控制计划范例Control plan
- 格式:xls
- 大小:153.50 KB
- 文档页数:11
控制计划cp案例As a project manager, developing a control plan (CP) is essential to ensure the successful completion of a project. The control plan serves as a roadmap for controlling, monitoring, and adjusting various aspects of the project to stay on track and achieve the desired outcomes. It helps in identifying potential risks, establishing clear goals and objectives, allocating resources effectively, and ensuring timely delivery of deliverables.作为一个项目经理,制定控制计划(CP)对于确保项目成功完成至关重要。
控制计划是控制、监控和调整项目各个方面的路线图,以保持在正轨上并实现期望的成果。
它有助于识别潜在风险,建立清晰的目标和目标,有效分配资源,并确保及时交付可交付成果。
One of the key considerations when developing a control plan is to involve key stakeholders in the process. By engaging stakeholders from the beginning, project managers can gather valuable insights, ensure alignment with project goals, and promote ownership and accountability among team members. Stakeholder involvement alsohelps in identifying potential roadblocks, facilitating communication, and fostering collaboration throughout the project lifecycle.在制定控制计划时的一个关键考虑因素是让关键利益相关者参与进来。
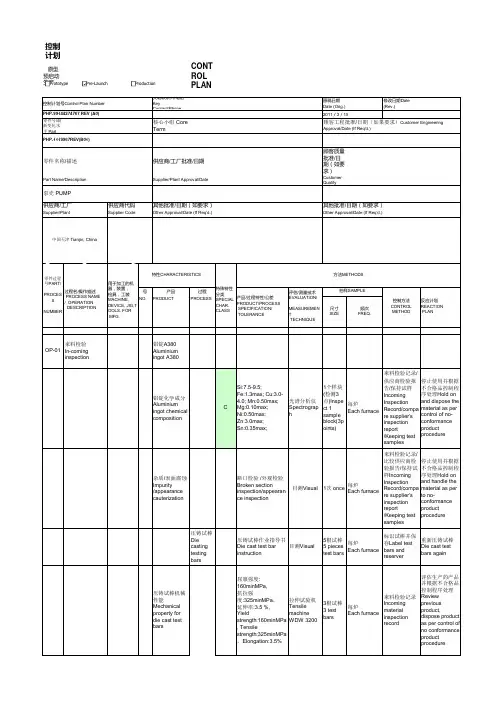
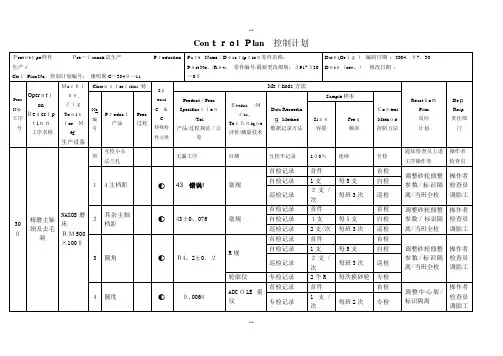
Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
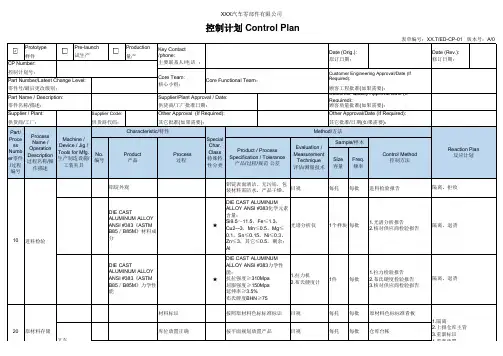
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==controlplan范例篇一:CONTROL PLAN-样本控制计划 CONTROL PLANPage 1 of 7Page 2 of 7Page 3 of 7Page 4 of 7Page 5 of 7篇二:CONTROL PLAN-控制计划样本中国3000万经理人首选培训网站控制计划 CONTROL PLAN篇三:Example-Control Plan篇四:Control Plan 编制说明控制计划方法控制计划第___页共___页下方是碰焊小組提供的碰焊問題點:1.脫焊2.分流3.虛焊4.炸火5.間隙6.變形7.焊芯小8.漏焊9.尺寸不良10.燒傷等目录概述1 控制计划栏目描述1) 样件、试生产、生产 2) 控制计划编号3) 零件编号/最新更改水平 4) 零件名称/描述 5) 供方/工厂6) 供方代号7) 主要联系人/电话 8) 核心小组9) 供方/工厂批准/日期 10) 日期(编制)11) 日期(修订)12) 顾客工程批准/日期 13) 顾客质量批准/日期 14) 其它批准/日期 15) 零件/过程号16) 过程名称/操作描述17) 制造用机器、装置、夹置、工装(生产设备)特性18) 编号 19) 产品 20) 过程21) 特殊特性分类方法22) 产品/过程规范/公差 23) 评价/测量技术 24) 样本容量/频率 25) 控制方法 26) 反应计划2. 过程分析3. 补充材料A) 设备:设定主要过程控制计划的示例B) 设备:以机加工为主的过程控制计划示例C) 设备:以夹具/输送台为主的过程控制计划示例D) 设备:以工装为主的过程控制计划示例E) 人员:以操作人员为主的过程控制计划示例 F) 材料:以材料或部件为主的过程控制计划示例 G) 方法:以预防维护为主的过程控制计划示例 H) 环境:以气候为主的过程控制计划示例 I) 控制计划表格J) 控制计划检查清单K) 控制计划特殊特性工作单L) 座标值。
Quality Control Plan质量控制计划1。
Quality policy质量方针The policy aims at satisfying our customer by way of initializing an updated quality management and sticking to the top requirement of “quality first” in an attempt to achieve an elite project finally。
坚持“质量第一"的原则,确保质量体系有效运行,向业主提供满足合同与标准要求的产品. 2。
Quality objective质量目标Provide our customer with products in full line with relevant contract and standard by way of strictly conforming to quality control procedure and intensifying avoiding common quality faults to be sure of an effective operation of the quality assurance and quality control system,achieve a zero quality accident rate and realize good project constructionquality.坚持质量标准,严格质量控制程序,加大质量通病治理,实现质量事故为零,确保工程质量优良,争创优质工程。
Try hard to finish the project in an excellent way努力以如下目标完成项目:(1)Qualification rate for unit project:100%单位工程质量合格率:100%(2)Choiceness rate for unit project:above 95%单位工程质量优良率:95%以上(3)Qualification rate for inspection items with allowable tolerances:above 95%允许项目测点合格率:95%以上(4)Qualification rate for measure of location by self-inspection:above 95% 定位测量自检合格率:95%以上(5)Qualification rate for radiographic test (not including testing weld joints reworked)above 95%焊缝拍片一次合格率:95%以上(6)Quality accident rate:0质量事故发生率为零(7)Mission success rate for one-time commissioning: 100%试车一次成功率100%3。
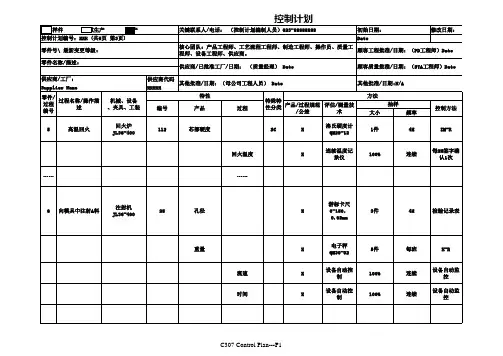
样件控制计划实例In the realm of manufacturing, the control plan for a sample piece holds paramount importance. It ensures the consistent quality and reliability of the product throughout the production process. A comprehensive control plan begins with a thorough understanding of the sample piece's specifications and requirements. This involves a detailed analysis of its dimensions, materials, and performance characteristics.在制造业领域,样件控制计划具有至关重要的地位。
它确保了整个生产过程中产品的一致质量和可靠性。
一个全面的控制计划始于对样件规格和要求的深入理解。
这涉及对其尺寸、材料和性能特征的详细分析。
Next, the control plan outlines the specific inspection and testing procedures that will be followed. These procedures are designed to detect any deviations from the specified standards. They include visual inspections, dimensional measurements, and performance tests, among others. The frequency of these inspections and tests is determined based on the criticality of the sample piece and the potential impact of any defects on the final product.接下来,控制计划概述了将遵循的特定检查和测试程序。
容量Size频率Freq.入库move to storage材料规格、数量Material Specificationquantity送货单Bills of dilivery 1每批per lot 到货计划Material plan A-1◇C≤0.15、Si≤0.05、Mn≤0.60、S≤0.035、P≤0.035化学成分分析Chemical elementanalysis 1每批per lot A-2◇抗拉强度Tensile strength ≥305Mpa、屈服强度Yield strength ≥175Mpa、断后伸长率Elongation≥29力学性能分析Mechanical propertiesanalysis 1每批per lot 2.5±0.20-25mm(0.001)外径千分尺outside micrometer3每批per lot 1250(+10,0)2600(+40,0)0-3m(1)卷尺Tape measure3每批per lot存放Storage275±10-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visual设备间隙Shears gap0.2(+0.05,0)目测设备间隙参数设定Visual equipment gap parameter settings 1每班Every shift调整设备、上报Adjustment equipment ,reportingφ265±0.50-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visualφ141.5(+1.0,0)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-1.0)0-300mm(0.02)高度尺Height Gages冲压落料Punch剪板机下料Shears CuttingQC12Y-12*2500/液压剪板机Hydraulic shears冲压拉深成形Punch反应计划Reaction Plan标识、隔离、退货Identification ,Separate ,Reject标识、隔离、调整设备Identification ,Separate,Adjustment device标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die控制方法Control Method原材料检验报告Raw materials inspection report原材料检验记录Raw material inspection records检验记录Inspection record检验记录Inspection record检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs编号NO.过程Process特殊特性分类SpecialChar.Class原材料入厂检验Receiving Raw material and Inspection产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number10203040HD130-H002/拉深模Drawing Die高度HeightJA21-160/160T冲床Presses直径Diameter HD110-H009/落料模Blanking die 外观Appearance JY32-315/315T油压机Hydraulic Press 直径Diameter 产品标识和防护控制程序 HD/PF02-SP09Product identification and protection control program条料宽度尺寸Material width dimension外观Appearance力学性能Mechanical properties 原材料厚度尺寸thickness dimension 原材料长/宽尺寸Length/width dimensions特性Characteristics 方法Methods样本Sample化学成分chemical element 产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:容量Size频率Freq.反应计划Reaction Plan控制方法Control Method编号NO.过程Process特殊特性分类SpecialChar.Class产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number特性Characteristics 方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-2.0)0-300mm(0.02)高度尺Height GagesA-3◇47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJA21-160/160T冲床Presses整形ShapingJB21-160B-SM/160T冲床标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die检验记录Inspection record检验记录Inspection record检验记录Inspection record检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and endinspection405060直径Diameter直径Diameter 孔径diameter I.D.HD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJY32-315/315T油压机Hydraulic Press 直径Diameter HD134-H014/整形模Shaping Die高度Height深度Depth深度Depth容量Size频率Freq.反应计划Reaction Plan控制方法Control Method编号NO.过程Process特殊特性分类SpecialChar.Class产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number特性Characteristics 方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:10(+2,0)0-300mm(0.02)高度尺Height Gages85°±0.5°0-360°(2′)万能角度尺Universal angle rulerA-5◇首末检、巡检0-10mm(0.01)百分表/自检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler首末检1件、巡检5件(X-R图)、自检5件first and end inspection 1pcs,inspectio n 5pcs(X-R chart),self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and endinspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers 1±0.250-300mm(0.02)高度尺Height Gages90无油污No dirt 目测Visual全检Full inspection每批per lot检验记录Inspection record 标识、隔离、退货Identification ,Separate ,Reject喷塑气压Spray pressure0.4-0.5MPa喷塑电压Spray voltage 50-60KV烘烤温度Bakingtemperature 180-200℃烘烤时间Baking time30-40min 无漏喷No leakage jet目测Visual产线喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines冲压压字Pressure logo冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die调整设备、上报Adjustment equipment ,reporting检验记录Inspection record检验记录Inspection record检验记录Inspection record检验记录Inspection recordper lot全检Full inspection时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs每班Every shift目测Visual件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs17080100外观AppearanceHD150-H005/压字模Pressure logo die(E32629-1)高度HeightHD150-H006/压字模Pressure logo die(E32629-3)外协镀锌Outsourcing galvanized外观Appearance高度Height 角度AngleHD124-H008/翻边模Flanging die平面度FlatnessJA21-160/160T冲床Presses孔径diameter I.D.容量Size频率Freq.反应计划Reaction Plan 控制方法ControlMethod编号NO.过程Process特殊特性分类SpecialChar.Class 产品Product过程名称/操作描述Process Name/OperationDescription 生产设备Machine.DeviceJig.ToolsFor Mfg.零件/过程编号Part/ Process Number特性Characteristics方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术EvaluationMeasurementTechnique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mmfeeler ( cover flat on themarble countertops, pressure5kg objects above )盐雾试验≥1000小时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter盐雾试验报告Salt spray testreport110丝印完整Full screen目测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification ,Separate ,RejectA-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage10A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mm feeler (cover flat on themarble countertops,pressure 5kg objectsabove )10包装规范PackagingSpecifications点数Counting2箱2 box标识、隔离、返工Identification ,Separate ,Rework清晰Clear目测Visual包装规范PackagingSpecifications目测Visual物资发货单Material Invoice点数Counting喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coatingproduction lines标识、隔离、返工Identification ,Separate ,Rework 入库&出货Warehousing & shipping抽检并包装Sampling inspection and packaging标识、隔离、返工Identification ,Separate ,Rework标识、隔离、处理Identification ,Separate ,Dealwith检验记录Inspectionrecord检验记录Inspectionrecord物资发货单Material Invoice每批per lot每批per lot每批per lot全检Fullinspection全检Fullinspection100120 130平面度Flatness数量Quantity标识Label包装Package数量Quantity防腐蚀性能Corrosion外协丝印Outsourcing Screen外观Appearance深度Depth位置度Location degree平面度Flatness。