酒精生产总物料衡算
- 格式:doc
- 大小:244.50 KB
- 文档页数:10

5 物料衡算5.1 全厂物料衡算的内容淀粉原料酒精厂的物料衡算包括两部分,第一部分是生产过程全厂总物料衡算,主要计算内容有:8.1.1 原料消耗的计算,主要原料为木薯,其它原料有淀粉酶、糖化酶、硫酸、硫酸铵等。
8.1.2 中间厂品,蒸煮醪、酒母醪、发酵醪等。
8.1.3 成品、副产品以及废气、废水、废渣既酒精、杂醇油。
二氧化碳和废糟等。
5.2 原料消耗的计算5.2.1 淀粉原料生产酒精的总化学反应式为:糖化:(1)162 18 180 发酵: (2)180 46 44 5.2.3 生产1000kg 无水酒精的理论淀粉消耗量由(1)和(2)式可求得理论上生产1000kg 无水酒精所消耗的淀粉量为:5.2.4 生产1000kg 国际燃料酒精的理论淀粉消耗量国标食用酒精乙醇含量在95%(体积分数)以上,相当于92.41%(质量分数),故生产1000kg 燃料酒精成品理论上需淀粉量为:1760.9×92.41%=1627.2 (kg) 5.2.5 生产1000kg 燃料酒精实际淀粉耗量612625106)O H nC O nH O H C n →+(252612622CO OH H C O H C +→)(9.1760921621000kg =⨯实际上,整个年产过程经历原料处理、发酵及蒸馏等工序,要经过复杂的物理化学和生物化学反应,产品得率必然低于理论产率。
假定发醇阶段系统设有酒精捕集器,则淀粉总损失率为8.55%,故生产1000kg 用酒精需淀粉量为:5.2.6 酒精生产给各过程各阶段淀粉损失如表所示5.2.7 这个原料消耗水平相当于淀粉出酒率为91.45%,这达到了我国现阶段木薯原料生产酒精的先进出酒率水平。
5.2.8 生产1000kg 燃料酒精木薯原料消耗量据基础数据给出,木薯原料含淀粉70%,故1吨酒精耗薯干量为:5.2.9 α-淀粉酶消耗量应用酶活力为2000u/g 的α-淀粉酶使淀粉液化,促进糊化,可减少蒸汽消耗。

酒精工厂设计的物料衡算对于生产过程的顺利进行至关重要。
在进行物料衡算时,需要考虑的因素包括原料的种类和数量、生产过程中的损耗、设备的利用率等。
下面将对年产8万吨酒精工厂的物料衡算进行详细说明。
首先,需要确定年产8万吨酒精所需的主要原料。
酒精的主要原料是玉米、小麦等粮食作物,因此需要计算这些原料的消耗量。
假设生产一吨酒精需要消耗1.2吨玉米和0.8吨小麦,那么年产8万吨酒精所需的玉米和小麦的消耗量分别为8万*1.2=9.6万吨和8万*0.8=6.4万吨。
其次,要考虑到生产过程中的损耗。
在酒精生产过程中,会有一定的原料损耗,比如在提取酒精的过程中,会有一定的残渣留下,不能完全提取出酒精。
这部分损耗需要根据实际情况来进行衡算,一般可以设置一个损耗率来估算。
假设损耗率为5%,那么年产8万吨酒精的损耗量为8万*5%=4000吨。
其次,要考虑到设备的利用率。
在酒精工厂中,设备的利用率是非常重要的,它直接影响到生产效率和物料的消耗量。
设备的利用率可以通过设备的运行时间和停机时间来计算。
假设设备的运行时间为350天,停机时间为15天,那么设备的利用率为350/(350+15)=95%。
设备的利用率可以用来估算物料的消耗量,假设设备的利用率为95%,那么年产8万吨酒精的物料消耗量需要按照95%来计算,即玉米和小麦的消耗量分别为9.6万吨*95%=9.12万吨和6.4万吨*95%=6.08万吨。
最后,需要考虑到其他辅助材料的消耗量。
在酒精生产过程中,还需要使用其他辅助材料,比如酵母、酶等。
这些辅助材料的消耗量可以根据实际情况来进行衡算,一般可以根据设备供应商提供的数据进行估算。
假设这些辅助材料的消耗量为1%(以酒精产量为基础),那么年产8万吨酒精的辅助材料消耗量为8万*1%=800吨。
综上所述,对于年产8万吨酒精工厂的物料衡算,需要考虑主要原料的消耗量、损耗量、设备的利用率和其他辅助材料的消耗量。
根据以上的估算,年产8万吨酒精的主要原料消耗量为玉米9.12万吨和小麦6.08万吨,损耗量为4000吨,辅助材料消耗量为800吨。

年产30万吨啤酒厂工艺设计和物料衡算年产30万吨啤酒厂工艺设计和物料衡算热凝固物回收主要是在煮沸锅中,达到一定煮沸强度后,麦汁会产生热凝固物,,这其中含有大量酒花物质,可以将其加入过滤槽中,随着麦汁的过滤,就可以使一部分酒花物质进入麦汁……酵母中回收啤酒主要有板筐压虑机,振动式膜分离机和叉流过滤机,前者酵母破碎严重,第二个价格太贵,第三个即便宜又好用。
主要是使酵母液在陶瓷膜孔上做切向运动,清液能从孔中滤出,叉流过滤机主要通过压差控制回收量2.1.1原料加工处理;啤酒酿造需要四种原料:大麦、酒花、水和酵母。
这些原料的质量决定着所生产啤酒的质量。
了解这四种原料的特性及其对工艺的影响,是对起进行加工处理的前提,只有这样才能有针对性地进行工艺控制。
2.1.1.1麦芽的制备大麦为啤酒酿造提供必需的淀粉,这些淀粉在啤酒厂的糖化车间被转变成可发酵性浸出物。
种植适合酿造啤酒的大麦品种非常重要,因为这些这些大麦制成的麦芽,浸出物含量很高。
麦芽有大麦制成,制麦芽的目的是在大麦颗粒中形成酶并使大麦颗粒中的某些物质发生转化。
因此大麦需要发芽并只能发芽一段时间。
有大麦制成的麦芽,其外表几乎和大麦一样。
麦芽的制造包括如下几个步骤:大麦进厂接受,清选,分级和输送;大麦的干燥与储存;大麦浸泡;发芽;麦芽干燥;干燥后的麦芽处理;2.1.1.2原料的称量本设计的投料量比较大,所以用传统的倾翻计量称就不再适用,本设计里面使用的是电子计量称,该称为了能够准确的称量,投料过程不能太快,它分为:前容器,称重容器和后容器。
2.1.1.3麦芽的粉碎糖化是为使麦芽中的酶尽可能作用并分解麦芽中的内容物,麦芽必须粉碎。
粉碎是一个机械破碎过程。
在这一过程中,必须保护麦皮,因为麦皮将作为过滤槽中的过滤介质。
糖化是要尽可能是酶与麦芽内容物接触并分解。
对此需将麦芽粉碎,粉碎的越细,则酶的作用面就越大,也能更好地对内容物进行分解。
麦芽粉碎越细,麦糟体积就越小;麦芽粉碎越细,麦糟层的渗透性就越差,麦糟就越快被吸紧,过滤时间就越长。

一、10000t/a玉米淀粉焚料酒粗厂物料衡算名目、工艺过程及前提数据之阳早格格创做1、齐厂物料衡算真量:本料消耗估计、中间产品量估计、兴品及副产品量估计.2、死产工艺过程图:死产工艺采与改良干法、单酶糖化、连绝收酵战半直交式三塔蒸馏过程,如图气氛酶母种本料(玉米)耐下温空压机斜里试管 a-淀粉酶预处理辅料(酸、碱)过滤器摇瓶培植脱胚造浆玉米油车间无菌气氛小酒母罐连绝蒸煮器大酒母罐蒸煮醪酒母醪糖化锅糖化酶糖化醪收酵醪 CO2老练收酵醪蒸馏DDGS车间分子筛脱火纯醇油焚料酒粗图改良干法单酶糖化连绝收酵焚料酒粗过程示企图3、工艺技能指标及前提数据(1)死产规模:10000t/a焚料酒粗.(2)死产要领:改良干法、、单酶糖化、连绝收酵战塔蒸馏.(3)死产天数:300d/a(4)焚料酒粗日产量:34t(5)焚料酒粗年产量:10200t(6)产品本量:国际焚料酒粗,乙醇含量99.5%以上(V ).(7)主本料:海内酒粗企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,火分14%.(8)酶用量:耐下温α-淀粉酶用量8u/g 本料,糖化酶用量为100u/g 本料, 酒母糖化醪用糖化酶量200u/g 本料.(9)硫酸铵用量:8kg/t 酒粗(提供氮源).(10)硫酸用量:5.5kg/t 酒粗(安排pH).两、10000t/a 玉米淀粉焚料酒粗厂齐厂总物料衡算1、本料消耗估计现以死产%(V )兴品酒粗1000kg 动做估计的基准.(1)淀粉本料死产乙醇的总化教反应式为:6105n 26126252(C H O )+nH O nC H O 2C H OH+2CO →→(4-2-1)糖化阶段:6105n 26126(C H O )+nH O nC H O →(4-2-2)162 18 180收酵阶段: 6126252C H O 2C H OH+2CO →(4-2-3)180 2×46 2×44(2)每死产1000kg 焚料酒粗的表里淀粉消耗量:由式(4-2-2)战(4-2-3)可供得表里上死产1000kg 焚料酒粗(%(V)的焚料酒粗相称于%(W))所消耗淀粉量为:(3)死产1000kg 焚料酒粗本量淀粉耗量:本量上,所有年产历程经历的各工序,如本料处理、收酵及蒸馏等,要通过搀纯的物理化教战死物化教反应,所以产品得率必定矮于表里产率.据本量死产体味,死产中各历程各阶段淀粉益坏率如表4-1所示.表4-1 死产历程淀粉益坏一览表91~92%之间,若以上表为依据,淀粉利用率为91.45%估计,每死产1000kg焚料酒粗本量淀粉耗量为:那个本料的淀粉出酒率为52.36%,属于中等火仄.(4)死产1000kg焚料酒粗搞玉米本料消耗量:根据前提数据给出,海内酒粗企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,与90%估计,则每死产1000kg焚料酒粗需要的玉米量为:死产1000kg焚料酒粗所需要的淀粉应包罗糖化剂内所含的淀粉,那样以玉米为本料需要量为:式中'G——每死产1000kg%(V)焚料酒粗的本料量,kg;A——每100kg本料其中所含淀粉量,kg;G ——每死产1000kg焚料酒粗需要糖化剂所消耗的淀粉量,kg;正在死产中往往需要估计淀粉的出酒率,以便于相识死产情况战评介死产火仄,淀粉出酒率的估计式如下:式中P——包罗百般分歧等第死产兴品酒粗的数量,kg;'G——每死产1000kg%(V)焚料酒粗的本料量,kg;G——每死产1000kg焚料酒粗需要糖化剂所消耗的淀'o粉量,,kg;(5)耐下温α-淀粉酶耗量:本安排采用酶活力为20000u/g的α-淀粉酶使淀粉液化,促进糊化,可缩小蒸汽消耗.耐下温α-淀粉酶消耗量按8u/g本料估计.则用酶量为:(6)糖化酶耗量:本安排采用糖化酶活力为100000u/g,使用量为100u/g本料,则糖化酶消耗量为:别的,糖化酶耗量还包罗酒母糖化酶.用量为200u/g本料计,且酒母用量为10%,则酒母糖化酶耗量:式中70%为酒母的糖化液占70%,其余为密释火战糖化计则糖化酶耗量为3.558kg(7)硫酸铵耗量:硫酸铵用于酒母培植基的氮源补充,其用量为酒母的0.1%,设酒母醪量为m0,则硫酸铵耗量为:0.1%m02、辅料消耗估计(1)、蒸煮醪所需辅料的估计根据死产本量,连绝蒸煮最先将粉碎本料正在配料调浆罐内与温火混同,加火比普遍为1:3安排,则粉浆量为:正在蒸煮历程中用直交蒸汽加热,正在后死器战睦液分散器减压挥收、热却落温,那样随着蒸煮历程的举止,蒸煮醪量将随时间爆收变更,要确切知讲数量变更必须与热量衡算共时举止,当前按喷射液化连绝蒸煮工艺条件举止估算.调浆的粉浆温度为65℃,将0.8MPa表压的蒸汽与粉浆正在喷射液化器内混同,使粉浆温度赶快降至145℃,而后加进保护罐保温液化5-8min,真空闪蒸热却至95℃后加进液化罐反应约60min后,进真空热却器热却至63℃后糖化30min.搞物量含量w0=86%的玉米比热容为:C0×w0)=1.66 kJ/(kg•k)粉浆搞物量含量:w1蒸煮醪比热容:C1=w1C0 +(1-w1)C w=28.7%×1.66+(1-28.7%)×=3.45 kJ/(kg•k)式中C w ——火的比热容4.18 kJ/(kg•k)由于正在加热热却历程中,蒸煮醪浓度随时间变更,比热也该当有变更,然而变更不大,所以假定蒸煮历程比热容恒定.(Ⅰ)经喷射液化器加热后蒸煮醪量为:——喷射液化器加热蒸汽(0.8MPa)的焓 (kJ/kg)(Ⅱ)经液化保护罐出去的蒸汽醪温度落为℃,量为:式中——液化保护罐的温度为℃下鼓战蒸汽的汽化潜热(kJ/kg)(Ⅲ)经汽液分散器后的蒸煮醪量为:式中2271——汽液分散热却温度为95℃下鼓战蒸汽的汽化潜热 (kJ/kg)(Ⅳ)经真空热却器后最后蒸煮醪液量为:式中2351——真空热却温度为63℃下鼓战蒸汽的汽化潜热(kJ/kg)从估计截止不妨瞅出,粉浆虽然通过多次的加热战热却历程,然而是到糖化锅的醪量并不大的变更(kg战12398kg),那标明只消将蒸煮热却历程的两次蒸汽充分利用,不妨大大缩小酒粗死产历程的热量消耗.(2)、糖化醪与收酵醪所需辅料的估计蒸煮醪正在糖化锅内加进直乳或者液体直,并与部分糖化醪去搞酒母.设收酵中断后老练醪量酒粗含量以10%(V )计,相称于8.01%(w ),蒸馏效用为98%,而且收酵罐酒粗搜捕集器回支酒粗洗火战洗罐用火分别为老练醪量的5%战1%,则每死产1000kg99.18%(w )酒粗的兴品有闭估计如下:(Ⅰ)待蒸馏的老练收酵醪量 F 为:(Ⅱ)进蒸馏塔的老练收酵醪酒粗浓度为:%56.7=%100×8.13392×%98%18.99×1000(w ) (Ⅲ)相映酒母培植战收酵历程搁出两氧化碳量为: 其中收酵历程搁出的占95%.(Ⅳ)若收酵老练醪不计酒粗捕集器战洗罐火量,则老练收酵醪量为:(Ⅴ)按交种量10%估计需要酒母醪量m 0为:(Ⅵ)酒母醪是70%糖化醪,30%补充糖化剂与密释火.需要搞酒母的糖化醪占局部糖化醪的7%.则糖化醪量: 不妨得到正在糖化锅内加进直乳或者液体直量占蒸煮醪量的百分数:3、兴品与兴醪量估计以半直交式酒粗收酵醪蒸馏的三塔过程举止估计.正在醛塔与的酒普遍占兴品酒粗的1.2~3%,所与醛酒量的准则是:包管兴品本量前提下,博得越少越佳,那与支配火仄有闭,当前与醛酒2%,则死产1000kg 兴品酒粗其中醛酒产量为:《酒粗工业脚册》故本量合格兴品酒粗产量:1000-20=980kg纯醇油产量为兴品酒粗的0.3~0.7%,普遍可与0.5%,则纯醇油产量为兴醪应为老练收酵醪中与消部分火战酒粗及其余挥收组分后的残留液,由于是直交蒸汽加热,还要加进蒸汽热凝火.应付于醪塔举止仔细的物料战热量衡算如图图t 4=105℃的浓度与1c ××7.5%) =3.96 kJ/(kg •k)(Ⅳ)老练醪戴进塔的热量为: 611110×71.3=70×96.3×8.13392=F =t c Q kJ(Ⅴ) 蒸馏残留液的固含量:(Ⅵ)蒸馏残留液的比热容为:()()04.4%93.8×378.01×18.4B 378.01×18.4=21=-=-c kJ/(kg •k)(Ⅶ)塔底残留液戴走的热量为:642x 410×77.4105×04.4×8.11246m Q ===t c kJ(Ⅷ)查脚册得50%(V )酒粗蒸汽的焓 i =1965 kJ/kg :则降下蒸汽戴走的热量为:6310×22.41965×0.2146V Q ===i kJ(Ⅸ)加热蒸汽消耗量为:设塔底引进加热蒸汽为0.05MPa (表压),相映的焓为 I kJ/kg根据热量衡算式估计加热蒸汽消耗量为:若与蒸馏历程热益坏Q n 为加热蒸汽供热量的1%,则加热蒸汽消耗量为:()()4.2369%11×18.4×1058.268910×71.3+10×77.4+10×22.4D 666=--= kg(Ⅹ)采与直交蒸汽加热时塔底排出的兴糟量: 2.136164.2369+6.1124D +m x == kg4、10000t/a 玉米淀粉本料焚料酒粗厂物料衡算(1)酒粗兴品日产焚料酒粗量为:10000÷300=33.33t ,与整数为34t/d本量年焚料酒粗总产量为:300×34=10200t/a(2)主要本料玉米粉耗量:×34=106100.4 kg/d×300=31830t/a淀粉酶、糖化酶用量以及蒸煮粉浆量糖化醪、酒母醪、蒸馏收酵醪等每日量战每年量均可得出,衡算截止详睹表。

18万t/a啤酒厂得物料衡算1.工艺流程图2.工艺技术指标及基础数据根据我国啤酒生产现状,有关生产原料配比、工艺指标及生产过程的损失等数据如表1所示。
3.100kg原料(75%麦芽,25%大米)生产12°淡色啤酒的物料衡算(1)热麦汁量据表1可得到原料收率分别为:麦芽收率为: 0.75(100-6)÷100=70.5%大米收率为: 0.92(100-13)÷100=80.04%混合原料收得率为:(0.75⨯70.5%+0.25⨯80.04%)98.5%=71.79%由上述可得100kg混合原料可制得的12°热麦汁量为:(71.79÷12)⨯100=598.3(kg)又知12°麦汁在20℃时的相对密度为1.084,而100℃热麦汁比20℃时的麦汁体积增加1.04倍,故热麦汁(100℃)体积为:(598.3÷1.084)⨯1.04=574(L)(2);冷麦汁量为:574⨯(1-0.075)=531(L)(3)发酵液量为:531(1-0.016)=522.5(L)(4)过滤酒量为:522.5(1-0.015)=514.7(L)(5)成品啤酒量为:514.7(1-0.02)=504.4(L)4.生产100L12°淡色啤酒的物料衡算根据上述衡算结果知,100kg混合原料可生产12°成品啤酒504.4L。
故可得出下述结果:(1)生产100L12°淡色啤酒需耗混合原料量为:(100÷504.4)⨯100=19.83(kg)(2)麦芽耗用量为:19.83⨯75%=14.87(kg)(3)大米耗用量为:19.83-14.87=4.96(kg)(4)酒花耗用量对浅色啤酒,热麦汁中加入的酒花量为0.2%,故酒花耗用量为:(574÷504.4)⨯100⨯0.2%=0.228(kg)(5)热麦汁量为:(574÷504.4)⨯100=113.8(L)(6)冷麦汁量为:(531÷504.4)⨯100=105.3(L)(7)发酵液量为:( 522.5÷504.4)⨯100=103.6(L)(8)过滤酒量为:(514.7÷504.4)⨯100=102.1(L)(9)湿糖化糟量设排出的湿麦糟水分含量为80%,则湿度糟量为:[(1-0.06)(100-75)/(100-80)]⨯14.87=17.47(kg)而湿大米糟量为:[(1-0.13)(100-92)/(100-80)]⨯4.96=1.73(kg)故湿糖化糟量为:17.47+1.73=19.2(kg)(10)酒花糟量设麦汁煮沸过程干酒花浸出率为40%,且酒花糟水分含量为80%,则酒花糟量为:[(100-40)/(100-80)] ⨯0.228=0.684(kg)5.18万t/a12°淡色啤酒的物料衡算表设生产旺季生产150天,每天糖化6次,而淡季则生产130天,每天糖化4次,每年总糖化次数为1420次。

啤酒酿造工艺流程1:原料贮仓 2:麦芽筛选机3:提升机4:麦芽粉碎机5:糖化锅6:大米筛选机7:大米粉碎机8:糊化锅9:过滤槽10:麦糟输送11:麦糟贮罐12:煮沸/回旋槽 13:外加热器 14:酒花添加罐15:麦汁冷却器16:空气过滤器17:酵母培养及添加罐18:发酵罐19:啤酒稳定剂添加罐20:缓冲罐 21:硅藻土添加罐 22:硅藻土过滤机23:啤酒清滤机24:清酒罐25:洗瓶机 26:罐装机27:啤酒杀菌机 28:贴标机 29:装箱机啤酒生产工艺流程示意图啤酒生产工艺过程主要包括原料粉碎、糊化、糖化、过滤、发酵和包装等。
其工艺流程示意图见图下图。
2 原料的制备2。
1 粗选、分选a、粗选供生产啤酒用的大麦,由于含有泥土、砂石、草屑、杂谷或金属等杂质物,所以在浸麦前要采用粗选机将大麦进行清理。
大麦粗选机多为振动筛式,筛体往复运动的振幅大小,可调节偏重块的重量来达到。
物料中的轻杂质由前后风道排出.由于物料在筛上面运动,砂石及其他杂质按其形状的不同分级清理出来,使被加工谷物达到整洁。
b、分选分选目的是进一步清除大麦中的灰尘、麦芒、杂谷、碎麦等夹杂物,并将大麦按麦粒度进行分级。
2.2 浸麦、发芽a、浸麦浸麦是将经精选后的大麦置于浸麦槽中浸渍.精选大麦在用水浸渍过程中,由于浸渍水的循环置换及通入压缩空气,使大麦得到进一步清洗,并排除二氧化碳。
大麦的含水量由原来的13%左右增加至43%~48%,同时麦粒因得到通风而增强了发芽的活力。
b、发芽大麦是酿造啤酒的主要原料,但首先必须将其制成麦芽方能用于酿酒。
大麦在人工控制和外界条件下发芽,大麦发芽后成为绿麦芽.2.3 干燥、除根a、干燥大麦经过粗选、分选、浸渍、发芽后制成的绿麦芽还必须经过干燥将它制成干麦芽,以利于长期贮藏.干燥的目的是使麦芽的含水量从45%左右降至3.5%左右,并通过烘焙而增加麦芽特有的色、香、味,同时使麦根容易脱落。
b、除根经干燥后的干麦芽不能马上用于酿酒,因麦根中含有其它杂质,而且苦味,会破坏啤酒的味道和改变啤酒的色泽,所以必须用除根机除去已干燥的麦根,并利用风力清除其它杂质。

淀粉生产酒精物料衡算1纯淀粉生产酒精如何计算?淀粉水解发酵生成酒精的化学反应方程:(C6H10O5)n十nH26H22O6—→n2C2H O—→nC 5OH十n2CO2↑淀粉葡萄糖酒精分子量:162.14 180.16 92.14(1)设100%的淀粉100kg,理论上产100%的酒精为xKg:则有 x=92.14×100/162.14≈56.82kg即是100kgl00%的淀粉理论上产100%酒精约56.82kg。
(2)100kg100%的淀粉理论上产96%(容量)的酒精为:56.82÷0.9385≈60.54Kg注:0.9385是96%(容量)的酒精换算成100%的酒精的折算系数,即是100kg96%(容量)的酒精中含纯酒精93.85Kg。
(3)100kg100%的淀粉理论上产95%(容量)的酒精为56.82÷0.9241≈61.49kg其中0.9241也是95%(容量)的酒精折算系数。
原理与上相同。
2常用原料的理论产酒精量如何计算?常用原料,是指含有一定淀粉的干原料或鲜原料的理论产酒精的计算,它是先测得原料中含淀粉量,然后将换算成淀粉量后再计算其产酒精量。
例1:含淀粉为63%的苕干100kg,求理论上能产100%的酒精多少kg?根据已知条件可知原料中共有淀粉100×63%=63kg从上面的计算中已经知道100kg淀粉可产100%的酒精56.82kg,所以63kg淀粉可产酒精为xkg,则有x=56.82×63/100≈35.8Kg同理可求得63kg淀粉,产96%(容量)的酒精为38.1kg,产95%(容量)的酒精力38.7kg。
例2:某鲜苕含淀粉为18%,求生产1吨95%(容量)的酒精,理论上需要多少吨鲜苕?设生产1吨95%(容量)的酒精需淀粉为xkg,根据100kg淀粉可产95%(容量)的酒精61.49kg可得x=100×1000/61.49≈1626.3kg所以需含淀粉为18%的鲜苕为:1626.3÷18%≈9035kg=9.035吨即生产1吨95%(容量)的酒精,理论上需要含淀粉18%的鲜苕9.035吨。


年产30万吨啤酒厂工艺设计和物料衡算热凝固物回收主要是在煮沸锅中,达到一定煮沸强度后,麦汁会产生热凝固物,,这其中含有大量酒花物质,可以将其加入过滤槽中,随着麦汁的过滤,就可以使一部分酒花物质进入麦汁……酵母中回收啤酒主要有板筐压虑机,振动式膜分离机和叉流过滤机,前者酵母破碎严重,第二个价格太贵,第三个即便宜又好用。
主要是使酵母液在陶瓷膜孔上做切向运动,清液能从孔中滤出,叉流过滤机主要通过压差控制回收量2.1.1原料加工处理;啤酒酿造需要四种原料:大麦、酒花、水和酵母。
这些原料的质量决定着所生产啤酒的质量。
了解这四种原料的特性及其对工艺的影响,是对起进行加工处理的前提,只有这样才能有针对性地进行工艺控制。
2.1.1.1麦芽的制备大麦为啤酒酿造提供必需的淀粉,这些淀粉在啤酒厂的糖化车间被转变成可发酵性浸出物。
种植适合酿造啤酒的大麦品种非常重要,因为这些这些大麦制成的麦芽,浸出物含量很高。
麦芽有大麦制成,制麦芽的目的是在大麦颗粒中形成酶并使大麦颗粒中的某些物质发生转化。
因此大麦需要发芽并只能发芽一段时间。
有大麦制成的麦芽,其外表几乎和大麦一样。
麦芽的制造包括如下几个步骤:大麦进厂接受,清选,分级和输送;大麦的干燥与储存;大麦浸泡;发芽;麦芽干燥;干燥后的麦芽处理;2.1.1.2原料的称量本设计的投料量比较大,所以用传统的倾翻计量称就不再适用,本设计里面使用的是电子计量称,该称为了能够准确的称量,投料过程不能太快,它分为:前容器,称重容器和后容器。
2.1.1.3麦芽的粉碎糖化是为使麦芽中的酶尽可能作用并分解麦芽中的内容物,麦芽必须粉碎。
粉碎是一个机械破碎过程。
在这一过程中,必须保护麦皮,因为麦皮将作为过滤槽中的过滤介质。
糖化是要尽可能是酶与麦芽内容物接触并分解。
对此需将麦芽粉碎,粉碎的越细,则酶的作用面就越大,也能更好地对内容物进行分解。
麦芽粉碎越细,麦糟体积就越小;麦芽粉碎越细,麦糟层的渗透性就越差,麦糟就越快被吸紧,过滤时间就越长。

物料衡算年产量为10000000kg 每年检修37天则每小时的生产能力为10000000/(24*(365-37))=1270kg/h PV=nRT所以流量:V=1270*8.31*473.15/(46*101)=1075m3/h每小时需95%酒精99.9*1270/95=1335kg1.吸附PV=nRT=mRT/M原料液的平均分子质量M=M水*5%+M乙醇*95%=45.16∴流量:V=1335*8.31*473.15/(45.16*101.3)=1147m3/h被吸附的水量为1335*5%-1270*0.1%=65kg/h塔设为Ф1000mm×2000mm的塔,装3000kgMS4A,1/16英寸,粒状(分子筛)4A 分子筛的吸附热为1200千卡/公斤水分子筛的有效吸附容量为70%则吸附热引起的升温可由下式算出:Q=(CG V+CSW)T=(0.480*1147+0.2*2100)*T1=65*1200解之得T1=80o C上式中V是流量 m3/h;W是吸附剂量 kg;C G 是95%酒精气体比热千卡/米 3 o C; CS是吸附剂比热估算穿透时间:∵T1=80C则此温度下的饱和水蒸气压P1=47.379kPa原料气的绝对湿度H=5*18/95*46=0.02H=18po /45.16*(P-po)则水蒸气分压po=4.78kPa∴吸附层相对湿度φ=po /p1=4.78/47.379=10%查《吸附的基础与设计》P153图有:吸附量qo=0.14kg水/kg吸附剂∵吸附带长度Za =u*Nof/Kfav取Kf av=4.0/s NOF=4.6表观流量u=V/s=1147/(3.14*0.52*3600*10-6)=40.5cm/s∴Za =u*Nof/Kfav=40.5*4.6/4.0=46.6cmf(c)=qo (1-Za/2Z)=qo(1-46.6/2*200)=0.884qo其中Z为塔高 cm∴穿透吸附容量f(c)=0.884*0.14=0.124则穿透时间TB=2100*0.124/65=4.0小时2.解析dσ=dw*MA *p/MD(P-p)------------《吸附的基础与设计》P169∴σ/w=MA p/MD(P-p)-----σ解吸的吸附剂量,公斤; w解吸剂量,公斤;MD吸附剂分子筛分子量; MA解析剂空气分子量; P总压,kPa;p吸附组分分压,kPa4A分子筛的分子式为Na2O.AL2O3.2.0SiO2.4.5H2O 则MD=373∴σ=2100*28*14/373(101.3-47.379)=25.3kg取解析时间为1h则热空气qm=25.3kg/hQv=25.3*8.31*473.15/(29*101.3)=33.85m3/h能量衡算无水酒精产量 1270kg/h每小时需要工业酒精量99.9*1270/95=1335kgV=1335*8.31*473.15/(45.16*101.3)=1147m3/h(分子筛效率按100%算)热空气qv=25.3kg/h ——(由物料衡算)基础物性资料1.换热器原料(工业酒精) 25℃→78.8℃产品(无水酒精)220℃→ T?(220℃由分子筛算得)基准温度 25 ℃输入:原料 1335*3.012*(25-25)=0(kJ)产品 1270*2.004*(220-25)= 496290.6(kJ)输出:原料 1335*3.012*(78.8-25)=216330.9(kJ)产品 1270*2.004*(T-25)输入=输出所以 T=135℃2.冷凝器冷凝水量W1(kg/h);基准温度25℃冷凝水 25℃→65℃产品 135℃→50℃输入:冷却水 W1*4.184*(25-25)=0产品1270*2.004*(135-78.4)+1270*1472.6+1270*2.950*(78.4-25)=2214316.6kJ输出:冷却水 W1*4.184*(65-25)产品 1270*2.950*(50-25)=93662.5 kJ所以 W1=12671.2 kg/h3.蒸发器蒸发器把饱和液体变成饱和气体供给能量Q1 基准温度78.8℃输入:加热能量Q1原料 1335*3.012*(78.8-78.8)=0输出:原料 1335*3.012*(78.8-78.8)+1406*1511.8=2018253kJ所以 Q1=2018253kJ4.过热器把原料气升到140℃基准温度 78.8℃输入:原料 1335*2.008*(78.8-78.8)=0加热能量Q2输出:原料 1335*2.008*(140-78.8)=164057.6kJ所以Q2=164057.6kJ5.分子筛(吸附粗略)残留在分子筛上的水由物料守恒可得为1335*5%-1270*0.1%=65kg/h4A分子筛的吸附热为1200千卡/公斤水,分子筛的有效吸附容量为70%,则吸附热引起的升温可由下式算出:Q=(CG V+CSW)△T=(0.480*1147+0.2*2100)*△T=65*1200 解之得△T=80℃,所以出分子筛的酒精气体温度为220℃上式中V是流量 m3/h;W是吸附剂量 kg;CG 是气体比热千卡/千克℃; CS是吸附剂比热——《吸附的基础与设计》基准温度140℃输入:原料 1335*2.008*(140-140)=0吸附热 Q3输出:产品1270*2.004*(220-140)=203606.4kJ水分 65*4.184*(220-140)=21756.8所以Q3=225363.2kJ脱附系统1.分子筛220℃空气通过分子筛,带走水分和被吸附的的酒精基准温度:220℃输入:空气:25.3*1.4*(220-220)=0水:65*4.184*(220-220)=0输出:空气:25.3*1.4*(T-220)水:65*4.184*(T-220)脱附热:15369kJ(经验)输入=输出所以T=170℃2.冷凝器把湿空气降到80度冷凝水量W2,基准温度:80℃输入:空气:25.3*1.4*(170-80)=3187.8kJ 水:65*4.184*(170-80)=24476.4kJ 冷凝水:W2*4.184*(25-80)输出:空气:25.3*1.4*(80-80)=0水:65*4.184*(80-80)=0冷凝水:W2*4.184*(55-80)输入=输出所以W2=220.4kg。

七、年产10万吨酒精工厂设计(蒸煮糖化车间)物料衡算生物0714(郭城,理章,刘剑,清凉,扬青,子超)基础数据:生产规模:100,000吨/年 产品规格:国标食用酒精生产方法:以薯干为原料,双酶糖化,连续蒸煮,间歇发酵;三塔蒸馏 副产品:次级酒精(成品酒精的3.8%)杂醇油(成品酒精的0.7%) 原料:薯干(含淀粉70%,水分12%)酶用量: 高温淀粉酶(25,000U /m1):10 U /g 原料糖化酶(150,000U /m1):200 U /g 原料(糖化醪);350U /g 原料(酒母醪) 硫酸铵用量:6.8kg /吨酒精 硫酸用量:5.4kg /吨酒精 蒸煮醪粉料加水比:1:2.3 酵成熟醪酒精含量:12%(V)酒母醪接种量: 糖化醪的10%(V)酒母醪的组成:67%为液化蒸煮醪,33%为糖化剂与水 发酵罐酒精捕集器用水:发酵成熟醪6% 发酵罐洗罐用水:发酵成熟醪的1.5% 生产过程淀粉总损失率:10% 蒸馏效率:98%全年生产天数:320天1、原料消耗的计算(1)淀粉原料生产酒精的总化学反应式为: 糖化:162 18 180 发酵:180 46×2 44×2(2)生产1000㎏无水酒精的理论淀粉消耗量为(理论上生产1000㎏无水酒精所耗淀粉量):2X107X162/92=3.52X107(3)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于92.41%(质量分数)): 1760.9x92.41%=1627.2kg(4)生产1000㎏食用酒精实际淀粉消耗量:表5-4 生产过程各阶段淀粉损失612625106)OH nC O nH O H C n (252612622COOH H C O H C +→生产过程损失原因淀粉损失(%)备注原料处理粉尘损失0.40蒸煮淀粉残留及糖分破坏0.50发酵发酵残糖 1.50发酵巴斯德效应 4.00发酵酒汽自然蒸发与被CO2带走1.30 若加酒精捕集器,此项损失降为0.30%蒸馏废糟带走等 1.85总计损失9.55则生产1000㎏食用酒精需淀粉量为:1627.2/(100%-8.55%)=1779.3kg(5)生产1000㎏食用酒精薯干原料消耗量薯干含淀粉70%,则1000kg酒精薯干量为:1779.3/70%=2541.9kg若为液体曲,则曲中含有一定淀粉量(G1),则薯干用量为:(1779.3-G1)/70% (6)α-淀粉酶消耗量薯干用量:2541.9kg;单位量原料消耗α-淀粉酶量:10u/g则用酶量为:2541.9X103X10/2000=12.71X103g=12.71kg(7)糖化酶耗量酶活力:20000u/g;使用量:200u/g则酶用量:2541.9x103x200/20000=25.42x103g=25.42kg酒母糖化酶用量(350u/g原料,10%酒母用量):2541.9X10%x67%X350/20000=2.98KG(8)硫酸铵耗用量: 1000X6.8=6.8KG(9)硫酸耗用量:1000X5.4=5.4KG2、蒸煮醪量的计算淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2.3),则粉浆量为:2541.9X(1+2.3)=8388KG假定用罐式连续蒸煮工艺,混合后粉浆温度为50ºC,应用喷射液化器使粉浆迅速升温至88ºC,然后进入罐式连续液化器液化,再经115ºC高温灭酶后,在真空冷却器中闪蒸冷却至63ºC后入糖化罐。

1、全厂物料衡算内容:原料消耗计算、中间产物量计算、成品及副产品量计算。
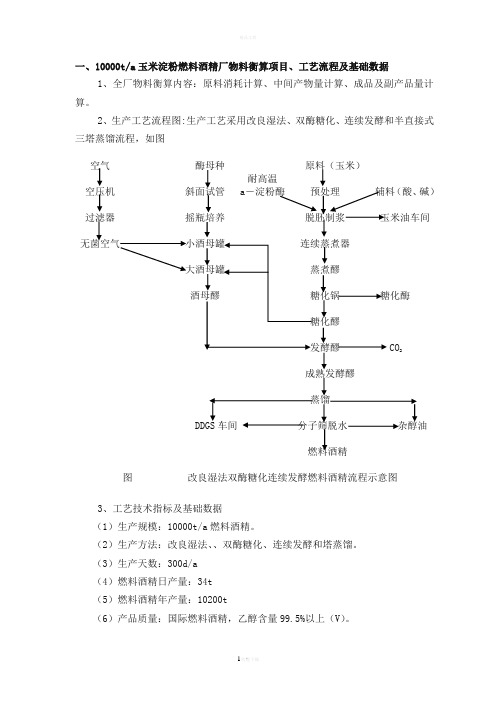
2、生产工艺流程图:生产工艺采用改良湿法、双酶糖化、连续发酵和半直接式三塔蒸馏流程,如图空气酶母种原料(玉米)耐高温空压机斜面试管 a-淀粉酶预处理辅料(酸、碱)过滤器摇瓶培养脱胚制浆玉米油车间无菌空气小酒母罐连续蒸煮器大酒母罐蒸煮醪酒母醪糖化锅糖化酶糖化醪发酵醪 CO2成熟发酵醪蒸馏DDGS车间分子筛脱水杂醇油燃料酒精图改良湿法双酶糖化连续发酵燃料酒精流程示意图3、工艺技术指标及基础数据(1)生产规模:10000t/a燃料酒精。
(2)生产方法:改良湿法、、双酶糖化、连续发酵和塔蒸馏。
(3)生产天数:300d/a (4)燃料酒精日产量:34t (5)燃料酒精年产量:10200t(6)产品质量:国际燃料酒精,乙醇含量%以上(V )。
(7)主原料:国内酒精企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,水分14%。
(8)酶用量:耐高温α-淀粉酶用量8u/g 原料,糖化酶用量为100u/g 原料, 酒母糖化醪用糖化酶量200u/g 原料。
(9)硫酸铵用量:8kg/t 酒精(提供氮源)。
(10)硫酸用量:t 酒精(调节pH)。
二、10000t/a 玉米淀粉燃料酒精厂全厂总物料衡算 1、原料消耗计算现以生产%(V )成品酒精1000kg 作为计算的基准。
(1)淀粉原料生产乙醇的总化学反应式为:6105n 26126252(C H O )+nH O nC H O 2C H OH+2CO →→(4-2-1)糖化阶段:6105n 26126(C H O )+nH O nC H O → (4-2-2)162 18 180 发酵阶段:6126252C H O 2C H OH+2CO → (4-2-3)180 2×46 2×44(2)每生产1000kg 燃料酒精的理论淀粉消耗量:由式(4-2-2)和(4-2-3)可求得理论上生产1000kg 燃料酒精(%(V)的燃料酒精相当于%(W))所消耗淀粉量为:(3)生产1000kg 燃料酒精实际淀粉耗量:实际上,整个年产过程经历的各工序,如原料处理、发酵及蒸馏等,要经过复杂的物理化学和生物化学反应,所以产品得率必然低于理论产率。

100 kg原料(麦芽+大米)生产12°淡色啤酒的物料衡算1、热麦汁量(1)原料麦芽收得率:75%×(1-6%)=70.5%(2)辅料大米收得率:95%×(1-13%)=82.65%(3)混合原料收得率:(70%×70.5%+30%×82.65%)×98.5%=73.03%(4)100 kg原料生产12°热麦汁量:73.03/12×100=608.61 kg(5)100 kg原料生产12°热麦汁体积:608.61/1.047×1.04=604.54 L,其中1.047为12°麦汁在20 ℃的密度,1.04为100 ℃麦汁比20 ℃麦汁的体积增加倍数2、冷麦汁量:604.54×(1-7%)=562.22 L3、发酵液量:562.22×(1-1.5%)=553.79 L4、过滤酒量:553.79×(1-2%)=542.71 L5、成品啤酒:542.71×(1-2%)=531.86 L6、颗粒酒花使用量选用质量较好,含α-酸较高的颗粒酒花,一般在热麦汁中加2-1.5 kg/t颗粒酒花,选择加酒花1.5 kg/t,即100 L热麦汁加0.15 kg的颗粒酒花0.15/100×604.54=0.907 kg7、湿糖化槽量糖化槽含水80%,则湿麦槽量:100×70%×(1-6%)(1-75%)/(1-80%)=82.25 kg大米槽量:100×30%×(1-13%)(1-95%)/(1-80%)=6.525 kg糖化槽量=82.25+6.525=88.775 kg8、酵母量湿酵母泥含水分85%,生产100 kg啤酒可得2 kg湿酵母泥,其中一半做为生产接种用,一半做为干酵母酵母含固形物量=531.86/100×1×(1-85%)=0.798 kg含水分7%的酵母量:0.798/(1-7%)=0.858 kg9、CO2含量12°冷麦汁562.22 L中浸出物量:1.047×562.22×12%=70.634 kg设麦汁真正发酵度为65%则可发酵浸出物量:70.634×65%=45.912 kg麦芽糖发酵的化学反应式为C12H22O11 + H2O = 2C6H12O62C6H12O6 = 4C2H5OH + 4CO2 + 233.3 kJ设麦汁的浸出物均为麦芽糖构成则CO2的生成量:45.912×4×44/342=23.627 kg设12°啤酒含CO2为0.4%,则酒中含CO2量为:531.86×1.047×0.4%=2.227 kg则释出的CO2量为:23.627-2.227=21.4 kg常压下1 m3 CO2重1.832 kg,所以游离CO2容积为21.4/1.832=11.68 m310、空瓶用量:531.86/0.64×1.015×0.6=506.10 个11、瓶盖用量:531.86/0.64×1.01×0.6=503.61 个12、空罐用量:531.86/0.355×1.015×0.25=380.17 个13、商标用量:531.86/0.64×1.001×0.6=499.12 张14、空桶用量:531.86/30×1×0.15=2.66 个生产100 L12°啤酒的物料衡算根据上述衡算可知,100 kg混合原料生产12°成品啤酒531.86 L,故1、生产100 L12°啤酒所需混合原料量:100/531.86×100=18.80 kg2、麦芽用量18.80×70%=13.16 kg3、大米用量18.80×30%=5.64 kg4、热麦汁量100×604.54/531.86=113.67 L5、冷麦汁量100×562.22/531.86=105.71 L6、发酵液量100×553.79/531.86=104.12 L7、过滤酒量100×542.71/531.86=102.04 L8、成品啤酒量100×531.86/531.86=100 L9、酒花用量100×604.54/531.86×0.15%=0.170 kg10、湿糖化槽量18.80/100×88.75=16.69 kg11、酵母量18.80/100×0.858=0.16 kg12、CO 量18.80/100×11.68=2.20 m313、空瓶用量100/0.64×1.015×0.6=95.156 个14、空罐用量100/0.355×1.015×0.25=71.472 个15、瓶盖用量100/0.64×1.01×0.6=94.688 个16、商标用量100/0.64×1.001×0.6=93.844 张17、空桶用量100/30×1×0.15=0.5 个年产3万吨12°淡色啤酒物料衡算(以下计算为每天产量)由于是南方地区,夏、冬两旺、淡季的区别不是很明显,故取每月产量相。

第四章年产20万吨啤酒厂物料衡算第一节、基础数据啤酒生产基础数据啤酒国家级企业标准(大型厂)说明1、企业考核不分大中小型,均以大型厂标准执行。
2、本标准中要考核的各项指标为全厂性的指标,考核时不分桶酒和瓶酒,主要原因是目前资料都未分,且桶酒产量不大。
3、资金利税率未分大中小型企业,考虑到小厂虽然利润稍低,但占有资金也少,特别是固定资金平均余额低,所以大中小厂应一样。
4、优质酒执行国家标准GB-4927-85;普通酒执行轻工业部标准QB-936-84。
5、对于煤耗,由于地理条件不同,考核标准中的煤耗也可按如下计算:东北地区长春以北增加20%,长春以南增加10%,华北西北增加5%。
第二节、100千克原料生产12°淡色啤酒的物料衡算1、热麦汁量麦芽收率:0.75×(1-0.05)×(1-0.0035)=71.0%大米收率:0.95×(1-0.13)×(1-0.0030)=82.4%混和原料收得率:(0.65×71.0%+0.35×82.4%)×98.5%=73.86%由上述可知100kg混合原料可制得的12 °热麦汁为:73.86÷12×100=615.54kg又知12°麦汁在20时的相对密度为1.047,而100℃热麦汁比20℃时的麦汁体积增加1.04倍,故热麦汁(100℃)体积为:615.54÷1.047×1.04=611.43 L2、冷麦汁量为:611.43×(1-0.05)=580.86 L3、发酵液量为:580.86×(1-0.015)=572.15 L4、滤过酒量:572.15×(1-0.015)=563.57 L5、成品酒量:563.57×(1-0.02)=552.30 L6、吨酒耗粮为:100/0.55230×1.012=178.91 kg/t酒7、湿麦糟量:设排出的湿麦糟水分含量为80%,则湿麦糟量为:【100×65%×(1-0.05)×(1-0.75)+100×35%×(1-0.13)×(1-0.95)】/(1-0.8)=84.83 kg8、酒花量:对浅色啤酒,热麦汁中加入的酒花量为0.2%,酒花耗量为:611.43×0.2%=1.2229 kg9、酒花糟量:设酒花在麦汁中浸出率为40%,酒花糟中水分含量以80%计,酒花糟量为:1.2229×(1-0.4)/(1-0.8)=3.6686 kg10、酵母泥产量:取酵母泥中含水80%,产率转换为2%,则酵母泥产量为:580.86×2%=11.6172 kg11.6172%(1-80%)=2.323 kg11、CO2量:C12H22O11+H2O == 2C2H5OH + 4CO2 + QCO2生成量为:4×44/342×0.12×580.86×61%=21.88 kg式中:61%——实际发酵度0.12——12度冷麦汁44——CO2的分子量342——麦芽糖的分子量设CO2在啤酒中的溶解度为0.4%,则啤酒中含量为:572.15×0.4%=2.289 kg游离的CO2量为:21.88-2.29=19.59 kg20℃时,CO2的密度为1.834 kg/m3,则体积为:19.59 /1.834=10.69 m312、空瓶需用量:设损失率为0.5%,选用640 ml的空瓶552.30 /0.640 ×(1+0.5%)=867.3 个13、瓶盖需用量:设损失率为1%,867.3×(1+1%)=876.0 个14、商标用量:设商标损失率为1%,867.3×(1+1%)=876.0 张第三节生产100 ml 12°p淡色啤酒的物料衡算1、生产100 ml 12°p淡色啤酒需用混合原料量为: 100×100 /552.30=18.11 kg2、麦芽耗用量为:18.11×65%=11.77 kg3、大米耗用量为:18.11×35%=6.34 kg4、酒花耗用量为:对浅色啤酒,热麦汁中加入酒花量为0.2%100×611.43/552.30×0.2%=0.2214 kg5、热麦汁量为:100×611.43/552.30=110.7 L6、冷麦汁量为:100×580.86/552.30=105.17 L7、发酵液量为:100×572.15/552.30=103.59 L8、滤过酒量为:100×563.57/552.30=102.04 L9、成品酒量为:100×552.30/552.30=100 L10、湿糖化糟量为:设排出的湿麦糟含水80%,则湿麦糟量为:11.77×(1-5%)×(1-75%)/(1-80%)=13.98 kg湿大米糟量为:6.34×(1-13%)×(1-95%)/(1-80%)=1.38 kg湿糖化糟量为:13.98+1.38=15.36 kg11、湿酒花糟量为设酒花在麦汁中浸出率为40%,酒花糟中水分含量以80%计,酒花糟量为:0.2214×(1-40%)/(1-80%)=0.6642 kg12、酵母泥产量为:取酵母泥中含水80%,产率转换为2%,则酵母泥产量为:105.17×2%×(1-80%)=0.421 kg13、CO2产量为:C12H22O11+H2O == 2C2H5OH + 4CO2 + QCO2生成量为:4×44/342×0.12×105.17×61%=3.96 kg式中:61%——实际发酵度0.12——12度冷麦汁44——CO2的分子量342——麦芽糖的分子量设CO2在啤酒中的溶解度为0.4%,则啤酒中含量为: 103.59×0.4%=0.42 kg游离的CO2量为:3.96-0.42=3.54 kg20℃时,CO2的密度为1.834 kg/m3,则体积为:3.54 /1.834=1.93 m314、空瓶耗用量:选用640 ml 瓶,损失率0.5%100/640×(1=0.5%)=157.0 个15、瓶盖耗用量:损失率1%,157.0×(1+1%)=158.6 个16、商标耗用量:损失率1%,157.0×(1+1%)=158.6 张第四节糖化一次定额量设该工厂全年工作日为360天,淡季180天,每天糖化4次;旺季180天,每天糖化6次,全年总糖化1800次。
一、10000t/a玉米淀粉燃料酒精厂物料衡算项目、工艺流程及基础数据1、全厂物料衡算内容:原料消耗计算、中间产物量计算、成品及副产品量计算。
2、生产工艺流程图:生产工艺采用改良湿法、双酶糖化、连续发酵和半直接式三塔蒸馏流程,如图空气酶母种原料(玉米)耐高温空压机斜面试管a-淀粉酶预处理辅料(酸、碱)过滤器摇瓶培养脱胚制浆玉米油车间无菌空气小酒母罐连续蒸煮器大酒母罐蒸煮醪酒母醪糖化锅糖化酶糖化醪发酵醪CO2成熟发酵醪蒸馏DDGS车间分子筛脱水杂醇油燃料酒精图改良湿法双酶糖化连续发酵燃料酒精流程示意图3、工艺技术指标及基础数据(1)生产规模:10000t/a燃料酒精。
(2)生产方法:改良湿法、、双酶糖化、连续发酵和塔蒸馏。
(3)生产天数:300d/a(4)燃料酒精日产量:34t(5)燃料酒精年产量:10200t(6)产品质量:国际燃料酒精,乙醇含量99.5%以上(V )。
(7)主原料:国内酒精企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,水分14%。
(8)酶用量:耐高温α-淀粉酶用量8u/g 原料,糖化酶用量为100u/g 原料, 酒母糖化醪用糖化酶量200u/g 原料。
(9)硫酸铵用量:8kg/t 酒精(提供氮源)。
(10)硫酸用量:5.5kg/t 酒精(调节pH)。
二、10000t/a 玉米淀粉燃料酒精厂全厂总物料衡算1、原料消耗计算现以生产99.5%(V )成品酒精1000kg 作为计算的基准。
(1)淀粉原料生产乙醇的总化学反应式为:6105n 26126252(C H O )+nH O nC H O 2C H OH+2CO →→(4-2-1)糖化阶段:6105n 26126(C H O )+nH O nC H O → (4-2-2)162 18 180 发酵阶段:6126252C H O 2C H OH+2CO → (4-2-3)180 2×46 2×44(2)每生产1000kg 燃料酒精的理论淀粉消耗量:由式(4-2-2)和(4-2-3)可求得理论上生产1000kg 燃料酒精(99.5%(V)的燃料酒精相当于99.18%(W))所消耗淀粉量为:(3)生产1000kg 燃料酒精实际淀粉耗量:实际上,整个年产过程经历的各工序,如原料处理、发酵及蒸馏等,要经过复杂的物理化学和生物化学反应,所以产品得率必然低于理论产率。
据实际生产经验,生产中各过程各阶段淀粉损失率如表4-1所示。
表4-1 生产过程淀粉损失一览表因此,一般在整个生产过程中淀粉利用率在91~92%之间,若以上表为依据,淀粉利用率为91.45%计算,每生产1000kg 燃料酒精实际淀粉耗量为:kg 8.1909%55.8%1005.1746=-这个原料的淀粉出酒率为52.36%,属于中等水平。
(4)生产1000kg 燃料酒精干玉米原料消耗量:根据基础数据给出,国内酒精企业玉米粉(脱胚去皮)淀粉含量68%,利用率为80%-92%,取90%计算,则每生产1000kg 燃料酒精需要的玉米量为:kg 6.3120=%90×%688.1909 生产1000kg 燃料酒精所需要的淀粉应包括糖化剂内所含的淀粉,这样以玉米为原料需要量为: %8.19090A G G ''-=式中 'G ——每生产1000kg99.5%(V)燃料酒精的原料量,kg ; A —— 每100kg 原料其中所含淀粉量,kg ;G '——每生产1000kg 燃料酒精需要糖化剂所消耗的淀粉量,kg ; 在生产中往往需要计算淀粉的出酒率,以便于了解生产情况和评价生产水平,淀粉出酒率的计算式如下:100'%'oP G A G η⨯=⨯+式中 P ——包括各种不同等级生产成品酒精的数量,kg ;'G ——每生产1000kg99.5%(V)燃料酒精的原料量,kg ;'o G ——每生产1000kg 燃料酒精需要糖化剂所消耗的淀粉量,,kg ; (5)耐高温α-淀粉酶耗量: 本设计选用酶活力为20000u/g 的α-淀粉酶使淀粉液化,促进糊化,可减少蒸汽消耗。
耐高温α-淀粉酶消耗量按8u/g 原料计算。
则用酶量为:kg 248.1=200008×10×6.31203 (6)糖化酶耗量:本设计选用糖化酶活力为100000u/g ,使用量为100u/g原料,则糖化酶消耗量为:kg 121.3100000100106.31203=⨯⨯ 此外,糖化酶耗量还包括酒母糖化酶。
用量为200u/g 原料计,且酒母用量为10%,则酒母糖化酶耗量: kg 437.0100000200%70%106.3120=⨯⨯⨯式中70%为酒母的糖化液占70%,其余为稀释水和糖化计 则糖化酶耗量为3.558kg(7) 硫酸铵耗量:硫酸铵用于酒母培养基的氮源补充,其用量为酒母的0.1%,设酒母醪量为m 0,则硫酸铵耗量为:0.1%m 02、辅料消耗计算(1)、蒸煮醪所需辅料的计算根据生产实际,连续蒸煮首先将粉碎原料在配料调浆罐内与温水混合,加水比一般为1:3左右,则粉浆量为:()kg 4.12482=3+1×6.3120在蒸煮过程中用直接蒸汽加热,在后熟器和气液分离器减压蒸发、冷却降温,这样随着蒸煮过程的进行,蒸煮醪量将随时间发生变化,要确切知道数量变化必须与热量衡算同时进行,现在按喷射液化连续蒸煮工艺条件进行估算。
调浆的粉浆温度为65℃,将0.8MPa 表压的蒸汽与粉浆在喷射液化器内混合,使粉浆温度迅速升至145℃,然后进入维持罐保温液化5-8min ,真空闪蒸冷却至95℃后进入液化罐反应约60min 后,进真空冷却器冷却至63℃后糖化30min 。
干物质含量w 0=86%的玉米比热容为:C 0=4.18×(1-0.7w 0)=1.66 kJ/(kg •k) 粉浆干物质含量: w 1=0.86/3 =28.7% 蒸煮醪比热容:C 1=w 1C 0 +(1-w 1)C w=28.7%×1.66+(1-28.7%)×4.18 =3.45 kJ/(kg •k)式中 C w ——水的比热容4.18 kJ/(kg •k)由于在加热冷却过程中,蒸煮醪浓度随时间变化,比热也应该有变化,但变化不大,所以假定蒸煮过程比热容恒定。
(Ⅰ)经喷射液化器加热后蒸煮醪量为:()kg 2.1409018.4×1459.274865145×45.3×4.12482+4.12482=--式中 2748.9 ——喷射液化器加热蒸汽(0.8MPa )的焓 (kJ/kg ) (Ⅱ) 经液化维持罐出来的蒸汽醪温度降为138.2℃,量为:()kg 5.139225.21492.138145×45.3×1.140761.14076=--式中 2149.5——液化维持罐的温度为138.2℃下饱和蒸汽的汽化潜热 (kJ/kg )(Ⅲ)经汽液分离器后的蒸煮醪量为:()kg 8.130080.2271952.138×45.3×5.139225.13922=--式中 2271——汽液分离冷却温度为95℃下饱和蒸汽的汽化潜热 (kJ/kg ) (Ⅳ) 经真空冷却器后最终蒸煮醪液量为: ()kg 0.1239823516395×45.3×8.130088.13008=--式中 2351——真空冷却温度为63℃下饱和蒸汽的汽化潜热 (kJ/kg ) 从计算结果可以看出,粉浆虽然经过多次的加热和冷却过程,但是到糖化锅的醪量并没有大的变化(12482.4kg 和12398kg ),这表明只要将蒸煮冷却过程的二次蒸汽充分利用,可以大大减少酒精生产过程的热量消耗。
(2)、糖化醪与发酵醪所需辅料的计算蒸煮醪在糖化锅内加入曲乳或液体曲,并取部分糖化醪去做酒母。
设发酵结束后成熟醪量酒精含量以10%(V )计,相当于8.01%(w ),蒸馏效率为98%,而且发酵罐酒精搜捕集器回收酒精洗水和洗罐用水分别为成熟醪量的5%和1%,则每生产1000kg99.18%(w )酒精的成品有关计算如下:(Ⅰ)待蒸馏的成熟发酵醪量 F 为: ()kg 8.13392=%1+5+100×%01.8×%98%18.99×1000=F(Ⅱ)入蒸馏塔的成熟发酵醪酒精浓度为:%56.7=%100×8.13392×%98%18.99×1000(w )(Ⅲ)相应酒母培养和发酵过程放出二氧化碳量为: kg 0.968=4644×%98%18.99×1000其中发酵过程放出的占95%。
(Ⅳ)若发酵成熟醪不计酒精捕集器和洗罐水量,则成熟发酵醪量为:()kg 7.12634=%1+5+1008.13392 (Ⅴ)按接种量10%计算需要酒母醪量m 0为: ()kg 6.1236=%10×%10+1000.968+7.12643=m 0(Ⅵ)酒母醪是70%糖化醪,30%补充糖化剂与稀释水。
需要做酒母的糖化醪占全部糖化醪的7%。
则糖化醪量:()kg 7.13231=%70×6.1236+%10+1000.968+7.12634 可以得到在糖化锅内加入曲乳或液体曲量占蒸煮醪量的百分数: %72.6=%100×0.123980.123987.13231-3、成品与废醪量计算以半直接式酒精发酵醪蒸馏的三塔流程进行计算。
在醛塔取的酒一般占成品酒精的1.2~3%,所取醛酒量的原则是:保证成品质量前提下,取得越少越好,这与操作水平有关,现在取醛酒2%,则生产1000kg成品酒精其中醛酒产量为:《酒精工业手册》kg 20=%2×1000 故实际合格成品酒精产量:1000-20=980kg杂醇油产量为成品酒精的0.3~0.7%,一般可取0.5%,则杂醇油产量为kg 5%5.01000=⨯废醪应为成熟发酵醪中除去部分水和酒精及其它挥发组分后的残留液,由于是直接蒸汽加热,还要加入蒸汽冷凝水。
应对醪塔进行详细的物料和热量衡算如图图 醪塔物料热量衡算图设进塔醪液(F )进醪温度为t 1=70℃,塔底排醪温度为t 4=105℃,成熟醪内含固量为B 1=7.5%,塔顶上升酒精蒸汽的浓度取50%(V)即47.18%(w )计算。
(Ⅰ)醪塔上升蒸汽量为:kg 0.2146=%18.47%56.7×8.13392=V(Ⅱ)残留液量为:kg 8.11246=0.21468.13392=m x -(Ⅲ)根据计算发酵醪比热的经验公式()1195.0019.1×18.4=B c -成熟醪的比热容为:1c =4.18×(1.019-0.95×7.5%) =3.96 kJ/(kg •k)(Ⅳ)成熟醪带入塔的热量为:611110×71.3=70×96.3×8.13392=F =t c Q kJ (Ⅴ) 蒸馏残留液的固含量:%93.8=8.11246%5.7×8.13392m F =x 12=B B(Ⅵ)蒸馏残留液的比热容为:()()04.4%93.8×378.01×18.4B 378.01×18.4=21=-=-c kJ/(kg •k) (Ⅶ)塔底残留液带走的热量为:642x 410×77.4105×04.4×8.11246m Q ===t c kJ (Ⅷ)查手册得50%(V )酒精蒸汽的焓 i =1965 kJ/kg : 则上升蒸汽带走的热量为:6310×22.41965×0.2146V Q ===i kJ (Ⅸ)加热蒸汽消耗量为:设塔底引入加热蒸汽为0.05MPa (表压),相应的焓为 I =2689.8 kJ/kg 根据热量衡算式计算加热蒸汽消耗量为: 4w 1n 43I Q Q +Q +Q D t c --=若取蒸馏过程热损失Q n 为加热蒸汽供热量的1%,则加热蒸汽消耗量为:()()4.2369%11×18.4×1058.268910×71.3+10×77.4+10×22.4D 666=--=kg (Ⅹ) 采用直接蒸汽加热时塔底排出的废糟量:2.136164.2369+6.1124D +m x ==kg 4、10000t/a 玉米淀粉原料燃料酒精厂物料衡算(1)酒精成品日产燃料酒精量为:10000÷300=33.33t ,取整数为34t/d 实际年燃料酒精总产量为:300×34=10200t/a (2)主要原料玉米粉耗量:日耗量为: 3120.6×34=106100.4 kg/d 年耗量: 106100.4×300=31830t/a淀粉酶、糖化酶用量以及蒸煮粉浆量糖化醪、酒母醪、蒸馏发酵醪等每日量和每年量均可得出,衡算结果详见表表10000t/a 玉米淀粉原料燃料酒精厂物料衡算表()()()()()()。