12物料衡算
- 格式:ppt
- 大小:1.32 MB
- 文档页数:29

3.物料衡算生产过程的总物料衡算3.1.1生产能力年生产商品味精(99%)50000t,折算为100%味精为49500t/a。
日生产商品味精(99%):50000/320=(t/d),折算为100%味精为155t/d。
3.1.2计算指标(以淀粉质为原料)计算指标[10]见表。
表计算指标项目指标淀粉糖化转化率%发酵产酸率(浓度)11%发酵对糖转化率60%培养菌种耗糖为发酵耗糖的%谷氨酸提取收率96%精制收率95%商品淀粉中淀粉含量86%发酵周期(含辅助时间)40h全年工作日320d3.1.3物料衡算(1)1000kg纯淀粉理论上产100%MSG量1000××%×=1153.5kg式中%——谷氨酸对糖的理论转化率——纯味精相对分子质量纯谷氨酸相对分子质量=184147=(2)1000kg纯淀粉实际产100%MSG量1000××%×60%×(100%-%)×96%×95%×=749.6kg (3)1000kg商品淀粉(含量86%的玉米淀粉)产100% MSG量×86%=644.7 kg(4)淀粉单耗①1t100%MSG消耗纯淀粉量1000749.6=t ②1t100%MSG实耗商品淀粉量1000644.7= t/t ③1t100%MSG理论上消耗纯淀粉量10001153.5= t/t④1t100%MSG理论上消耗商品淀粉量0.866986%= t/t (5)总收率可按以下两种方法计算①)749.6)1153.5100%100%64.98% kgkg⨯⨯实际产量(理论产量(==②98.5%60%98.5%96%95%100%64.98%81.7%⨯⨯⨯⨯⨯=(6)淀粉利用率1.008100%65%1.5511⨯=(7)生产过程总损失100%-65%=35%(8)原料及中间品计算①品淀粉或淀粉乳用量:日产100%味精155t,单耗商品淀粉,日耗商品淀粉量155×=d相当日耗100%淀粉:×86%= t/d如使用°Bé,含淀粉30.113g/dL的淀粉乳,日耗量为30%=d(30.113g/dL≈30%)②糖化液量:日产纯糖量×86%××%= t/d只算为30%或34g/dL的糖液30%=; 34= m3③发酵液量:发酵液中纯谷氨酸量×60%×(100%-%)=d折算为谷氨酸11g/dL 的发酵液量11=d×=d 为发酵液相对密度)④提取谷氨酸量:产纯谷氨酸×96%=d折算为90%湿谷氨酸量90%= t/d3.1.4总物料衡算结果总物料衡算结果汇总见表。

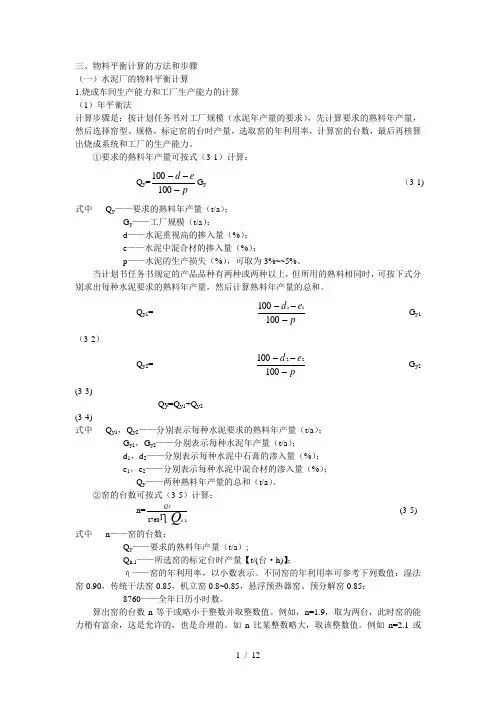
三、物料平衡计算的方法和步骤 (一)水泥厂的物料平衡计算1.烧成车间生产能力和工厂生产能力的计算 (1)年平衡法计算步骤是:按计划任务书对工厂规模(水泥年产量的要求),先计算要求的熟料年产量,然后选择窑型、规格,标定窑的台时产量,选取窑的年利用率,计算窑的台数,最后再核算出烧成系统和工厂的生产能力。
①要求的熟料年产量可按式(3-1)计算: Q y =ped ---100100G y (3-1)式中 Q y ——要求的熟料年产量(t/a );G y ——工厂规模(t/a );d ——水泥重视高的掺入量(%);e ——水泥中混合材的掺入量(%); p ——水泥的生产损失(%),可取为3%~~5%。
当计划书任务书规定的产品品种有两种或两种以上,但所用的熟料相同时,可按下式分别求出每种水泥要求的熟料年产量,然后计算熟料年产量的总和。
Q y1=pe d ---10010011G y1(3-2)Q y2=pe d ---10010022G y2(3-3)Qy=Q y1+Q y2(3-4)式中 Q y1,Q y2——分别表示每种水泥要求的熟料年产量(t/a );G y1,G y2——分别表示每种水泥年产量(t/a ); d 1,d 2——分别表示每种水泥中石膏的渗入量(%); e 1,e 2——分别表示每种水泥中混合材的渗入量(%); Q y ——两种熟料年产量的总和(t/a )。
②窑的台数可按式(3-5)计算:n=1.8760h QQyη (3-5)式中 n ——窑的台数;Q y ——要求的熟料年产量(t/a );Q h.1——所选窑的标定台时产量【t/(台·h)】;η——窑的年利用率,以小数表示。
不同窑的年利用率可参考下列数值:湿法窑0.90,传统干法窑0.85,机立窑0.8~0.85,悬浮预热器窑、预分解窑0.85;8760——全年日历小时数。
算出窑的台数n 等于或略小于整数并取整数值。
例如,n=1.9,取为两台,此时窑的能力稍有富余,这是允许的,也是合理的。
物料衡算计算公式
以制叶丝生产线物料衡算为例:
制丝工艺中前后工序之间的流量变化主要是由于水分变化引起,一般采用逐道工序计算的办法。
在计算制丝过程每道工序的在制品加工量(m)时,应根据这道工序加工在制品的实际含水率(h),折算成12%含水率的在制品量(M)。
折算公式为:
m=M(1-12%)/(1-h)
式中:m——某一工序在制品的加工量(kg/h);
M——含水率为12%时的在制品量(kg/h);
h——某一工序加工的在制品含水率(%)。
同样的道理:
计算工序1与工序2之间的变化:
假设工序1在制品加工量M1,含水率H1,工序2在制品加工量M2,含水率H2。
M1已知,则M2的计算公式为:
M2= M1(1- H1)/ (1- H2)
例1:4000kg/h生产线,切片工序在制品加工量为4000kg/h,在制品含水率12%,松散回潮工序在制品加工量为M,含水率为18%,则:M=4000×(1-12%)/(1-18%)=4292kg/h。
例2:4000kg/h生产线,如HT增温工序在制品加工量为4815kg/h,含水率为28%,滚筒干燥后含水率为13%,则滚筒干燥工序在制品加工量M为:
M=4815×(1-28%)/(1-13%)=3984kg/h。
此外,在计算每一工序的在制品加工量时,还要扣去一定的损耗(如扣去筛分掉的碎末等)。
附图:安阳卷烟厂制丝线物料流量衡算图。
名词解释物料衡算法
物料衡算法(Material Balance Method)是一种基于质量守恒定律的物料管理方法,它用于计算和监控生产过程中的物料流动和消耗。
物料衡算法的核心原则是,进入系统的物料总量必须等于系统中物料的变化量加上离开系统的物料总量。
这种方法可以用来分析生产过程中的物料效率,识别物料的损失和浪费,以及优化物料的使用。
物料衡算法的关键步骤包括:
1. 定义系统边界:确定物料衡算的起始点和结束点,即物料的流入和流出点。
2. 物料流量测量:测量进入和离开系统的物料的数量和质量。
3. 物料平衡计算:计算物料的流入量、流出量和系统内的变化量,确保它们之间符合质量守恒定律。
4. 数据分析:分析物料平衡数据,识别物料的损失、效率低下或不符合预期的流动路径。
5. 优化建议:基于物料平衡分析的结果,提出改进物料管理的建议,如减少浪费、提高物料利用率等。
物料衡算法在化工、冶金、食品和饮料等行业中广泛应用,有助于企业提高资源利用效率,降低成本,并实现可持续发展。
1。
物料平衡计算范文物料平衡计算是生产过程中的一项重要工作,通过对物料的进、出、消耗等进行量化和分析,可以了解物料的流向和利用情况,从而为生产过程的优化提供依据。
下面以化工厂的生产线为例,详细介绍了物料平衡计算的具体过程和方法。
化工厂的生产线主要生产甲醇,其主要原料为甲烷和水。
生产线上还有其他辅助原料和产物,包括甲烷的燃烧产物二氧化碳和水蒸汽。
为了实现对物料平衡的计算,首先需要建立物料的流程图,明确每个物料的进、出、消耗等情况。
甲烷作为主要原料,通过管道每小时进入生产线3000立方米,同时甲烷的燃烧产生二氧化碳和水蒸汽,二氧化碳和水蒸汽分别以每小时1500立方米和1000立方米的速率进入大气。
生产经过反应后产生甲醇,甲醇以每小时2000千克的速率从生产线输出。
根据物料流程图,可以列出物料平衡方程式。
甲烷的进、出、消耗分别为:进:3000 m3/h × 1 kg/m3 = 3000 kg/h出:0 kg/h消耗:3000 kg/h甲烷燃烧产生的二氧化碳和水蒸汽的进、出、消耗分别为:二氧化碳:进:0 kg/h出:1500 m3/h × 1.98 kg/m3 = 2970 kg/h消耗:2970 kg/h水蒸汽:进:0 kg/h出:1000 m3/h × 0.60 kg/m3 = 600 kg/h消耗:600 kg/h甲醇的进、出、消耗分别为:进:0 kg/h出:2000 kg/h消耗:-2000 kg/h (表示产生的甲醇)根据以上物料平衡方程式,可以计算出甲烷、二氧化碳、水蒸汽和甲醇的进、出、消耗数量。
进一步地,可以将这些数据用于计算不同物料的流量百分比、质量百分比等指标,从而了解物料的利用和损耗情况,为生产线的优化提供依据。
此外,物料平衡计算还可以用于评估生产过程中的物流效率和能源利用情况。
例如,在甲烷的燃烧过程中,二氧化碳和水蒸汽的产生带走了一部分热能,这部分热能可以通过余热回收等方式进行利用,提高能源利用效率。
物料衡算依据物料衡算依据一、概述物料衡算是指对企业的原材料、半成品、成品等物料进行计量和计价的过程,是企业财务管理中非常重要的一环。
物料衡算的目的是为了掌握企业物资使用情况,合理安排生产计划,及时发现和解决问题,提高经济效益。
二、计量单位1.基本单位基本单位是指用来计量某种物料数量的最小单位。
例如:长度可以用米来计量,重量可以用克来计量。
在进行物料衡算时,需要确定每种物料的基本单位。
2.辅助单位辅助单位是指在特定情况下使用的计量单位。
例如:在生产中需要用到一些小件零部件,这些零部件数量很少,但对产品质量有很大影响。
此时就可以采用“每个”作为辅助单位来进行计量。
3.换算关系换算关系是指不同计量单位之间相互转换的比例关系。
例如:1千克=1000克,在进行物料衡算时需要了解不同计量单位之间的换算关系。
三、单价确定方法1.实际成本法实际成本法是指根据实际生产成本来确定物料的单价。
这种方法适用于生产成本比较稳定的企业。
2.标准成本法标准成本法是指根据企业制定的标准成本来确定物料的单价。
这种方法适用于生产成本比较波动的企业。
3.市场价格法市场价格法是指根据市场上的行情来确定物料的单价。
这种方法适用于企业所处行业比较竞争激烈,市场价格波动较大的情况。
四、计算方法1.平均加权法平均加权法是指将同一种物料在不同时间采购进入库存,按照数量和单价进行加权平均,得出该物料的平均单价。
例如:某公司在1月份采购了1000个产品,每个产品售价为10元;在2月份采购了2000个产品,每个产品售价为12元。
则该公司该物料的平均单价为:(1000*10+2000*12)/3000=11.33元/个。
2.先进先出法先进先出法是指将最早进入库存的物料先出库,在计算成本时按照最早进入库存的物料单价进行计算。
例如:某公司在1月份采购了1000个产品,每个产品售价为10元;在2月份采购了2000个产品,每个产品售价为12元。
如果该公司在3月份出库了1000个产品,则该公司的成本为:1000*10=10000元。
100 kg原料(麦芽+大米)生产12°淡色啤酒的物料衡算1、热麦汁量(1)原料麦芽收得率:75%×(1-6%)=70.5%(2)辅料大米收得率:95%×(1-13%)=82.65%(3)混合原料收得率:(70%×70.5%+30%×82.65%)×98.5%=73.03%(4)100 kg原料生产12°热麦汁量:73.03/12×100=608.61 kg(5)100 kg原料生产12°热麦汁体积:608.61/1.047×1.04=604.54 L,其中1.047为12°麦汁在20 ℃的密度,1.04为100 ℃麦汁比20 ℃麦汁的体积增加倍数2、冷麦汁量:604.54×(1-7%)=562.22 L3、发酵液量:562.22×(1-1.5%)=553.79 L4、过滤酒量:553.79×(1-2%)=542.71 L5、成品啤酒:542.71×(1-2%)=531.86 L6、颗粒酒花使用量选用质量较好,含α-酸较高的颗粒酒花,一般在热麦汁中加2-1.5 kg/t颗粒酒花,选择加酒花1.5 kg/t,即100 L热麦汁加0.15 kg的颗粒酒花0.15/100×604.54=0.907 kg7、湿糖化槽量糖化槽含水80%,则湿麦槽量:100×70%×(1-6%)(1-75%)/(1-80%)=82.25 kg大米槽量:100×30%×(1-13%)(1-95%)/(1-80%)=6.525 kg糖化槽量=82.25+6.525=88.775 kg8、酵母量湿酵母泥含水分85%,生产100 kg啤酒可得2 kg湿酵母泥,其中一半做为生产接种用,一半做为干酵母酵母含固形物量=531.86/100×1×(1-85%)=0.798 kg含水分7%的酵母量:0.798/(1-7%)=0.858 kg9、CO2含量12°冷麦汁562.22 L中浸出物量:1.047×562.22×12%=70.634 kg设麦汁真正发酵度为65%则可发酵浸出物量:70.634×65%=45.912 kg麦芽糖发酵的化学反应式为C12H22O11 + H2O = 2C6H12O62C6H12O6 = 4C2H5OH + 4CO2 + 233.3 kJ设麦汁的浸出物均为麦芽糖构成则CO2的生成量:45.912×4×44/342=23.627 kg设12°啤酒含CO2为0.4%,则酒中含CO2量为:531.86×1.047×0.4%=2.227 kg则释出的CO2量为:23.627-2.227=21.4 kg常压下1 m3 CO2重1.832 kg,所以游离CO2容积为21.4/1.832=11.68 m310、空瓶用量:531.86/0.64×1.015×0.6=506.10 个11、瓶盖用量:531.86/0.64×1.01×0.6=503.61 个12、空罐用量:531.86/0.355×1.015×0.25=380.17 个13、商标用量:531.86/0.64×1.001×0.6=499.12 张14、空桶用量:531.86/30×1×0.15=2.66 个生产100 L12°啤酒的物料衡算根据上述衡算可知,100 kg混合原料生产12°成品啤酒531.86 L,故1、生产100 L12°啤酒所需混合原料量:100/531.86×100=18.80 kg2、麦芽用量18.80×70%=13.16 kg3、大米用量18.80×30%=5.64 kg4、热麦汁量100×604.54/531.86=113.67 L5、冷麦汁量100×562.22/531.86=105.71 L6、发酵液量100×553.79/531.86=104.12 L7、过滤酒量100×542.71/531.86=102.04 L8、成品啤酒量100×531.86/531.86=100 L9、酒花用量100×604.54/531.86×0.15%=0.170 kg10、湿糖化槽量18.80/100×88.75=16.69 kg11、酵母量18.80/100×0.858=0.16 kg12、CO 量18.80/100×11.68=2.20 m313、空瓶用量100/0.64×1.015×0.6=95.156 个14、空罐用量100/0.355×1.015×0.25=71.472 个15、瓶盖用量100/0.64×1.01×0.6=94.688 个16、商标用量100/0.64×1.001×0.6=93.844 张17、空桶用量100/30×1×0.15=0.5 个年产3万吨12°淡色啤酒物料衡算(以下计算为每天产量)由于是南方地区,夏、冬两旺、淡季的区别不是很明显,故取每月产量相。