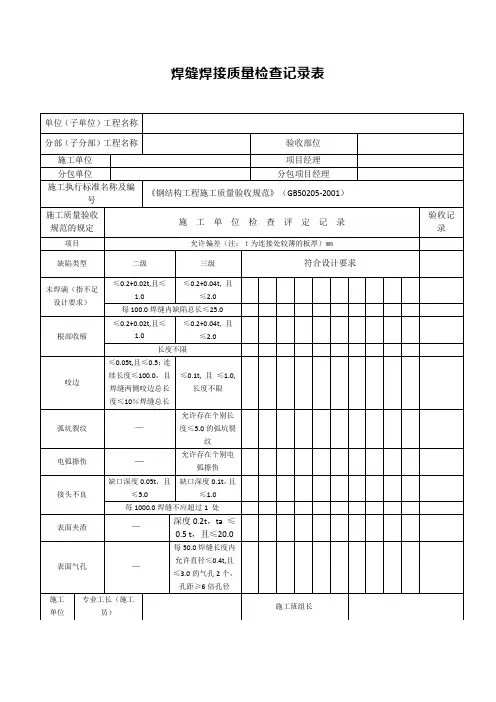
焊接检查记录表
- 格式:wps
- 大小:115.00 KB
- 文档页数:10

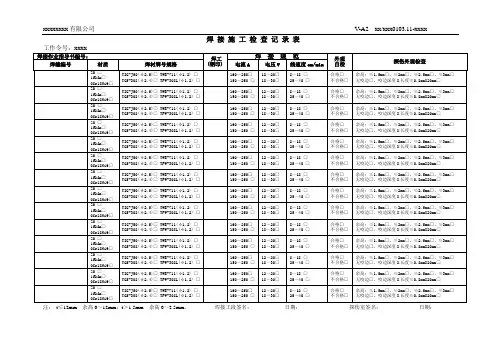
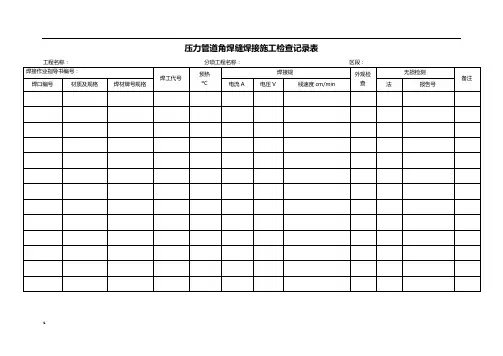
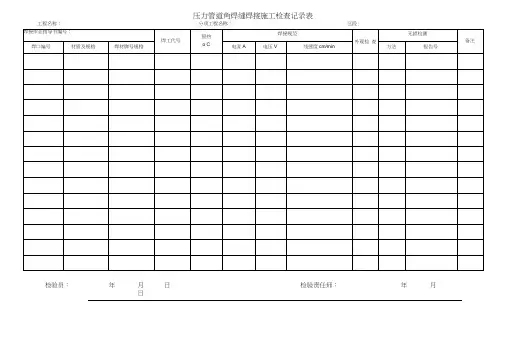
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
管段编号
焊口编
号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
焊口管段编号
编号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
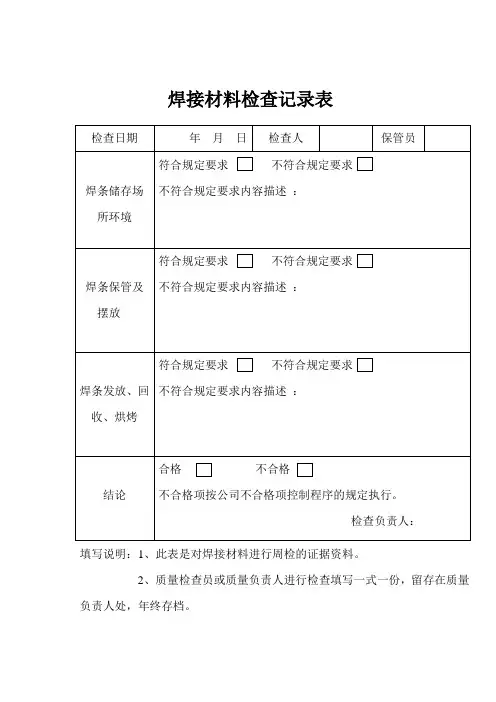
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。

. . .. . .
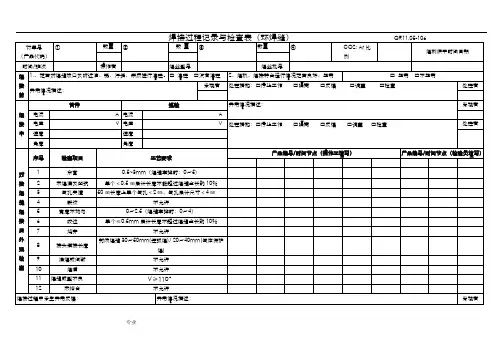
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
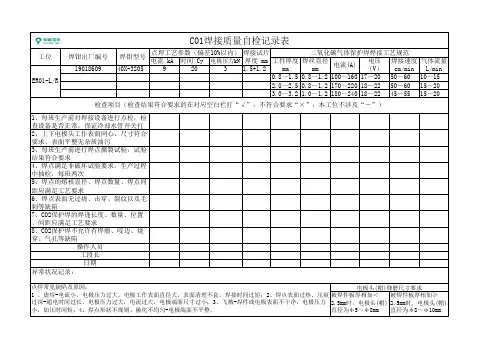
电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
焊工日常巡查记录表
巡查日期:_______________________
巡查人员:_______________________
巡查地点:_______________________
巡查内容:
1. 检查焊工操作区域是否整洁,并清理工作区域,确保安全和有序工作环境。
2. 检查焊机是否正常运行,电源和接地线是否连接良好,并使用电器测试仪确认电压是否符合规定标准。
3. 检查焊接设备的保护装置是否完好,如防护罩、护目镜和防护手套等。
4. 检查焊工是否佩戴适当的个人防护装备,如安全帽、耳塞和防护鞋等。
5. 检查焊工是否使用正确的焊接材料和工具,如焊条、焊丝和焊嘴等。
6. 检查焊缝质量是否符合要求,并记录焊缝的相关信息,如焊接方法、焊接材料和焊接参数等。
7. 检查焊接现场是否存在火灾、漏电和其它安全隐患,如发现
问题及时报告并采取措施解决。
巡查结果:
* 巡查过程中未发现违规操作和安全隐患。
* 焊工操作区域保持整洁有序。
* 焊机正常运行且电源、接地线连接良好,电压符合规定标准。
* 焊接设备的保护装置完好,并有正确的个人防护装备。
* 焊工使用了正确的焊接材料和工具,并保证焊缝质量符合要求。
* 焊接现场安全无火灾、漏电和其它安全隐患。
备注:
- 巡查人员可在此记录任何特殊情况和建议。
- 巡查记录表应保存至少半年以备查阅。
以上为焊工日常巡查记录表,记录了焊工日常工作中的巡查内
容和结果。
巡查人员应按照表中要求进行巡查,并记录相关信息。
巡查结果应准确、详细,有助于监控和改善焊工工作的质量和安全。
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表。