关于镀锌白锈说明最终
- 格式:docx
- 大小:11.69 KB
- 文档页数:6
电镀锌钢板表面白色线状缺陷的形成机理摘要:运用扫描电镜、金相显微镜、电子背散射衍射仪研究了电镀锌钢板表面白色线状缺陷产生的原因及形成机理。
研究结果表明:白色线状缺陷位置有大量的夹渣,夹渣成分主要为O、Mg、Si、Ca、Al等元素,来自于热轧氧化铁皮的压入和连铸夹渣,同时缺陷处存在高斯织构,影响了电镀锌层晶粒的取向,导致电镀锌表面产生白色线状缺陷。
关键词:电镀锌钢板;白色线状缺陷;夹渣;高斯织构;一、试验材料和方法试验材料是有白线缺陷的电镀锌板、电镀锌板除去锌层对应的基板、镀锌前的冷轧板、同批次的热轧板。
采用Quanta400扫描电子显微镜(SEM)分析电镀锌白线缺陷对应基板及基板对应的热轧板的表面形貌、微观结构、晶体形貌;采用能谱仪(EDS)对钢板缺陷区域成分进行分析;用电子背散射衍射(EBSD)分析缺陷处基板的取向。
二、试验结果1.白线缺陷的微观形貌通过扫描电镜观察电镀锌板正常区域和白线缺陷区域的微观形貌。
正常区域的晶粒生长取向是杂乱的,缺陷区域有大量的夹渣,同时夹渣附近分布有大量片状锌晶粒,晶粒沿轧向呈层状排列。
对表面存在白线缺陷的钢板去锌后进行SEM形貌分析,见下图,由图可见,正常区域的表面平整且沿轧向有些轻微条纹,而缺陷区域发现有夹渣富集。
对表面存在白线缺陷的电镀锌板的同批次冷轧原板进行SEM形貌及成分分析。
分析结果表明,冷轧原板表面有大量的嵌入式杂物。
能谱成分分析表明,其位置除了含有铁,还含有大量的O、Mg、Si、Ca、Al等元素。
对存在白线缺陷的电镀锌板的同批次热轧原板进行SEM表面形貌及成分分析。
分析结果表明,热轧板表面存在孔洞,局部位置存在大量镶嵌块及卷起,孔洞中除了含有铁,还存在C、O、S、Si、Ca等异常元素的富集,在这个镶嵌块周围存在氧化铁皮卷起。
2.EBSD取向组织分析由于片层状锌晶粒主要与基板的晶体学取向有关,为了进一步分析基板取向组织对白线缺陷的影响,对白线缺陷在场发射扫描电镜下用液体对镀锌层进行酸洗后,在扫电镜中找到相应位置,用EBSD分析缺陷处基板取向。
热镀锌钢白锈产生原因分析及预防内容介绍>>热镀锌钢产品经长时间运输后,发现原本光亮平滑的产品表面上出现大量白色或灰色粉末,产品发黑,严重的地方甚至出现了锈斑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿和通风不好的环境中储存和运输时,在镀层表面会形成白色或灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
但是如果运输或储存方式不当,白锈也可能变得很严重,不但影响产品的外观,甚至会降低镀锌件的使用寿命。
热镀锌层白锈的产生长期以来都是影响镀锌产品和工程质量的难题,是产品和工程质量验收争论的焦点,镀锌厂家和施工单位也经常为此而困扰。
本文通过对产生白锈的热镀锌产品进行分析,探讨了热镀锌钢白锈的产生机理,并提出了预防及处理措施。
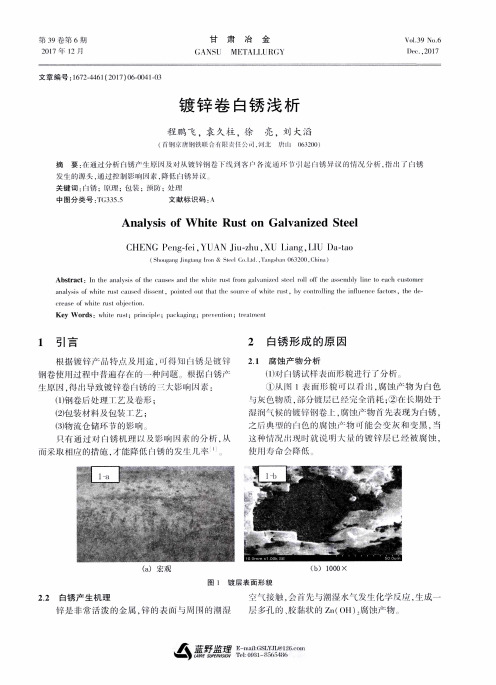
1 白锈产生的原因分析1.1 腐蚀产物分析观察发生白锈的产品,在产品白锈较轻微的部位,用细砂纸轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
但用上述方法对腐蚀严重的、出现红锈的地方测量,发现镀层几乎消耗完全,热镀锌层已无法对钢铁提供保护。
对发生严重白锈的工件取样进行扫描电镜微观成分分析,在镀锌层表面形成的腐蚀产物较疏松,未能形成一层致密腐蚀产物膜来阻止腐蚀进一步进行。
在发生白锈的热镀锌层表面收集腐蚀产物粉末进行X射线衍射分析,结果表明,腐蚀产物由ZnCO3和ZnO组成。
1.2 白锈形成的原因锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中二氧化碳反应,生成一层薄的、致密的、有一定粘附性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
热镀锌工艺流程及说明什么是热镀锌?热镀锌又称为热浸镀锌,他是在高温下把锌锭融化,在放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。
热镀锌的优点在于他的防腐能力强,镀锌层的附着力和硬度较好。
缺点在于价格较高,需要大量的设备和场地,钢结构件过大不易放入镀锌槽中,钢结构件过于单薄,热镀又容易变形。
富锌涂料一般指的是含有锌粉的防腐涂料。
市场上的富锌涂料含锌量一。
备料—酸洗—水洗—助溶—热浸锌—冷却—钝化—清洗—分检—复检—包装—入库一、热镀锌工艺过程及有关说明工艺过程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验有关工艺过程说明(1)脱脂可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。
(2)酸洗可采用H2SO4 15%,硫脲0.1%,40~60℃或用HCl 20%,六次甲基四胺1~3g/L,20~40℃进行酸洗。
加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量。
脱脂及酸洗处理不好会造成镀层附着力不好,镀不上锌或锌层脱落。
(3)浸助镀剂也称结合剂,可保持在浸镀前工件具有一定活性,以增强镀层与基体结合。
NH4Cl 15%~25%,ZnCl2 2.5%~3.5%,55~65℃,5~10min。
为减少NH4Cl挥发可适当加入甘油。
(4)烘干预热为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为120~180℃。
(5)热镀锌要控制好锌液温度、浸镀时间及工件从锌液中移出的速度。
温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量,锌耗大,甚至无法施镀。
在同一温度下,浸镀时间长,镀层厚。
不同温度,要求同样的厚度时,高温浸镀所需时间长。
白锈的预防及处理这种白色锈蚀物的成分主要以碱式氧化锌为主。
产生这种“白锈”的主要原因一方面是钝化工艺不够,或钝化后没有形成完整的钝化膜;另一方面是钝化工艺以及成膜均好,但保存的环境恶劣、潮湿所致。
白锈形成的原因锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2 腐蚀产物。
随后,氢氧化锌会进一步与大气中二氧化碳反应,生成一层薄的、致密的、有一定粘附性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
白锈的形成机理实际上就是“氧浓差腐蚀电池”原理。
在潮湿环境中镀件密集堆放时发生的腐蚀反应可以简化成发生在两镀锌层间被压扁的水珠中的反应,这水珠仅有很小的表面暴露在空气中,接近水珠中心的锌表面和在水珠周边的锌表面的氧的供给量是不同的,这就导致两处锌的电位不同,从而形成氧浓差腐蚀电池。
电化学腐蚀速度远高于化学反应腐蚀的速度,阳极区的锌会很快被腐蚀,腐蚀产物为没有保护能力的、相对易溶的氢氧化锌。
由于空气中的CO2 很难进入阳极区,这就阻止了氢氧化锌向起保护性作用的碳酸锌转变,而在部分脱水后主要以Zn(OH) 2 和ZnO的混合物形式(又称碱式氧化锌) 存在。
在这种情况下的腐蚀产物不能抑制反应的继续进行。
通常储运情况下产生的白锈不会太严重。
但由于金属锌转变为氧化锌或氢氧化锌时体积将增大3~5 倍,形成的白锈体积较大,使腐蚀程度看起来要比实际情况严重得多。
由于热镀锌钢表面的镀锌层较厚,通常白锈对热镀锌钢的使用寿命没有明显影响。
白锈的严重程度取决于镀层间凝结水的成分和在所处环境中持续的时间。
白锈的预防及处理白锈的预防当镀件储存及运输时需要紧密堆放在一起时,应该采取足够的预防措施来防止白锈。
不锈钢:SUS200系列(包括201、202等)SUS300系列(包括301、304、310S、321、316L等)和SUS400系列(包括409、410、420J1、420J2、430、436L、444等)热镀锌板:SGCC,SGCD,SGCE系列电镀锌板:SECC,SECD,SECE系列冷轧板: SPCC,SPCD,SPCE热轧酸洗板:SPHC,SPHD,SPHE铝板: ALSPTE馬口鐵BRASS黃銅COPPER紅銅PBS磷青銅SK碳素鋼SPCC、SECC、SGCC 的差异性我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。
本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。
1 板材牌号及标记的识别1.1 冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。
关于镀锌白锈说明最终 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】关于镀锌白锈发现原本光亮平滑的产品表面上出现大量白色或者灰色的粉末,产品发黑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿或者通风不好的环境中储存和运输时,在镀层表面会形成白色或者灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
1、白锈产生的原因分析观察产生白锈的产品,在产品白锈较轻微的部位,用细纱布轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中的二氧化碳反应,生成一层薄的、致密的、有一定粘附性性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
白锈的形成机理实际上就是“氧浓差腐蚀电池”的原理。
在潮湿环境中镀件密集堆放时发生的腐蚀反应可以简化成发生在两镀锌层间被压扁的水珠中的反应,这水珠仅有很小的表面暴露在空气中,接近水珠中心的锌表面和在水珠周边的锌表面的氧的供给量是不同的,这就是导致两处锌的电位不同,从而形成氧浓差腐蚀电池。
电化学腐蚀速度远高于化学反应腐蚀的速度,阳极区的锌会很快被腐蚀,腐蚀产物为没有保护能力的、相对易溶的氢氧化锌。
由于空气中的CO2很难进入阳极区,这就阻止了氢氧化锌向起保护性作用的碳酸锌转变,而在部分脱水后主要以Zn(OH)2和ZnO的混合物形式(又称碱式氧化锌)存在。
在这种情况下的腐蚀产物不能抑制反应的继续进行。
镀锌工件出现白锈后的处理措施镀件表面可能会出现大量的白锈,但实际上对镀层的腐蚀是比较轻微的。
在大多数情况下,白锈的出现并不表明镀层已严重破坏,也并不一定意味着镀件的使用寿命会减少。
当镀件表面的锈迹是轻微而平滑的或用指尖可以轻刮即掉的,在正常的工作环境中,锈斑会逐渐的减小并和周围的锌表面混成一体,在使用期限内不会对镀件的性能有影响。
如果镀件上的锈迹在镀件安装后将暴露不充分,或将在潮湿的环境下工作,即使是非常浅的白锈也应去除,这样就不妨碍生成碱式碳酸锌保护膜。
一.中度到重度的白锈必须清除,否则在白锈生成区内就不能生成必要的碱式碳酸锌保护膜。
腐蚀产物要用硬毛刷来清除,不能用钢丝刷。
在清除白锈后,必须检查腐蚀区的镀层厚度以确保留有足够的镀锌层。
二.在长期储存且生有白锈的制件上,典型的白色和灰色的腐蚀产物可能会变黑。
当这种情况出现时,就说明大量的镀锌层已经被腐蚀,镀件的使用寿命会降低。
三.在极端情况下,由于在恶劣的环境中长期存放,形成了严重的白色沉淀物或红锈,这已损害镀件在预期使用期内的使用,就必须重镀或按照相关标准的规定的方法进行局部修补。
四.当钝化后的工件如果因存放不当或其他原因使其表面生成“白锈”等现象后,可采用化学清洗办法对其表面清洗。
五.清除的方法清洗办法之一(表面锈面积不大):用砂纸将镀锌件上表面的“白锈”除去;用浓度为5%~10%(质量)的硫酸亚铁铵溶液对其表面进行还原;在24h内用0.06%CrCl3 +0.004%Cro3溶液对其表面钝化。
清除办法之二:采用低铬酸溶液加入3%~5%的硝酸对其表面浸泡10~20s即可。
特别声明:以上内容(如有图片或视频亦包括在内)为自媒体平台“网易号”用户上传并发布,本平台仅提供信息存储服务。
镀锌焊接不生锈的说明书
以下是说明书中镀锌焊接不生锈方法:
原因:镀锌板焊接时由于高温将镀锌板表面电镀的锌层熔化了,露出了铁板的基材,所以焊接后容易生锈。
处理方法:
1、用浓硫酸清洗镀锌板焊接后可以用浓硫酸清洗来抵达不生锈的作用。
浓的硫酸能除锈,但遇到铁时,浓硫酸不会腐蚀铁,铁的表面会钝化,清洗浓的硫酸后单调一下,假设有条件就从头镀锌,否则会腐蚀的更快。
2、防锈膏要想镀锌板焊接后不生锈还可以用防锈膏直接涂在焊接方位即可。
这儿的防锈膏也可以换成赤色的防锈漆,它的主要成分也是Fe2O3,也有防锈的作用,留心刷的时分有必要刷好,致密一点。
关于镀锌白锈发现原本光亮平滑的产品表面上出现大量白色或者灰
色的粉末,产品发黑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿或者通风不好的环境中储存和运输时,在镀层表面会形成白色或者灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
1、白锈产生的原因分析
观察产生白锈的产品,在产品白锈较轻微的部位,用细纱布轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中的二氧化碳反应,生成一层薄的、致密的、有一定粘附性性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
白锈的形成机理实际上就是“氧浓差腐蚀电池”的原理。
在潮湿环境中镀件密集堆放时发生的腐蚀反应可以简化
成发生在两镀锌层间被压扁的水珠中的反应,这水珠仅有很小的表面暴露在空气中,接近水珠中心的锌表面和在水珠周边的锌表面的氧的供给量是不同的,这就是导致两处锌的电位不同,从而形成氧浓差腐蚀电池。
电化学腐蚀速度远高于化学反应腐蚀的速度,阳极区的锌会很快被腐蚀,腐蚀产物为没有保护能力的、相对易溶的氢氧化锌。
由于空气中的CO2很难进入阳极区,这就阻止了氢氧化锌向起保护性作用的碳酸锌转变,而在部分脱水后主要以Zn(OH)2和ZnO的混合物形式(又称碱式氧化锌)存在。
在这种情况下的腐蚀产物不能抑制反应的继续进行。
通常储运情况下产生的白锈不会太严重。
由于热镀锌钢表面的镀锌层较厚,通常白锈对热镀锌钢的作用寿命没有明显影响。
白锈的严重程度取决于镀锌层间凝结水的成分和在所处环境中持续的时间。
2、1白锈的预防
尽管生产厂家做防护处理,由于养护时间不够又急于使用。
再有储存及运输时需要紧密堆放在一起时,应该采取足够的预防措施来防止白锈。
在镀件周围保持低湿度的环境和在堆放的镀件间保证足够的通风,可使白锈减至最少,也就是说提供干燥和良好的通风环境尤其重要。
具体预防措施有
(1)热镀锌件经水冷后,即进行表面处理。
如镀锌管和中空的镀件在镀锌后可涂一种清漆;线材、板材和网材这类
产品可打蜡或涂油;热镀锌结构件可采用铬酸盐钝化或无铬钝化。
(2)应将镀件至于干燥的、有良好的通风环境中。
(3)如果镀件不得不在户外存放,镀件不应直接堆放在湿的土壤或腐烂的植被上,应该从地面架高并用窄木条隔开,以使所有镀件表面存在自由流动的空气。
镀件应该稍微倾斜放置以方便排水。
(4)当镀锌钢需要海运时,由于镀件表面可能存在冷凝水,故镀件间使用木条隔离包装较好。
含松脂的木材不能用作隔离用的木条,因为松脂本身就有腐蚀性。
在运输和储存镀件时应使用干燥的、未用防腐剂和防火剂处理过的木条,如杨树、槐树和杉木。
存放在容器中的小镀件在包装前要彻底干燥。
用包装箱密封时,建议加入一些干燥剂,另外,不应该把镀件作为船面货物托运,也不应该把他们放入船的底舱处,以免与底舱污水接触。
前面已经提到过,海水会加剧电化学腐蚀,使白锈更加严重。
在海上特别是热带海洋湿度很大,这时给热镀锌钢提供干燥和良好的通风环境就尤其重要。
2、2出现白锈后的处理措施
在大多数情况下,白锈并不表明镀锌层以严重破坏,也并不一定意味着镀件的使用寿命会减少。
发生白锈后,应将原先密堆的镀件摆开以使其表面迅速变干,并立即检查。
当镀件表面的白锈较轻微时应用干布擦去锈迹。
因为在潮湿的环境下,镀件表面非常轻微的白锈也可能妨碍碱式碳酸锌腐蚀产物保护膜的形成。
中度到重度的白锈可用硬毛刷来清除,不能用钢丝刷。
在清除白锈后必须检查产生白锈部位镀层厚度,以确保留有足够的镀锌层保护钢基。
在存放很久的有白锈的工件上,典型的白色和灰色的腐蚀产物可能会变黑。
当这种情况出现时就说明大量的镀锌层已经被腐蚀,使用寿命会降低。
在极端的情况下,由于在恶劣的环境中长期存放,形成了严重的白色沉积物或红锈,它已损坏镀件的使用寿命,就必须重镀或按相关标准规定的方法做局部补修。
3国内外有关标准对白锈的评述
国内外的热镀锌标准中对镀层出白锈的问题均有一定的评述,值得借鉴。
现总结如下:
GB/T13912-2002(国家标准《金属覆盖层钢铁制件热镀锌层技术要求及实验方法》)6.1外观:“潮湿条件下储存的镀锌工件,表面允许有白锈(以碱式氧化锌为主的白色或灰色腐蚀产物)存在。
ISO1461-1999(ISO标准《钢铁制件热浸镀锌技术条件与试验方法》);“潮湿条件下产生的白锈(镀锌后在潮湿条件存储形成的白色或灰色产物,主要是碱式氧化锌)也不应视为报废的原因....为了防止制件在潮湿
环境中存放时产生白锈,不需要在涂漆的工件镀锌之后应进行适当的表面处理。
”
ISO 1459-1973(E)(ISO标准《金属覆盖层-用热镀锌保护防腐的指导原则》)。
“镀层表面白色的痕迹(通常称作储存湿锈或白锈)是影响外观的,但通常对镀层其他性能并无损害。
如果希望热镀锌制品保持刚镀出时的光亮的外观,需要有特别的储存条件。
热镀锌后立即加以表面处理可避免或减少这些白锈的生成。
”
JIS H8641-1983〔日本工业标准《热镀锌》〕;“白锈:镀件存放时与雨水等接触产生白锈。
一旦脱离那个环境便会逐渐消失。
另外,由于白锈对锌层消耗很小,所以对耐腐蚀几乎没有影响。
”
BS 729:1971(英国标准《钢铁件的热浸镀锌层》):“应特别注意镀锌件的运输及储存条件,以避免出现储存湿锈(即白锈)刚镀过锌的锌件在潮湿及通风不良的条件下进行运输或存放往往出现这些所谓的白锈。
通过锌后处理可以减少白锈的出现。
”
由此可见,白锈是热镀锌层较常见的一种表面缺陷,但一般也不能作为拒收的理由。
4结论
(1)在海洋环境下,热镀锌产生的白锈由
ZnCL2?4Zn(OH)2、2ZnCO3、3Zn(OH)2和ZnO组成出,它的结构疏松,不能形成具有保护作用的腐蚀产物膜。
(2)白锈的产生机理实际是氧浓差电化学腐蚀。
在海洋环境下,由于CL-的存在,会提高水的电导率从而增大电化学腐蚀的速度。
(3)将镀件置于干燥的环境并保证镀件间足够的通风,可减少白锈的产生。
(4)镀锌钢表面疏松的腐蚀产物应注意清除干净,以免它的存在妨碍碱式碳酸锌腐蚀产物保护膜的形成。
(5)白锈是热镀锌层较常见的一种表面缺陷,一般不能作为拒收的理由。