FMEA简介
- 格式:ppt
- 大小:2.32 MB
- 文档页数:32


什么是FMEA
FMEA的全称是potential failure mode and effect criticality
analysis,缩写时省略了潜在的(potential)和危害性(criticality),但在理解FMEA时这两个词又非常重要。
1、失效(failure)
指产品丧失规定功能的状态,又可译为故障。失效与故障在含义上略有差别,失效是对不可修复产品(如灯泡、集成电路等)而言的;故障是指可修复产品(如电视机、发电机等)而言的。这里的失效含有这两种含义,即产品发生故障也称为失效。
2、失效模式(failure mode)
指产品失效的表现形式,如材料的弯曲、断裂、零件的变形、电器的短路、设备的安装不当等。
3、潜在失效模式(potential failure mode)
指可能发生,但不一定非得发生的失效模式,这是工程技术人员对设计、制造和装配中认识到或感觉到可能存在的隐患。
4、(潜在)失效后果(potential effect of failure)
是指一种潜在失效模式会给顾客带来的后果,这里所说的顾客,包括外部的各级采购方,使用产品的最终用 户;内部的顾客,则包括项目负责人,生产流程后续工序的作业部门和操作人员等。
5、后果分析(effect analysis)
指的是一种失效模式若发生会给顾客带来的危害性(criticality)有多大,在FMEA中的危害性包含有三层意思,并且都设法定量化,这三层意思是:
①一种失效模式所产生后果的严重度;
②一种失效模式的起因发生的频度;
③一种失效模式的起因不可探测的程度。

FMEA(Failure Mode and Effects Analysis)簡介
◎FMEA—定義與目的:
-界定產品或流程可能在哪些方面產生故障
-估算特定失敗因素的風險
-列出應採取的行動之優先順序,以降低失敗機率.
-評估設計確認計劃(產品)或現行的管制作業(流程),以防止失敗發生.
-確認可能的失效模式,並評估其影響的嚴重性.
-排列可能的失敗率
-有助於集中注意力在預防上
◎何時開始FMEA:
-流程改善研究初期及發展流程圖之後
-設計新系統、產品和流程時
-改變現有的設計或流程時
-將現有的設計應用在新系統時
-在定義系統、產品或製程後,但必須在選定硬體或開始製造前
◎何時應更新FMEA為:
-當產品的設計、應用、環境、物料或產品的製造或組裝製程變更時
-一份動態文件
◎名詞定義
*失效模式:特定流程中投入所發生的失敗
如果未被偵測出,而將其更正或移除,會造成不當之影響.
舉凡作業員可見到的任何錯誤皆為失效模式
與缺點相關或超出目標規格範圍的流程投入變數
*失效影響:
製程:當該製程設備發生故障時,對其下游流程之失效影響,以解析全段製程之可靠度及穩定性.
電氣特性:以客戶面進行評估,當該製程設備發生故障時,對產品電氣特性之影響.
*失效原因:
造成失效模式的流程變異之來源
原因的確認應由與最嚴重的問題,相關的失效模式開始.
*現行管制:
適當地將方法與設備系統化,以預防或偵測失效模式與原因.
預防措施包含安全、自動控制及安裝確認.
◎風險優先係數:RPN (Risk Priority Number)名詞定義:(在客戶收到產品前,目前流程檢測出失效的能力)
(影響的)嚴重度:對客戶需求所造成之影響的重重要性[1=不嚴重~ 10=非常嚴重]
(原因的)發生度:特定原因發生並產生失效模式的頻率[1=不常發生~10=時常發生]
(現行管制能力)偵測度:現行管制計劃的偵測力[1=可偵測出來~10=不能偵測出來]
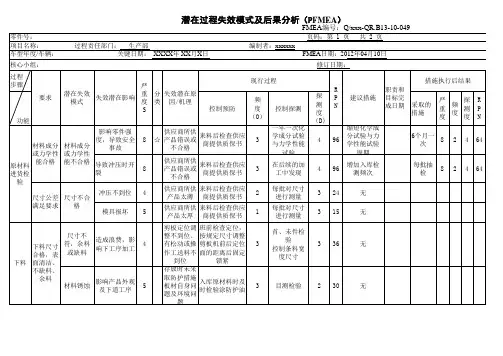
过程步骤功能控制预防频度(O)控制探测探测度(D)采取的措施严重度频度探测度RPN影响零件强度,导致安全事故8☆供应商所供产品错误或不合格来料后检查供应商提供质保书3一年一次化学成分试验与力学性能试验496缩短化学成分试验与力学性能试验周期6个月一次82464导致冲压时开裂8供应商所供产品错误或不合格来料后检查供应商提供质保书3在后续的加工中发现496增加入库检测频次每批抽检82464冲压不到位4供应商所供产品太薄来料后检查供应商提供质保书2每批对尺寸进行测量324无模具损坏5供应商所供产品太厚来料后检查供应商提供质保书1每批对尺寸进行测量315无尺寸不符,余料或缺料造成浪费,影响下工序加工4剪板定位调整不到位、有松动或操作工送料不到位班前检查定位,按规定尺寸调整剪板机前后定位面的距离后固定锁紧3首、未件检验控制条料宽度尺寸336无潜在过程失效模式及后果分析(PFMEA) FMEA编号:Q/xxx-QR.B13-10-049
尺寸公差满足要求尺寸不合格原材料进货检验下料尺寸合格,表面清洁、不缺料、余料零件号: 页码:第 1 页 共 2 页项目名称: 过程责任部门: 生产部 编制者:xxxxxx
材料成分或力学性能合格材料成分或力学性能不合格潜在失效模式失效潜在影响严重度S职责和目标完成日期措施执行后结果建议措施要求RPN分类失效潜在原因/机理现行过程车型年度/车辆: 关键日期: XXXX年 XX月X日 FMEA日期:2012年04月10日核心小组: 修订日期:
下料过程步骤功能控制预防频度(O)控制探测探测度(D)采取的措施严重度频度探测度RPN潜在过程失效模式及后果分析(PFMEA) FMEA编号:Q/xxx-QR.B13-10-049零件号: 页码:第 1 页 共 2 页项目名称: 过程责任部门: 生产部 编制者:xxxxxx潜在失效模式失效潜在影响严重度S职责和目标完成日期措施执行后结果建议措施要求RPN分类失效潜在原因/机理现行过程车型年度/车辆: 关键日期: XXXX年 XX月X日 FMEA日期:2012年04月10日核心小组: 修订日期:材料锈蚀影响产品外观及下道工序5存放时未采取防护措施板材自身问题及环境问题入库原材料时及时检验涂防护油3目测检验230无毛刺过大产品易划伤手,影响表面质量,顾客不满意3模具凸凹模热处理不当刀口磨损严重,导致凸凹模间隙变大定期磨削刀口3首件检查并按控制计划抽检327无标识不清晰影响辨认,顾客不满意3模具行程未调整好或标识冲头过低调整行程或将标识冲头垫高2首件检查并按控制计划抽检318无缺料影响下序定位,影响产品质量4在剪材料的时候料带缺料,操作工没有把料带方正在剪材料的工序中严格控制料带缺料现象,操作工岗前培训2首件检查并按控制计划抽检324无落料冲标识外观、尺寸满足要求合格,表面清洁、不缺料、余料下料过程步骤功能控制预防频度(O)控制探测探测度(D)采取的措施严重度频度探测度RPN潜在过程失效模式及后果分析(PFMEA) FMEA编号:Q/xxx-QR.B13-10-049零件号: 页码:第 1 页 共 2 页项目名称: 过程责任部门: 生产部 编制者:xxxxxx潜在失效模式失效潜在影响严重度S职责和目标完成日期措施执行后结果建议措施要求RPN分类失效潜在原因/机理现行过程车型年度/车辆: 关键日期: XXXX年 XX月X日 FMEA日期:2012年04月10日核心小组: 修订日期:材质质量低劣入库原材料材质检验2材质实验与性能试验464无压边力过大调整压边力大小3冲压作业指导书372无模具型面粗糙修整模具型面改善其表面质量3目测检验372无材质质量低劣入库原材料材质检验2材质实验与性能试验448无压边力过大调整压边力大小3冲压作业指导书354无模具型面粗糙修整模具型面改善其表面质量3目测检验354无起皱导致产品质量降低,影响下一道工序5压边力过小增加压边力3冲压作业指导书345无尺寸超差影响下序,影响产品质量4凹模尺寸超差首件检查2首件检查并按控制计划抽检324无外观、尺寸公差满足要求缩颈导致产品质量降低、寿命减少68拉伸开裂导致零件功能失效过程步骤功能控制预防频度(O)控制探测探测度(D)采取的措施严重度频度探测度RPN潜在过程失效模式及后果分析(PFMEA) FMEA编号:Q/xxx-QR.B13-10-049零件号: 页码:第 1 页 共 2 页项目名称: 过程责任部门: 生产部 编制者:xxxxxx潜在失效模式失效潜在影响严重度S职责和目标完成日期措施执行后结果建议措施要求RPN分类失效潜在原因/机理现行过程车型年度/车辆: 关键日期: XXXX年 XX月X日 FMEA日期:2012年04月10日核心小组: 修订日期:表面过于粗糙零件表面质量降低4板料及模膛不清洁模具成型面粗糙生产前调试模具4首件检查并按控制计划抽检348无压伤、划伤、叠料,起皱、开裂零件表面质量降低、零件的使用功能失效或降低5板料及模膛不清洁模具成型面粗糙、模具结构不合理生产前调试模具4首件检查并按控制计划抽检360无成型角度,尺寸不符影响下道工序定位及焊接装夹5定位不准确、模具上下模没有贴合到位生产前检查,调试模具,装模工调模到位4首件检查并按控制计划抽检360无尺寸不符,余料或缺料影响产品质量及后序加工4定位装置松动、操作者没有将零件正确放入定位中班前检查定位,增加模具辅助定位及操作工岗前培训4首件检查并按控制计划抽检及冲压作业指导书348无寸公差满足要求
控制计划 (Control Plan)控制计划提供过程监视和控制方法,用于对特性的控制。
设计意图 (Design Intent)对给定的部件/子系统/系统,对希望它做什么或不希望做什么的描述。
设计寿命 (Design Life)设计所预期的能完成其要求的时间间隔(如周期、时间、里程等)。
设计确认/验证 (DV)保证设计能满足其要求的一种程序。
实验设计 (DOE)用最少的试验/实验确定影响均值和变差的因素的方法。
防错(Error/Mistake Proofing)每一OEM都可能对防错有其独特的定义。关于适当的定义,可与OEM联系。
特性(Feature)一种可测量的产品特性(如半径、硬度)或一种可测量的过程特性(如安装力、温度)。
排列图(Pareto可以帮助解决问题的一种简单工具,它包括排列所有潜在问题的方面。
过程(Process)生产一个指定产品或提供服务的人员、机器和设备、原材料、方法和环境的组合。
过程更改(Process change)在过程概念上的更改,是指能够改变过程能力以满 足设计要求或产品的耐久性。
质量功能展开(QFD)在产品开发和生产的每一阶段,将顾客要求转化成适当的技术要求的一种结构化的方法。
根本原因(Root Cause)根本原因是指引起根源性不合格的原因,是要求进行更改以取得永久性预防/纠正措施的项目。
过程特殊特性(Special Processe 过程特殊特性(如关键、主要、重要、重点)是这Characteristic)样一种产品特性:对合理预测的变差,会明显影响产品安全性或政府标准或法规的一致性,或者会显著影响顾客对产品的满意程度。
车辆召回(Vehicle Campaign)召回车辆以进行返工或安全检查。
SQE:supplier quality engineer(供应商质量工程师)
DOE:design of experiment(试验设计)