汽车零部件喷漆控制计划Control Plan自动
- 格式:xls
- 大小:34.50 KB
- 文档页数:5


浅谈控制计划(CONTROLPLAN)的三个阶段控制计划(Control Plan)是产品质量管理的重要工具之一,用于确保产品在制造过程中能够达到预期的质量要求。
控制计划一般包含三个阶段:前控制、过程控制和后控制。
下面对这三个阶段进行详细的讨论。
一、前控制阶段前控制阶段是制定控制计划的第一步,主要目的是在产品正式投产之前,通过对设计、工艺和生产过程进行评估和分析,确定合适的控制措施,以及相应的监控指标和检验手段。
前控制的主要任务有:1.收集和分析相关数据:需要对产品的设计和工艺进行深入的研究和分析,收集相关的数据,包括产品的功能要求、制造工艺参数、原材料要求等信息。
2.评估和优化设计和工艺:通过对产品的设计和工艺进行评估,发现可能存在的问题和风险,提出改进措施,并进行优化。
3.制定控制计划:基于前期的研究和分析结果,制定相应的控制计划,明确需要进行的控制措施、监控指标和检验手段等。
4.建立产品质量标准:根据产品的设计要求和市场需求,建立相应的产品质量标准,明确产品的质量目标和要求。
二、过程控制阶段过程控制阶段是制造过程中最关键的环节,主要是根据前控制阶段制定的计划进行实施和监控,以确保产品制造过程达到预期的质量要求。
过程控制的主要任务有:1.建立过程监控体系:根据前控制阶段确定的监控指标和检验手段,建立完善的过程监控体系,包括监控点的选择、监控频率的确定等。
2.实施过程控制:根据控制计划,实施相应的过程控制措施,如控制工艺参数、制定操作规范、执行5S管理等,以确保产品制造过程的稳定性和可控性。
3.检验和测量:根据控制计划中的检验手段,对产品进行检验和测量,及时发现和纠正可能存在的问题和异常情况,并采取相应的措施进行改进和调整。
4.数据分析和反馈:根据过程控制过程中产生的数据,进行分析和统计,评估过程的稳定性和能力,及时反馈给相关人员,以便进行改进和优化。
三、后控制阶段后控制阶段是在产品制造完成后,对产品进行最终的检验和评估,以确保产品符合质量要求,并对整个控制计划进行评估和总结。
control plan的作用
Control plan是指控制计划,是质量管理体系中的重要文件之一,它的作用主要体现在以下几个方面:
1. 控制过程,控制计划主要用于控制生产过程中的关键特性和
参数,确保产品的质量稳定性。
通过设定合适的控制点和控制标准,可以有效监控生产过程中的关键环节,及时发现并纠正可能导致产
品质量问题的因素,从而保证产品符合质量要求。
2. 标准化,控制计划可以帮助企业建立标准化的作业程序和工
艺流程,明确各项质量控制活动的责任人和操作方法,为生产过程
提供明确的指导,有利于提高工作效率和减少操作失误,从而保证
产品质量的稳定性和一致性。
3. 问题预防,通过制定控制计划,企业可以在生产过程中预先
识别可能存在的问题和风险,并采取相应的控制措施和预防措施,
以防止质量问题的发生,提高产品的合格率和一致性。
4. 持续改进,控制计划也为持续改进提供了重要的依据和支持。
通过对控制计划的执行情况进行监控和分析,企业可以及时发现生
产过程中存在的问题和不足,从而有针对性地进行改进和优化,不断提升产品质量和生产效率。
总之,控制计划在质量管理体系中扮演着至关重要的角色,它通过规范生产过程、预防问题发生、持续改进等方式,有效地保证产品质量的稳定性和一致性,是企业质量管理工作中不可或缺的重要组成部分。


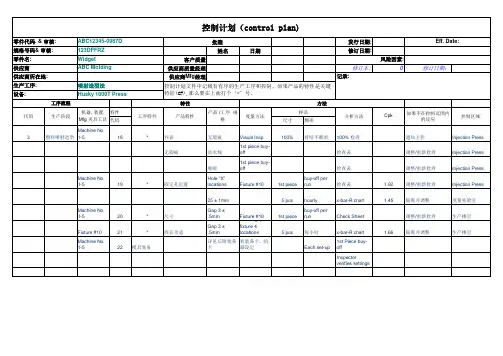
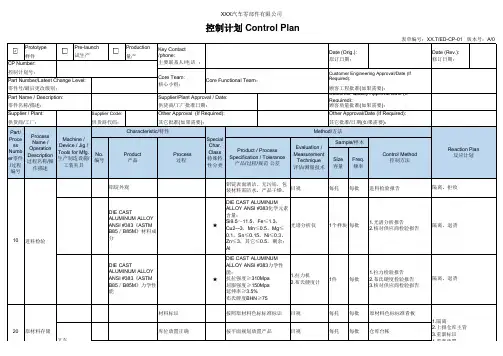
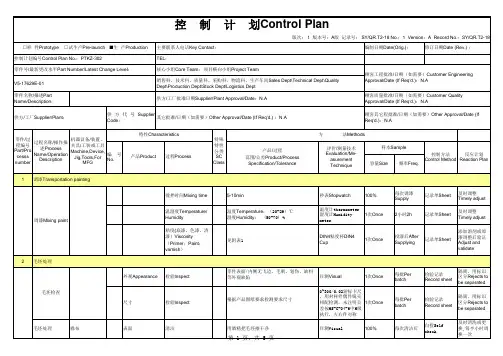
Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。

控制计划(Control Plan)是一种质量管理工具,用于确保产品或过程在生产过程中能夶照正确的标准和规范进行生产。
它是质量管理体系的重要组成部分,通过对产品和过程的控制,可以确保产品的质量稳定性和一致性,提高生产效率,降低生产成本,提高客户满意度和市场竞争力。
控制计划通常包括以下内容:1. 确定关键质量特性在制定控制计划时,首先需要确定产品或过程的关键质量特性。
关键质量特性是指直接影响产品质量的特性,通常包括尺寸、形状、表面光洁度、材料强度等。
通过识别关键质量特性,可以有效地引导控制计划的制定方向,并确保重点把控。
2. 制定控制标准在确定了关键质量特性后,需要制定相应的控制标准。
控制标准是指针对关键质量特性所制定的质量要求和限制条件,可以包括尺寸公差、表面粗糙度、质量等级等。
控制标准的设定需要充分考虑产品的实际使用环境和客户的需求,确保产品能够满足质量要求。
3. 制定控制方法制定了控制标准后,需要确定相应的控制方法。
控制方法是指通过什么手段和方式来控制产品或过程的关键质量特性,通常包括工艺参数的设定、设备的校准、作业指导书的编写等。
控制方法应该结合实际情况,确保能够有效地控制产品或过程的质量特性。
4. 制定控制程序在制定控制计划时,还需要制定相应的控制程序。
控制程序是指具体的操作步骤和流程,用于实施控制方法并监控产品或过程的质量状况。
控制程序需要清晰明确,操作简便易行,以便生产人员和质检人员能够准确执行。
5. 确定控制频率在制定控制计划时,需要确定相应的控制频率。
控制频率是指对产品或过程进行控制和监控的频率,可以根据不同的质量特性和重要程度来确定。
一般来说,关键质量特性需要更高的控制频率,以确保产品质量的稳定和一致。
控制计划是确保产品或过程质量稳定的重要手段,它涵盖了确定关键质量特性、制定控制标准、制定控制方法、制定控制程序和确定控制频率等内容。
通过科学合理地制定和执行控制计划,可以有效地提高产品质量,满足客户需求,提升企业的市场竞争力。
vitesco control plan -回复“Vitesco控制计划”,以中括号内的内容为主题,写一篇1500-2000字文章,一步一步回答Vitesco Technologies是一家国际领先的汽车零部件供应商,致力于开发和生产创新的驱动系统和电动汽车解决方案。
为了确保生产过程高质量和效率,Vitesco Technologies采用了一种称为“Vitesco控制计划”的方法。
本文将一步一步回答“Vitesco控制计划”的内容。
第一步:了解Vitesco公司在详细介绍“Vitesco控制计划”之前,我们首先要了解Vitesco Technologies这家公司的背景和产品。
Vitesco Technologies成立于2019年,是大众汽车集团的子公司。
公司总部位于德国,拥有全球范围内的多个生产工厂和研发中心。
Vitesco Technologies的产品范围包括传统内燃机部件、电动汽车电气系统和电子控制单元等。
这些产品可以用于各种类型的车辆,包括乘用车、商用车和特种车辆。
第二步:了解控制计划的目的Vitesco控制计划是一种用于确保产品质量和生产过程的管理工具。
该计划的主要目的是降低质量风险、提高生产效率并减少不良率。
通过严格遵循控制计划,Vitesco Technologies可以确保生产出高质量的零部件,并确保其符合相关的质量标准和客户要求。
第三步:了解控制计划的主要内容Vitesco控制计划主要包括以下几个方面:1. 设计和开发阶段的控制计划:在产品设计和开发阶段,Vitesco Technologies将制定详细的控制计划,以确保产品的质量和性能。
这些计划包括各种检测和测试方法,例如材料分析、元器件测试和电路模拟等。
通过对设计和开发过程的严格控制,Vitesco Technologies可以在产品进入量产阶段之前发现和解决潜在的问题。
2. 零部件采购的控制计划:作为零部件供应商,Vitesco Technologies与许多供应商合作。