塑胶应力的检测方法
- 格式:ppt
- 大小:318.00 KB
- 文档页数:23
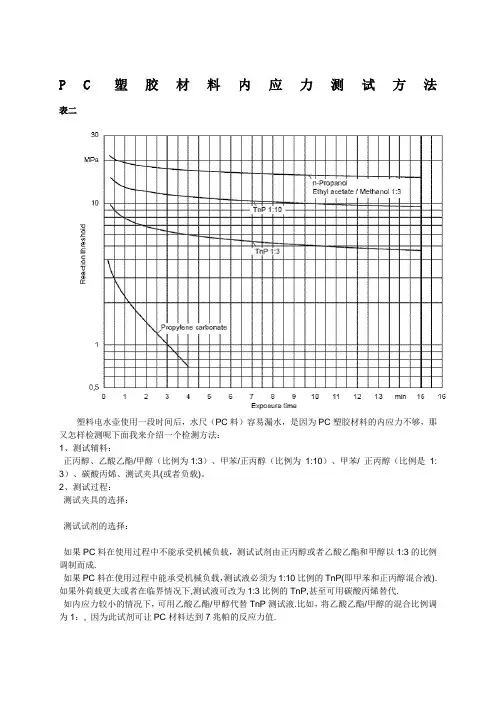
P C塑胶材料内应力测试方法表二塑料电水壶使用一段时间后,水尺(PC料)容易漏水,是因为PC塑胶材料的内应力不够,那又怎样检测呢下面我来介绍一个检测方法:1、测试辅料:正丙醇、乙酸乙酯/甲醇(比例为1:3)、甲苯/正丙醇(比例为1:10)、甲苯/ 正丙醇(比例是1: 3)、碳酸丙烯、测试夹具(或者负载)。
2、测试过程:测试夹具的选择:测试试剂的选择:如果PC料在使用过程中不能承受机械负载,测试试剂由正丙醇或者乙酸乙酯和甲醇以1:3的比例调制而成.如果PC料在使用过程中能承受机械负载,测试液必须为1:10比例的TnP(即甲苯和正丙醇混合液).如果外荷载更大或者在临界情况下,测试液可改为1:3比例的TnP,甚至可用碳酸丙烯替代.如内应力较小的情况下,可用乙酸乙酯/甲醇代替TnP测试液.比如,将乙酸乙酯/甲醇的混合比例调为1:, 因为此试剂可让PC材料达到7兆帕的反应力值.如果没有特殊的要求可根据“图表二”的内应力要求选择合适的试剂,试剂量要求能将测试样品完全沉浸在试剂中。
测试时间:因为PC材料在注塑模表面形成一层液体薄膜.此液体薄膜不易蒸发,尤其经过更长时间的浸泡,使得产生裂纹更难被察觉.所以PC材料在碳酸丙烯试剂中浸泡时间不应超过一分钟.曝光时间越长,内应力值越小.但内应力更小,也会出现应力裂纹.PC材料在其它的试剂沉浸的时间可以参考下表(表一)测试试剂浸泡时间(分钟)内应力值(兆帕)正丙醇15 >15乙酸乙酯/甲醇, (1:3) 15 >15甲苯/正丙醇, (1:10)(TnP 1:10) 15 >9甲苯/ 正丙醇, (1:3)(TnP 1:3) 15 >4碳酸丙烯 1 >2材料的选择:测试样品要求保证在出模后在室温条件下放置1个小时后才能进行内应力测试。
测试样品的厚度要求保证在1毫米以上,因为在1毫米以下的材料可能在注塑的过程中就可能产生裂纹。
测试方法:2℃的测试试剂里面,将测试样品完全沉浸在23在经过试剂所对应的时间浸泡后将样品从试剂中取出并用清水冲洗干净,用裸眼检查所有可能出现的裂纹及破裂程度、并根据图表一来判定内应力范围。
文件编号:版本:A/0 制定日期:修订日期:拟案单位:品质部发行章:Revision History 修改記錄1.目的:验证PC材料的水解测试性能和PC料内应力测试性能。
2.适用范围:适用于公司所有带PC材料的零配件。
(特殊要求除外)。
3.参考资料:参考BAYER MATERIALSCIENCE测试方法。
4.使用设备:正丙醇、乙酸乙酯/甲醇(比例为1:3)、甲苯/正丙醇(比例为 1:10)、甲苯/ 正丙醇(比例是 1:3)、碳酸丙烯、测试夹具(或者负载)5.测试步骤:5.1 测试夹具的选择:5.1.1因为TnP混合液存放时间过长,其成分会蒸发,性质会改变,从而导致测试结果不一,所以要选择一个可以存放正丙醇、乙酸乙酯/甲醇、甲苯/ 正丙醇、碳酸丙烯试剂的密封瓶,并且能保证试剂在密封瓶内循环流动。
5.2 测试试剂的选择:5.2.1选择测试试剂时应满足测试程度的要求,必须符合安全要求.5.2.2 如果PC料在使用过程中不能承受机械负载,测试试剂由正丙醇或者乙酸乙酯和甲醇以1:3的比例调制而成.5.2.3 如果PC料在使用过程中能承受机械负载,测试液必须为1:10比例的TnP(即甲苯和正丙醇混合液).如果外荷载更大或者在临界情况下,测试液可改为1:3比例的TnP,甚至可用碳酸丙烯替代.5.2.4 如内应力较小的情况下,可用乙酸乙酯/甲醇代替TnP测试液.比如,将乙酸乙酯/甲醇的混合比例调为1:2.5,因为此试剂可让PC材料达到7兆帕的反应力值.5.2.5 如果没有特殊的要求可根据“图表二”的内应力要求选择合适的试剂,试剂量要求能将测试样品完全沉浸在试剂中。
5.3 测试时间:5.3.1 因为PC材料在注塑模表面形成一层液体薄膜.此液体薄膜不易蒸发,尤其经过更长时间的浸泡,使得产生裂纹更难被察觉.所以PC材料在碳酸丙烯试剂中浸泡时间不应超过一分钟.曝光时间越长,内应力值越小.但内应力更小,也会出现应力裂纹.5.3.2 PC材料在其它的试剂沉浸的时间可以参考下表(图表一)5.4 材料的选择:5.4.1对于有着色的PC材料或者有色材料上如果有由内应力产生的裂纹也很难觉查的到,所以测试样品要求选择透明的材料进行测试。
PC塑胶材料内应力测试PC塑胶材料是一种应用广泛的工程塑料,具有优异的物理性能和机械性能,被广泛应用于汽车工业、电子电器、建筑材料等领域。
然而,由于加工过程中的热应力、冷却过程中的收缩等因素,PC塑胶材料可能会产生内部应力,在使用过程中可能会导致产品的变形、开裂等问题。
因此,了解和测试PC塑胶材料内应力的性能是至关重要的。
为了测试PC塑胶材料内应力,通常采用的方法包括热应力测试、冷却残留应力测试和正应力测试等。
下面将对这几种测试方法逐一进行介绍。
首先是热应力测试。
热应力是由于材料在加工过程中受到温度梯度的影响而产生的,因此热应力测试是检测PC塑胶材料在不同温度下的变形和开裂能力的重要方法。
测试时,需要将样品加热到一定温度,然后通过经验公式计算热应力大小,根据测试结果对材料的性能进行评估。
其次是冷却残留应力测试。
冷却残留应力是由于材料在冷却过程中收缩不均匀产生的,测试这种应力可以帮助我们了解材料的残余应力分布情况。
测试方法一般是将样品在加工时加热到一定温度,然后迅速冷却至室温,再通过测量样品的变形和开裂情况来评估冷却残留应力的大小。
最后是正应力测试。
正应力是指材料在受到外力作用时产生的应力,正应力测试可以评估材料的强度和韧性。
测试时一般采用拉伸试验或压缩试验,通过测量样品在受力时的变形和破坏情况来评估材料的正应力。
根据测试结果,可以计算出材料的弹性模量、屈服强度、断裂强度等指标。
在进行PC塑胶材料内应力测试时,需要注意以下几点。
首先,测试样品的制备要符合标准要求,样品的尺寸和几何形状要与实际使用情况相符。
其次,测试设备要先进行校准,确保测量结果的准确性和可靠性。
最后,测试过程中要严格控制温度和应力的施加,保证测试条件的一致性。
总之,PC塑胶材料内应力测试是评估材料性能的重要方法之一,通过了解和测试材料的内部应力,可以帮助我们预测和避免材料在使用过程中可能出现的问题。
随着材料科学和技术的发展,我们对PC塑胶材料内部应力的测试方法也将不断完善,为材料的应用提供更可靠的依据。
塑胶电镀:注塑坯件内应力检测实用方法
塑胶件内应力检测实用方法:
1.1、针对ABS材料,要求用冰醋酸浸泡法检测:
A、检测方法,将测试零件完全浸泡在冰醋酸中,第一次泡30秒,泡完后捞起来用清水洗净,再用冷风机吹干,检测;第二次再泡2分钟,捞起来自然晾干,检测。
说明:第一次泡是检测产品表面应力,第二次泡是检测整个产品的应力。
B、接收准则:表面允许有轻微发雾,无白化、无龟裂。
1.2、针对PC+ABS材料,标准里面介绍了两种检验方法:一种是红染测试法,另一种是四氯化碳(CCL4)测试法。
1.2.1、红染测试法:
A、试剂自配:配制比率为750ml/L异丙醇+250ml/L丙酮+0.8g 人造红色素,这些化学药剂都可以买到。
B、检测方法:将测试零件完全浸泡在试剂中,泡5-10分钟,捞起来用清水冲净,再用冷风机吹干,检测。
C、接收准则:表面允许有轻微发雾,无白化、无龟裂(明显的红线)。
1.2.2、四氯化碳(CCL4)测试法。
A、测试方法:同红染测试法,泡5-10分钟,捞起来用清水冲净,再用冷风机吹干,检测。
B、接收准则:表面允许有轻微发雾,无白化、无龟裂。
1.2.3、针对PC+ABS材料,是要根据PC含量的多少确定浸泡时间的,像我们毛胚PC 含量为45%,需要泡7-10分钟。
1.2.4、优先选择红染测试法检验。
上述提到的检测方法挺实用,对ABS/ABS+PC塑胶电镀坯件应力检测有很大帮助的。
三:常用塑料:1.PA 、PVC、 PMMA、 PC、POM、 PE、PP、 ABS、 PS、 EVA以及一些混淆物。
2.常用塑料特点、性能:2.(尼龙): 8026 上盖、 532 支撑体、 049D 内芯等。
①原色为乳白、微褐,焚烧迟缓,离火后慢熄,火焰奉上黄下蓝,熔融滴落,起泡,有特别的羊皮或指甲烧焦气味。
②较好的物理、机械性能,③应力测试:正丙烷、乙无开裂、裂纹。
2.:聚氯乙烯①原色为无色透明,难燃离火即灭,火焰上黄下绿,白烟,焚烧变软有刺激性酸味。
紫外线下,使 PVC产生浅蓝、紫白的莹光。
软的 PVC发蓝或蓝白的荧光。
②依据增剂的不一样分为硬质和软质,硬质PVC采纳分子量小的树脂,不含5%的曾剂,机械强度好,耐腐化、耐阳光、耐焚烧,软质PVC采纳分子量较大的树脂,加入30%-70%增剂制成柔韧性好,抗化学药品性强。
2.:有机玻璃、压克力①原色为无色透明、易燃、离火后持续焚烧,火焰上黄下浅蓝,熔融滴落,加热到120 °C 可自由曲折,不自浊,冒出独有的压克力臭,易熔于丙酮、苯。
②高透明性耐光折射率高,用丙酮、氯仿等溶剂自体粘结,制品成型缩短率,料粒的吸湿性可致使制品起泡。
③应力测试:乙醇或异丙醇,十秒无开裂、裂缝。
2.:聚甲醛①原色为浅黄或白色,慢燃,离火后持续焚烧,火焰上黄下蓝,熔融滴落,激烈鱼腥臭。
②较强机械性能,弊端不耐酸,强碱和不耐日光紫外线的辐射,长久在大气中暴晒会老化,粘合性差。
③应力测试:12-18%盐酸溶液浸泡2H,无变形、裂纹。
2.:聚乙烯①原色为半透明——腊色,易燃,火焰上黄下蓝,边熔边滴落,有石腊气味,常温下不熔于溶剂,加热时可溶于丙酮、苯、甲醛。
②依据加工方法,可分为高密度PE 和低密度PE高密度PE为半透明腊状固体,质地坚韧,不透水性,耐磨性,抗化学药品性较好。
弊端:受热后因应力消逝而发生尺寸减少,柔韧性、耐剧冷热差。
低密度PE 为无色无味无毒的固体,低温还能保持柔曲特征,抗水性,化学稳固性较强。
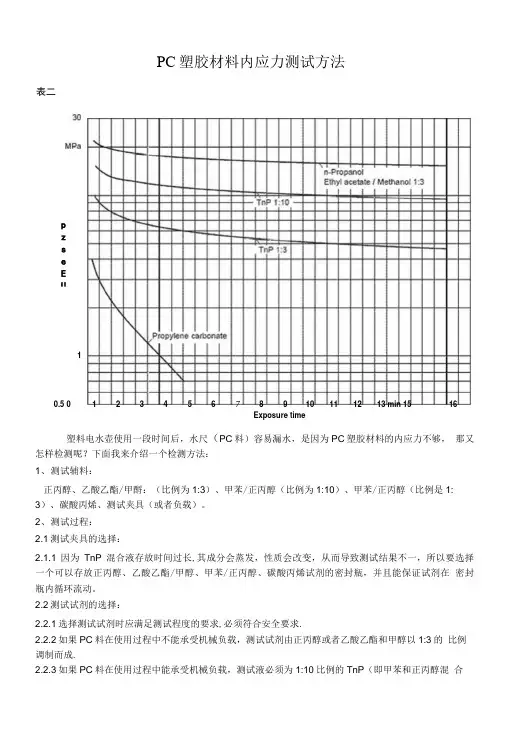
PC塑胶材料内应力测试方法表二pzseEU10.5 0 1 2 3 4 5 6 78 9 10 11 12 13 min 15 16Exposure time塑料电水壶使用一段时间后,水尺(PC料)容易漏水,是因为PC塑胶材料的内应力不够,那又怎样检测呢?下面我来介绍一个检测方法:1、测试辅料:正丙醇、乙酸乙酯/甲酹:(比例为1:3)、甲苯/正丙醇(比例为1:10)、甲苯/正丙醇(比例是1: 3)、碳酸丙烯、测试夹具(或者负载)。
2、测试过程:2.1测试夹具的选择:2.1.1因为TnP混合液存放时间过长,其成分会蒸发,性质会改变,从而导致测试结果不一,所以要选择一个可以存放正丙醇、乙酸乙酯/甲醇、甲苯/正丙醇、碳酸丙烯试剂的密封瓶,并且能保证试剂在密封瓶内循环流动。
2.2测试试剂的选择:2.2.1选择测试试剂时应满足测试程度的要求,必须符合安全要求.2.2.2如果PC料在使用过程中不能承受机械负载,测试试剂由正丙醇或者乙酸乙酯和甲醇以1:3的比例调制而成.2.2.3如果PC料在使用过程中能承受机械负载,测试液必须为1:10比例的TnP(即甲苯和正丙醇混合液).如果外荷载更大或者在临界情况下,测试液可改为1 :3比例的TnP,甚至可用碳酸丙烯替代.2.2.4如内应力较小的情况下,可用乙酸乙酯/甲醇代替TnP测试液.比如,将乙酸乙酯/甲醇的混合比例调为1: 2.5,因为此试剂可让PC材料达到7兆帕的反应力值.2.2.5如果没有特殊的要求可根据“图表二”的内应力要求选择合适的试剂,试剂量要求能将测试样品完全沉浸在试剂中。
2.3测试时间:2.3.1因为PC材料在注塑模表面形成一层液体薄膜.此液体薄膜不易蒸发,尤其经过更长时间的浸泡, 使得产生裂纹更难被察觉.所以PC材料在碳酸丙烯试剂中浸泡时间不应超过一分钟.曝光时间越长,内应力值越小.但内应力更小,也会出现应力裂纹.2.3.2 PC材料在其它的试剂沉浸的时间可以参考下表(表一)测试试剂浸泡时间(分钟)内应力值(兆帕)正丙脖15>15乙酸乙酯/甲醇,(1:3)15>15甲苯/正丙醇,(1:10)(TnP 1:10)15>9甲苯/正丙醇,(1:3)(TnP 1:3)15>4碳酸丙烯1>22.4材料的选择:2.4.1对于有着色的PC材料或者有色材料上如果有由内应力产生的裂纹也很难觉查的到,所以测试样品要求选择透明的材料进行测试O2.4.2测试样品要求保证在出模后在室温条件下放置1个小时后才能进行内应力测试。
塑料件应力测试标准塑料件应力测试是评估塑料制品在受力作用下的性能表现的重要手段。
塑料件在使用过程中常常会受到各种外部力的作用,因此对其进行应力测试可以帮助我们了解其在不同环境下的承载能力和变形情况,从而为产品设计和工程应用提供科学依据。
本文将介绍塑料件应力测试的标准方法,以及在测试过程中需要注意的问题。
首先,塑料件应力测试的标准方法主要包括拉伸试验、压缩试验、弯曲试验等。
拉伸试验是最常用的一种方法,通过施加拉力来测试塑料件在拉伸状态下的性能表现,包括抗拉强度、断裂伸长率等指标。
压缩试验则是通过施加压力来测试塑料件在压缩状态下的性能表现,主要包括抗压强度、压缩模量等指标。
而弯曲试验则是通过施加弯曲力来测试塑料件在弯曲状态下的性能表现,包括弯曲强度、弯曲模量等指标。
这些测试方法可以全面地评估塑料件在受力状态下的性能表现,为产品设计和工程应用提供重要参考。
其次,在进行塑料件应力测试时,需要注意一些问题。
首先是测试样品的选择,样品的准备和制备需要按照相关标准进行,以保证测试结果的准确性和可靠性。
其次是测试环境的控制,包括温度、湿度等因素的影响需要在测试过程中得到有效控制,以保证测试结果的可比性。
此外,测试设备的选择和使用也需要严格按照标准要求进行,以确保测试过程的准确性和可靠性。
最后是数据的处理和分析,测试结果需要经过准确的数据处理和科学的分析,得出客观、准确的结论,为产品设计和工程应用提供可靠的依据。
综上所述,塑料件应力测试是评估塑料制品性能的重要手段,通过拉伸试验、压缩试验、弯曲试验等方法可以全面地评估塑料件在受力状态下的性能表现,为产品设计和工程应用提供科学依据。
在进行测试时,需要注意样品选择、测试环境控制、测试设备选择和使用以及数据处理和分析等问题,以确保测试结果的准确性和可靠性。
希望本文的介绍能够对塑料件应力测试有所帮助,为相关领域的工作者提供参考和指导。
塑胶内应力测试方法(总3页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除PC塑胶材料的内应力检测方法1、测试辅料:正丙醇、乙酸乙酯/甲醇(比例为1:3)、甲苯/正丙醇(比例为 1:10)、甲苯/ 正丙醇(比例是 1:3)、碳酸丙烯、测试夹具(或者负载)。
2、测试过程:2.1 测试夹具的选择:正丙醇、碳酸丙烯试剂的密封瓶,并且能保证试剂在密封瓶内循环流动。
2.2 测试试剂的选择:2.2.2 如果PC料在使用过程中不能承受机械负载,测试试剂由正丙醇或者乙酸乙酯和甲醇以1:3的比例调制而成.2.2.3 如果PC料在使用过程中能承受机械负载,测试液必须为1:10比例的TnP(即甲苯和正丙醇混合液).如果外荷载更大或者在临界情况下,测试液可改为1:3比例的TnP,甚至可用碳酸丙烯替代.2.2.4 如内应力较小的情况下,可用乙酸乙酯/甲醇代替TnP测试液.比如,将乙酸乙酯/甲醇的混合比例调为1:2.5, 因为此试剂可让PC材料达到7兆帕的反应力值.2.2.5 如果没有特殊的要求可根据“图表二”的内应力要求选择合适的试剂,试剂量要求能将测试样品完全沉浸在试剂中。
2.3 测试时间:2.3.1 因为PC材料在注塑模表面形成一层液体薄膜.此液体薄膜不易蒸发,尤其经过更长时间的浸泡,使得产生裂纹更难被察觉.所以PC材料在碳酸丙烯试剂中浸泡时间不应超过一分钟.曝光时间越长,内应力值越小.但内应力更小,也会出现应力裂纹. 2.3.2 PC材料在其它的试剂沉浸的时间可以参考下表2.4 材料的选择:2.4.2 测试样品要求保证在出模后在室温条件下放置1个小时后才能进行内应力测试。
测试样品的厚度要求保证在1毫米以上,因为在1毫米以下的材料可能在注塑的过程中就可能产生裂纹。
2.5 测试方法:2.5.1 2℃的测试试剂里面,将测试样品完全沉浸在23在经过试剂所对应的时间浸泡后将样品从试剂中取出并用清水冲洗干净,用裸眼检查所有可能出现的裂纹及破裂程度、并根据图表一来判定内应力范围。
塑胶部品的信赖测试项目及方法塑胶部品是广泛应用于各种产业领域的重要组成部分,因此对其质量和可靠性的要求非常高。
为了确保塑胶部品的信赖性,需要进行一系列的测试项目和方法。
以下是一些常见的塑胶部品信赖测试项目和方法。
1.材料测试-密度测定:通过测量塑胶材料的质量和体积来确定其密度,以此评估材料的成分和结构稳定性。
-力学性能测试:包括拉伸测试、弯曲测试和冲击测试等,通过对材料的强度、韧性和耐冲击性能进行评估,来研究材料的可靠性和使用寿命。
-热性能测试:包括热稳定性测试、热膨胀系数测定、热导率测试等,在不同温度条件下测试材料的性能,以评估其在不同工作环境下的可靠性。
2.尺寸和外观测试塑胶部品通常具有各种不同的形状和尺寸,因此需要对其尺寸和外观进行测试以确保其符合设计要求和客户期望。
常见的尺寸和外观测试项目包括:-外观检查:对塑胶部品进行目测和显微镜观察,检查是否存在瑕疵、色差、气泡、表面光泽等问题。
-尺寸测量:通过使用测量工具(如卡尺、影像测量仪等)对塑胶部品的长度、宽度、厚度和直径等进行测量,以确保其尺寸符合设计和规范要求。
-光学性能测试:对透明或半透明的塑胶部品进行透光率测试、折射率测定和光泽度测试等,以评估其光学性能和质量。
3.功能性测试塑胶部品通常被用于特定的功能或应用中,因此需要进行相应的功能性测试以确认其性能和可靠性。
常见的功能性测试项目包括:-耐磨性测试:使用磨损测试机对塑胶部品的耐磨性进行评估,模拟实际使用中的磨损情况。
-耐化学品性能测试:将塑胶部品暴露在不同化学品(如酸、碱、溶剂等)的环境中,评估其耐化学品性能和稳定性。
-寿命测试:对塑胶部品进行加速老化测试,以模拟其在不同使用条件下的寿命,从而评估其性能和可靠性。
4.可靠性测试为了确保塑胶部品在长期使用中的可靠性,常常需要进行可靠性测试以确定其寿命和故障率。
常见的可靠性测试项目包括:-应力寿命测试:将塑胶部品暴露在不同应力水平下,并记录其使用寿命,以评估其耐久性和寿命表现。
塑胶产品内应力研究与消除方法一1.注塑制品一个普遍存在的缺点是有内应力。
内应力的存在不仅是制件在储存和使用中出现翘曲变形和开裂的重要原因,也是影响制件光学性能、电学性能、物理力学性能和表观质量的重要因素。
因此找出各种成型因素对注塑制品内应力影响的规律性,以便采取有效措施减少制件的内应力,并使其在制件断面上尽可能均匀地分布,这对提高注塑制品的质量具有重要意义。
特别是在制件使用条件下要承受热、有机溶剂和其他能加速制件开裂的腐蚀介质时,减少制件的内应力对保证其正常工作具有更加重要的意义。
此外,掌握注塑制品内应力的消除方法和测试方法也很有必要2 内应力的种类高分子材料在成型过程中形成的不平衡构象,在成型之后不能立即恢复到与环境条件相适应的平衡构象,是注塑制品存在内应力的主要原因。
另外,外力使制件产生强迫高弹形变也会在其中形成内应力。
根据起因不同,通常认为热塑性塑料注塑制件中主要存在着四种不同形式的内应力。
对注塑制件力学性能影响最大的是取向应力和体积温度应力。
2.1取向应力高分子取向使制件内存在着未松弛的高弹形变,主要集中在表层和浇口的附近,使这些地方存在着较大的取向应力,用退火的方法可以消除制件的取向应力。
试验表明,提高加工温度和模具温度、降低注射压力和注射速度、缩短注射时间和保压时间都能在不同程度上使制件的取向应力减小。
2.2体积温度应力体积温度应力是制件冷却时不均匀收缩引起的。
因内外收缩不均而产生的体积温度应力主要靠减少制件内外层冷却降温速率的差别来降低。
这可以通过提高模具温度、降低加工温度来达到。
加工结晶塑料制件时,常常因各部分结晶结构和结晶度不等而出现结晶应力。
模具温度是影响结晶过程的最主要的工艺因素,降低模具温度可以降低结晶应力。
带金属嵌件的塑件成型时,嵌件周围的料层由于两种材料线膨胀系数不等而出现收缩应力,可通过预热嵌件降低应力。
这两种内应力主要是由于收缩不均而产生的,也属于体积温度应力。
2.3与制件体积不平衡有关的应力高分子在模腔内凝固时,甚至在极其缓慢的条件下要使制件在脱模后立即达到其平衡体积,在实际上是不可能的。
塑胶内应力测试方法塑料材料内应力测试是为了评估塑料制品在使用和负载条件下的耐久性和可靠性。
内应力测试可以通过不同的方法进行,下面将介绍常用的几种测试方法。
1.锥形圆盘法:这是一种简单、常用的内应力测试方法。
它使用两个平面并行的圆盘夹紧塑料试样,然后用压缩力或拉伸力施加在圆盘上,使试样发生变形。
通过测量试样变形前后的直径变化,可以计算出内应力。
2.切割环法:这种方法将塑料试样切割成一个完整的环形,并在环形上进行一定的应力施加。
应力可以通过拉伸或压缩来施加。
然后测量环的直径和环心处的环厚度,通过计算得出内应力的大小。
3.X射线衍射法:这是一种非常精确的内应力测量方法。
它使用X射线通过塑料试样,然后观察射线衍射的图案。
内应力会导致晶体结构的变化,进而影响射线的衍射图案。
通过对衍射图案的分析,可以得出内应力的大小和分布。
4.拉压切割法:这种方法通过在塑料试样的一侧施加拉伸或压缩力,并在另一侧进行切割,从而引起切割面的位移。
然后通过测量切割面的位移和切割面的形状变化,可以计算出内应力。
5.高分子链节松弛法:这是一种通过测量高分子链节的松弛行为来评估塑料材料内应力的方法。
通过在恒温环境下施加一定的拉伸力,然后监测试样的应力松弛行为。
内应力越大,高分子链节的松弛速度越快。
无论使用哪种内应力测试方法,都需要注意以下几点:1.测试必须在适当的温度下进行,因为温度会对塑料材料内应力产生影响。
2.测试时需要遵循相应的标准和规范,以确保测试结果的准确性和可比性。
3.需要根据试样的尺寸和形状选择适当的测试方法,以确保测试结果的有效性。
4.测试中要避免其他因素对结果的干扰,例如试样的表面损伤、试验环境的振动等。
总之,内应力测试是塑料材料研究和应用过程中必不可少的一部分。
通过选择合适的测试方法和正确地进行测试,可以评估材料的性能和可靠性,为塑料制品的设计和生产提供有力的依据。
塑料应力的检测方法1.溶济法⑴醋酸沉浸所使用的乙酸(CH3COOH)必须是95%以上的乙酸且反复使用次数不得超过10次测试.①表面应力测试:将乙酸(冰醋酸)倒入玻璃器皿中,将产品完全浸在乙酸里,时间为30秒。
30秒后用夹子将样品取出并马上用净水(自来水即可)冲刷清洁,察看样品表面有无发白及裂纹。
断定:不得有任何开裂现象,容许表面有稍微发白。
②内应力测试:将表面应力测试及格的样品擦干后完全浸在乙酸里,时间为2分钟。
2分钟后将样品取出并当即用清水(自来水即可)冲洗干净,视察样品有无发白及裂纹。
判断:不得有任何断裂现象,许可镶件处有轻微裂纹及表面发白现象。
⑵甲乙酮+ 丙酮沉迷法:将整机完整浸入21摄氏度的1:1的甲乙酮+ 丙酮的混杂液中,掏出后即时甩干,依上法检讨.原理:根据介质应力决裂的现象,即溶济分子渗透到树脂的大分子之间后,降低了分子之间的彼此作用力。
内应力大的地方在浸入前分子之间的作用力原来就有所削弱,浸入溶济后这些减弱了的处所进一步减弱,而引起开裂,内应力小的地方在短时间内不会开裂。
因此,可以从待镀件表面开裂的时间和程度来断定镀件内应力的大小及其部位。
从而断定塑料件是否进行电镀。
2.仪器法用偏振光照耀塑料制件,视彩色光带多寡,剖析内应力的强弱,它只适用于透明的制件。
偏振光法所要的仪器昂贵,操作庞杂,且正确度不高,因为制件处理前后变化不显著,光谱带上涌现的光带不一定都是内应力的影响,如制件表面的涟漪也会影响检验的成果。
不外此法对制件的机能尚无任何影响,为无损检验,经检验过的制件可继承电镀和使用。
3.温度骤变法这种方法是将塑料待镀件重复受冷受热,依据裂纹呈现的时间是非来评定内应力的大小。
它实用于各类塑料成形件。
温度骤变法所要的装备简略,然而测验时间较长。
经检修后的塑料件已被损坏,不能持续应用。
F、塑料制品应力的去除处理塑料制品的热处理是指将成型制品在必定温度下停留一段时间而消除内应力的办法。
让制件在一定的温度下,恒温数小时,使其内局部子从新排列从而到达减少或清除内应力的目标.对制件进行热处理,可以使高聚物分子由不平衡构象向平衡构象转变,使强制冻结的处于不稳定的高弹形变取得能量而进行热松弛,从而降低或基础消除内应力。
塑胶制品去除内应力注塑制品一个普遍存在的缺点是有内应力。
内应力的存在不仅是制件在储存和使用中出现翘曲变形和开裂的重要原因,也是影响制件光学性能、电学性能、物理力学性能和表观质量的重要因素。
因此找出各种成型因素对注塑制品内应力影响的规律性,以便采取有效措施减少制件的内应力,并使其在制件断面上尽可能均匀地分布,这对提高注塑制品的质量具有重要意义。
特别是在制件使用条件下要承受热、有机溶剂和其他能加速制件开裂的腐蚀介质时,减少制件的内应力对保证其正常工作具有更加重要的意义。
此外,掌握注塑制品内应力的消除方法和测试方法也很有必要2 内应力的种类高分子材料在成型过程中形成的不平衡构象,在成型之后不能立即恢复到与环境条件相适应的平衡构象,是注塑制品存在内应力的主要原因。
另外,外力使制件产生强迫高弹形变也会在其中形成内应力。
根据起因不同,通常认为热塑性塑料注塑制件中主要存在着四种不同形式的内应力。
对注塑制件力学性能影响最大的是取向应力和体积温度应力。
2.1取向应力高分子取向使制件内存在着未松弛的高弹形变,主要集中在表层和浇口的附近,使这些地方存在着较大的取向应力,用退火的方法可以消除制件的取向应力。
试验表明,提高加工温度和模具温度、降低注射压力和注射速度、缩短注射时间和保压时间都能在不同程度上使制件的取向应力减小。
2.2体积温度应力体积温度应力是制件冷却时不均匀收缩引起的。
因内外收缩不均而产生的体积温度应力主要靠减少制件内外层冷却降温速率的差别来降低。
这可以通过提高模具温度、降低加工温度来达到。
加工结晶塑料制件时,常常因各部分结晶结构和结晶度不等而出现结晶应力。
模具温度是影响结晶过程的最主要的工艺因素,降低模具温度可以降低结晶应力。
带金属嵌件的塑件成型时,嵌件周围的料层由于两种材料线膨胀系数不等而出现收缩应力,可通过预热嵌件降低应力。
这两种内应力主要是由于收缩不均而产生的,也属于体积温度应力。
2.3与制件体积不平衡有关的应力高分子在模腔内凝固时,甚至在极其缓慢的条件下要使制件在脱模后立即达到其平衡体积,在实际上是不可能的。
塑料注射成形零件由于结构设计,模具设计和工艺的局限性,在注塑和冷却过程中总会同时伴有压力和拉力的产生,而较高的残余应力(表面拉力)将会导致零件过早失效。
为了有效规避零部件产生这种失效,更合理的设计和工艺是必需的。
同时,快速而有效的检测在研发和生产过程中可以帮助我们及时发现缺陷,并可避免问题的扩散。
目前评估塑料注射成形零件表面及附近区域残余应力的方法之一是溶剂沉浸测试法。
沉浸后,高应力集中区域会有相应的裂纹产生,以此我们就可以快速有效地对设计和工艺进行评估和改进。
以下部分是主要树脂生产商GE和Bayer推荐的适合于各自主要产品的溶剂测试法。
我们需要在供应商品质控制流程中加入该检测结果。
GEP Lexan/Cycoloy系列塑料Lexan 系列(PC):常用于手机镜片,导光板,机壳。
Cycoloy系列(PC+ABS):常用于手机机壳。
对于用Lexan和Cycoloy系列塑料成形的零件,内应力的检查都可以采用以下方法:1.醋酸沉浸法:(1)将零件完全浸入24摄氏度的冰醋酸中30秒;(2)取出后立即清洗,后晾干检查表面;(3)仔细观察外观,若有细小致密的裂纹,说明此处有应力存在,裂纹越多,应力越大; (4)重复上述操作,在冰醋酸中浸2分钟,再检查零件,若有深入塑料的裂纹,说明此处有很高的内应力,裂纹越严重,内应力越大。
2.甲乙酮+ 丙酮沉浸法:将零件完全浸入21摄氏度的1:1的甲乙酮+ 丙酮的混合液中,取出后立即甩干,依上法检查,有应力的零件应在60-75摄氏度下加热2-4小时以清除应力,也可在25%的丙酮中浸泡30分钟去除应力。
Bayer Makrolon/Bayblend系列塑料Makrolon 系列(PC):常用于手机镜片,导光板,键盘,机壳等。
Bayblend系列(PC+ABS):常用于手机机壳。
以下介绍的TnP(toluene and n-propyl alcohol甲苯+正苯醇)溶剂测试法仅适用于Makrolon(PC),对于Bayblend(PC+ABS)系列,只需将溶剂中的甲苯(Toluene)换为乙酸乙酯(Ethyl Acetate)在按相同方法测试即可。
塑料应力的检测方法及消除方法(值得收藏)塑料制件出现内应力,是无法注塑厂商经常遇到的事情,特别是PC材料,内应力问题,导致大量的不合格的出现。
本文,就为大家介绍塑料内应力的一些检测方法以及如何处理塑料的内应力问题。
一、塑料内应力的检测方法1.溶济法通常是把零件放在溶剂中,15s~ 2min等,在拿出来看是否有开裂来判断是否有应力。
原理:根据介质应力决裂的现象,即溶济分子渗透到树脂的大分子之间后,降低了分子之间的彼此作用力。
内应力大的地方在浸入前分子之间的作用力原来就有所削弱,浸入溶济后这些减弱处所进一步减弱,而引起开裂,内应力小的地方在短时间内不会开裂。
常用塑胶件有于检验溶液对照表:•ABS 煤油、冰醋酸•PC 四氯化碳•PS 煤油、冰醋酸•PA 正庚烷•PSF 四氯化碳•PPO 四氯化碳表1 五种材料具体测试应力开裂的方法材料名测试应力开裂方法称PMMA制品用酒精:水=9:1溶液中浸15分钟后取出,放置1小时后观察,若开裂则存在应力。
应进行退火(韧化)处理:热风循环/除湿机器,在低于材料热变形温度10-15℃情况下进行约1h的处理。
红外线退火可在热变形温度基础上提高10℃,时间约10-15min即可。
PC将PC制品浸入四氯化碳溶液中,以制品发生开裂破坏所需的时间来判断应力的大小,时间越长则应力越小。
如果浸5-15秒就开裂,说明应力很大;如果浸1-2分钟不出现裂纹,说明内应力很小POM将经过热处理后的制品,放入30%盐酸溶液中浸渍30分钟,若不出现裂纹,说明制品中残存的内应力较小ABS将制品浸入冰醋酸中,5-15秒内出现裂纹,则说明制品内应力大;而2分钟后无裂纹出现,则表明制品内应力小PA PA材料消除方法:小部件在沸水中泡煮约2h,尺寸大的部件应采用悬挂式,在蒸汽房里保持吸湿至水分平衡。
2.仪器法用偏振光照耀塑料制件,视彩色光带多寡,剖析内应力的强弱,它只适用于透明的制件。
偏振光法所要的仪器昂贵,操作庞杂,且正确度不高,因为制件处理前后变化不显著,光谱带上涌现的光带不一定都是内应力的影响,如制件表面的涟漪也会影响检验的结果。