,如何提高施工效率,稳定的提供高质量的建筑产品。
工厂化加工的范围可结合不同工程类型,不同施工工艺有针对性的开展,在施工过程中需设立了五个标准化加工车间,五个标准加工车间共同的特征是:设立固定的原材料堆放区和加工车间;配备专用的加工设备和辅助设施;设立专门的加工岗位和人员;最后也是最重要的是结合作业面工序的分解,识别、量化了实施工厂化加工的构件(材料)。
注:根据项目场地的实际情况,加工车间可放置在施工楼层内。
标准化的施工深化图一、一、标准化的施工深化图1、模板配模及下料:分顶板模板配模图和木模施工的梁、飘板、横竖向线条配模图。
2、钢筋加工及绑扎:钢筋加工和料单,按单位范围原料分类别堆放,采用吊笼吊装;定型化吊笼焊制6只。
小型构件加工车间现场厨卫间下沉板支模应用3、填充墙体:先绘制砌体组砌图;再根据砌体组砌图绘制电源管配管图;根据电源管布置确定包管配砖做法中的砌体切割砖。
4、管道井二次深化排列图:原设计电子版图纸和二次深化管线排列图。
项目管道井平面布置图二、标准化的加工车间木工加工车间一)一)木工加工车间配备精密木工加工车一台,通过前期计算,对所有梁、板模板按部位进行下料,对非标板材进行了统筹利用,实现两大功能:一是作业面模板的统一下料和集中领用;二是利用余料废料统一加工土建、水电班组的各类预埋箱盒。
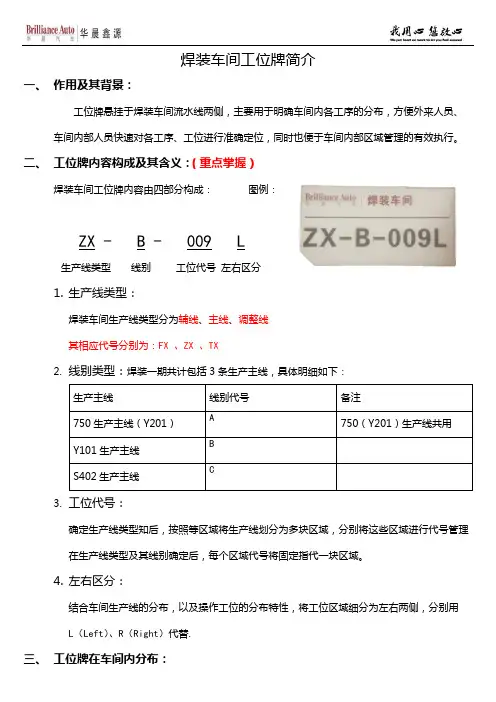
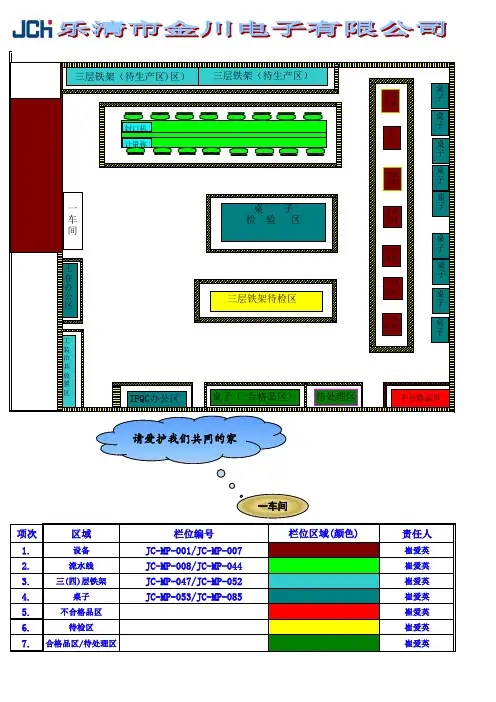
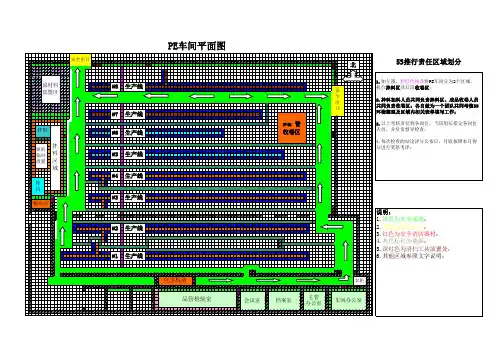
焊装车间工位牌简介一、作用及其背景:工位牌悬挂于焊装车间流水线两侧,主要用于明确车间内各工序的分布,方便外来人员、车间内部人员快速对各工序、工位进行准确定位,同时也便于车间内部区域管理的有效执行。
二、工位牌内容构成及其含义:(重点掌握)焊装车间工位牌内容由四部分构成:图例:ZX - B - 009 L生产线类型线别工位代号左右区分1.生产线类型:焊装车间生产线类型分为辅线、主线、调整线其相应代号分别为:FX 、ZX 、TX2.线别类型:焊装一期共计包括3条生产主线,具体明细如下:生产主线线别代号备注750生产主线(Y201) A 750(Y201)生产线共用Y101生产主线 BS402生产主线 C3.工位代号:确定生产线类型知后,按照等区域将生产线划分为多块区域,分别将这些区域进行代号管理在生产线类型及其线别确定后,每个区域代号将固定指代一块区域。
4.左右区分:结合车间生产线的分布,以及操作工位的分布特性,将工位区域细分为左右两侧,分别用L(Left)、R(Right)代替.三、工位牌在车间内分布:详见附录一四、工位牌用途:(范例)1.FX-B-028R所代表的区域属于辅线 Y101车型右侧围班组。
2.ZX-A-007L所代表的区域属于主线 750车型组焊前段班组。
3.TX-009L 所代表的区域属于调整线调试二班区域。
由于调整线上通过的车型包括A、B、C三条生产线车型,因此调试线的工位牌编号无‘线别’区分。
附录一:注:1.下图为焊装车间750、Y101生产区域平面图2.下图中短线代表工位牌在焊装车间平面图上具体分布位置。
3.对应方框内编号表示对应班组内编号的分布情况。