年产10万吨煤制乙醇生产工艺设计
- 格式:doc
- 大小:1.10 MB
- 文档页数:51
煤制乙醇三条技术路线大PK文章来源乙醇是优异的油品增氧剂和改良剂之一,可有效提高汽油辛烷值,降低汽车有害尾气及固体颗粒物的排放。
当前,世界燃料乙醇的使用量已超过9000万吨,美国、巴西等国家多年来一直使用乙醇作为汽油的添加剂。
众所周知,我国要在2020年全国范围内推广使用车用乙醇汽油,基本实现全覆盖。
据此估算,到2020年,我国燃料乙醇的需求量将达1200万吨,而目前我国的燃料乙醇产量仅为约250万吨,市场缺口预计达950万吨。
我国人多地少,大规模使用粮食来生产燃料乙醇的思路既不现实也不经济。
在此种形势下,研究煤制乙醇技术替代传统的粮食发酵法,对减少我国粮食工业消耗、提高能源安全以及助力环境保护具有重要的战略意义。
当前,国内外正在研发的煤制乙醇技术路线主要有以下三条:煤经合成气一步法制乙醇;煤经甲醇羰基化制乙酸,乙酸加氢转制乙醇;煤经二甲醚羰基化制乙酸甲酯,乙酸甲酯加氢制乙醇。
本文对此进行了一下梳理。
1煤经合成气直接制乙醇煤经合成气直接制乙醇过程可极大简化现有的生产工艺,具有重要的研究价值。
从学术意义上来讲,该过程可加深和丰富人们对合成气反应体系内在规律的认识,推动碳一化学催化理论的发展,有着潜在的应用价值,因此受到国内外学术界及工业界的广泛关注。
1980—1986年,日本相模中央化学研究所、协和发酵工业株式会社和东曹株式会社等机构联合开展了合成气直接制乙醇的工业试验,其研究重点是由合成气直接制乙醇铑基催化剂技术和工艺过程研究。
从1992年开始,我国中科院大连化物所设计并建造了200mL级催化剂装填量单管试验装置,对实验条件和相关参数进行了详细的考察,并取得了一定进展。
煤经合成气制乙醇项目在国内发展较快,目前已经建成产能94.5万吨,在建和拟建产能达110万吨,总产能达204.5万吨。
上述工业性试验仍存在需要解决的关键性问题:一是合成气单程转化率低,大量原料气需要循环操作,过程能耗极高;二是反应中副产的大部分甲烷会在系统中循环,为维持原料气的有效分压,需要提高系统总压;三是产品分离净化过程中存在共沸。
年产10万吨食用酒精工艺流程1吉林工商学院毕业论文题目名称:年产10万吨食用酒精工厂设计院系:生物工程分院专业:生物工程学生姓名:刘红学号:26号指导教师:韩颖2021 年5 月26日毕业论文原创性声明本人郑重声明:所呈交毕业论文,是本人在指导教师的指导下,独立进行研究工作所取得的成果。
除文中差不多注明引用的内容外,本论文不包含任何其他人或集体差不多发表或撰写过的作品成果。
对本文的研究做出重要奉献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:年月日目录1绪论 01.1 产品介绍 01.2 设计意义 01.3 设计原那么 02 设计概论 (2)2.1 生产方案的确定和产品方案 (2)2.2 厂址选择 (2)2.3 原料来源、规格及标准 (2)2.4 要紧辅料的质量标准 (3)2.5 水的质量标准 (4)2.6 要紧工艺技术参数 (4)3 淀粉质原料酒精生产工艺.......................... 错误!未定义书签。
3.1 淀粉质原料酒精生产的流程 (5)3.2 原料的水-热处理 (5)3.3 糖化工艺 (6)3.3.1 糖化的目的 (6)3.3.2糖化过程中物质的变化 (6)3.3.3 糖化方法 (6)3.4酒精生产对酵母的要求 (6)4 酒精生产过程中的物料和热量衡算 (7)4.1酒精生产工艺技术指标 (7)4.2 工艺流程图见具体图纸 (8)4.3 原料消耗运算 (8)4.3.1 原料运算 (8)4.3.2 辅料运算 (9)4.3.3 糖化醪与发酵醪量运算 (10)4.4 依照要求实际原料耗算一览表 (10)4.5 生产设备相关运算 (11)4.5.1 粉浆罐 (12)4.5.2 酒母罐 (12)4.5.3 糖化罐 (12)4.5.4 发酵罐 (12)4.5.5 搅拌器 (13)4.5.6 其他设备 (13)4.6 动力设施的运算 (14)4.6.1 耗水量的运算 (14)4.6.2 蒸汽消耗量的运算 (14)4.6.3 供电设施估算 (14)5 重点设备——粗馏塔 (15)5.1 粗馏塔概况 (15)5.2 粗馏塔的运算 (15)6 环境爱护和安全生产 (19)回收利用 (19)6.1 CO26.2 液体、固体CO2 (干冰) 的制备和贮运 (19)6.3 杂醇油回收利用 (19)6.4 酵母回收 (19)7 车间布置设计及全厂定员 (20)7.1 车间布置设计 (20)7.1.1 建筑差不多原那么 (20)7.1.2 建筑差不多要求 (20)7.1.3 全厂总平面设计 (20)7.2 车间内常用设备的布置 (20)7.2.1 发酵设备 (20)7.2.2 蒸馏设备及其他设备 (21)7.3 全厂定员 (21)7.3.1 生产部门 (21)7.3.2 动力辅修车间 (21)7.3.3 科研部门 (21)参考文献 (22)致谢 (23)1 绪论1.1 产品介绍:乙醇俗称酒精是一种无色透亮、易挥发,易燃烧,不导电的液体。
七、年产10万吨酒精工厂设计(蒸煮糖化车间)物料衡算生物0714(郭城,理章,刘剑,清凉,扬青,子超)基础数据:生产规模:100,000吨/年 产品规格:国标食用酒精生产方法:以薯干为原料,双酶糖化,连续蒸煮,间歇发酵;三塔蒸馏 副产品:次级酒精(成品酒精的3.8%)杂醇油(成品酒精的0.7%) 原料:薯干(含淀粉70%,水分12%)酶用量: 高温淀粉酶(25,000U /m1):10 U /g 原料糖化酶(150,000U /m1):200 U /g 原料(糖化醪);350U /g 原料(酒母醪) 硫酸铵用量:6.8kg /吨酒精 硫酸用量:5.4kg /吨酒精 蒸煮醪粉料加水比:1:2.3 酵成熟醪酒精含量:12%(V)酒母醪接种量: 糖化醪的10%(V)酒母醪的组成:67%为液化蒸煮醪,33%为糖化剂与水 发酵罐酒精捕集器用水:发酵成熟醪6% 发酵罐洗罐用水:发酵成熟醪的1.5% 生产过程淀粉总损失率:10% 蒸馏效率:98%全年生产天数:320天1、原料消耗的计算(1)淀粉原料生产酒精的总化学反应式为: 糖化:162 18 180 发酵:180 46×2 44×2(2)生产1000㎏无水酒精的理论淀粉消耗量为(理论上生产1000㎏无水酒精所耗淀粉量):2X107X162/92=3.52X107(3)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于92.41%(质量分数)): 1760.9x92.41%=1627.2kg(4)生产1000㎏食用酒精实际淀粉消耗量:表5-4 生产过程各阶段淀粉损失612625106)OH nC O nH O H C n (252612622COOH H C O H C +→生产过程损失原因淀粉损失(%)备注原料处理粉尘损失0.40蒸煮淀粉残留及糖分破坏0.50发酵发酵残糖 1.50发酵巴斯德效应 4.00发酵酒汽自然蒸发与被CO2带走1.30 若加酒精捕集器,此项损失降为0.30%蒸馏废糟带走等 1.85总计损失9.55则生产1000㎏食用酒精需淀粉量为:1627.2/(100%-8.55%)=1779.3kg(5)生产1000㎏食用酒精薯干原料消耗量薯干含淀粉70%,则1000kg酒精薯干量为:1779.3/70%=2541.9kg若为液体曲,则曲中含有一定淀粉量(G1),则薯干用量为:(1779.3-G1)/70% (6)α-淀粉酶消耗量薯干用量:2541.9kg;单位量原料消耗α-淀粉酶量:10u/g则用酶量为:2541.9X103X10/2000=12.71X103g=12.71kg(7)糖化酶耗量酶活力:20000u/g;使用量:200u/g则酶用量:2541.9x103x200/20000=25.42x103g=25.42kg酒母糖化酶用量(350u/g原料,10%酒母用量):2541.9X10%x67%X350/20000=2.98KG(8)硫酸铵耗用量: 1000X6.8=6.8KG(9)硫酸耗用量:1000X5.4=5.4KG2、蒸煮醪量的计算淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2.3),则粉浆量为:2541.9X(1+2.3)=8388KG假定用罐式连续蒸煮工艺,混合后粉浆温度为50ºC,应用喷射液化器使粉浆迅速升温至88ºC,然后进入罐式连续液化器液化,再经115ºC高温灭酶后,在真空冷却器中闪蒸冷却至63ºC后入糖化罐。
年产60万吨煤炭制乙醇初步工艺设计
该文档旨在提供年产60万吨煤炭制乙醇的初步工艺设计。
以下将概述所需设备和工艺步骤。
设备
- 煤炭处理装置:用于煤炭的粉碎、干燥和预处理。
- 气化炉:将煤炭进行气化反应,产生合成气体。
- 合成气净化装置:用于去除合成气中的杂质,如硫化氢和硫化物。
- 合成气制乙醇反应器:将合成气转化为乙醇。
- 分离装置:用于从反应混合物中分离出乙醇。
工艺步骤
1. 煤炭处理:将原料煤炭进行粉碎和干燥,以提高气化效率。
通过预处理,去除煤炭中的杂质。
2. 气化反应:将预处理后的煤炭送入气化炉进行高温反应,产生合成气体,主要成分为一氧化碳和氢气。
3. 合成气净化:合成气中的硫化氢、硫化物等杂质通过净化装置去除。
4. 合成气制乙醇:将净化后的合成气送入反应器,进行催化反应,将一氧化碳和氢气转化为乙醇。
5. 分离乙醇:从反应混合物中分离出乙醇,可使用蒸馏等分离技术。
6. 精制和储存:对分离得到的乙醇进行精制和储存,以满足产品质量要求。
以上是年产60万吨煤炭制乙醇初步工艺设计的概要。
具体工艺参数和设备设计需要进一步深入研究和优化。


目录一、项目名称及提出背景二、市场预测分析三、产品方案与生产规模四、工艺技术初步方案五、原材料、燃料和动力供应六、建厂条件和厂址初步方案七、公用工程和辅助设施初步方案八、环境保护九、工厂组织机构及定员十、总投资估算与资金筹措十一、财务评价十二、结论一、项目名称及提出背景1.1 项目概况1.1.1 项目名称:年产10万吨燃料酒精生产加工项目1.1.2 项目建设地点:辽宁省新民经济开发区辽宁省新民经济开发区始建于1992年7月,2006年5月被国务院批准为省级开发区,享有省级开发区政策。
规划面积为23平方公里,地处辽宁中部城市群,距省城沈阳50公里,被国道102线、304线、沈阜高速公路、环沈高速公路、沈山铁路所环抱,交通便捷。
开发区内基础设施配套齐全,达到“五通一平”。
到目前为止,进区企业24家,占地1。
65KM2,建筑面积31.9万平方米,年产值3亿元,年利税2080万元。
目前开发区以金新浆纸城、医药工业园、农副产品深加工园、塑胶产业园和物流中心为主要框架蓄势而发,形成开发区工业体系。
项目进区的承载能力不断提高,并对项目实行全程服务。
1.1.3 项目建设年限:2年1.1.4 项目投资:项目总投资39500万元,其中固定资产投资35000万元,流动资金4500万元。
1.1.5经济效益项目建成后,年销售收入:50214万元。
税后利润:5834万元,税金3907万元。
1.2项目提出背景和依据新民市位于辽宁的中部,地势平坦,土地肥沃,气候干湿交替,是种植玉米的理想地区。
亩产都在500公斤以上,是我国重点玉米产区之一。
全市玉米种植面积110多万亩,产量每年都在5亿多公斤,新民市及周边地区玉米常年产量225万吨。
为了把优势资源发展成优势产业,带动农业和农村经济发展,新民市政府经周密研究,反复论证,提出发展玉米深加工产业的总体构想,并提出从玉米初加工到深加工的一系列产业化项目,项目瞄准国际国内市场,高起点,高技术含量,大规模全方位切入玉米深加工领域,以优势资源、良好政策和投资环境吸引资金、人才、技术在玉米深加工领域发展。
煤制乙醇生产基础工艺设计煤制乙醇是一种通过从煤炭中生产乙醇的技术。
由于煤炭资源丰富,其可用性广泛而廉价,煤制乙醇成为一种可持续的、可再生的能源选择。
在煤制乙醇的生产中,基础工艺设计对于其生产效率和质量具有重要作用。
本文将介绍煤制乙醇生产的基础工艺设计。
1. 原料制备在煤制乙醇生产中,煤是主要原料。
煤需要经过水煤气化或煤焦油加氢裂解等过程,产生可用于乙醇生产的合成气。
该合成气中包含有一定比例的一氧化碳、二氧化碳、氢气和甲烷等气体,需要通过气体净化来去除不纯物质。
原料制备过程中,需要精确控制煤的煮沸和水煤气化过程的反应温度和压力,以确保气体质量和产量。
2. 气体净化气体净化是煤制乙醇生产的关键步骤,可以用于去除气体中的不纯物和有毒物质。
主要采用的方法是吸附法,采用多种吸附剂对气体进行净化,包括氧化铁、洗石膏、活性炭等。
这些吸附剂可以选择单独使用,也可以组合使用,以去除各类不纯物质。
3. 变换反应变换反应是将合成气转化为乙醇的过程,通常采用気相反应器进行转化。
在反应器中,合成气与高效催化剂接触,通过一系列化学反应,将其中的CO和CO2转化为醇类化合物。
过程中,需保持反应器内部的温度、压力和催化剂的添加量在合适的范围内以保证反应速率和效率。
4. 分离和纯化分离和纯化过程旨在将反应器中产生的混合产物中的乙醇分离出来。
采用蒸馏法、萃取法、吸收法等多种方法对混合物进行分离,得到乙醇、乙醛、甲醇等醇类化合物、水蒸汽和废气等。
通过多级蒸馏、吸收和萃取等方法进行纯化,获得高纯度的乙醇产品。
纯化过程中,要根据掌握的生产技术和产品要求选择合适的纯化方法。
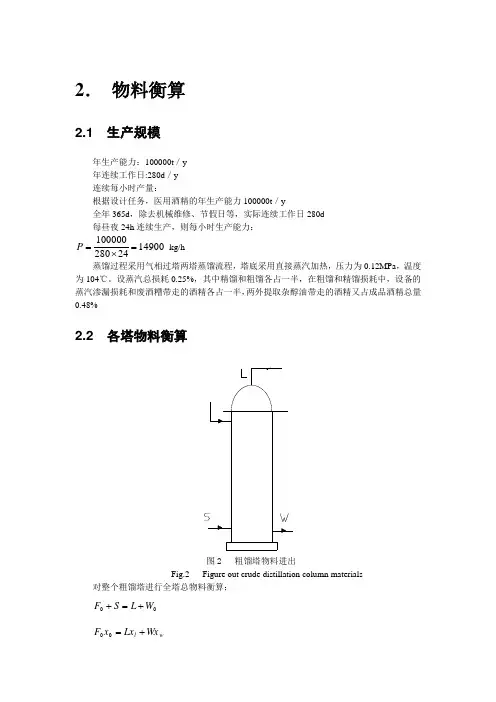
2. 物料衡算2.1 生产规模年生产能力:100000t /y 年连续工作日:280d /y 连续每小时产量:根据设计任务,医用酒精的年生产能力100000t /y全年365d ,除去机械维修、节假日等,实际连续工作日280d 每昼夜24h 连续生产,则每小时生产能力:1490024280100000=⨯=P kg/h蒸馏过程采用气相过塔两塔蒸馏流程,塔底采用直接蒸汽加热,压力为0.12MPa ,温度为104℃。
设蒸汽总损耗0.25%,其中精馏和粗馏各占一半,在粗馏和精馏损耗中,设备的蒸汽渗漏损耗和废酒糟带走的酒精各占一半,两外提取杂醇油带走的酒精又占成品酒精总量0.48%2.2 各塔物料衡算图2 粗馏塔物料进出Fig.2 Figure out crude distillation column materials对整个粗馏塔进行全塔总物料衡算;0W L S F +=+ wl Wx Lx x F +=00式中 F 0——发酵缪蒸汽量,kg/h ;0x ——发酵缪中酒精摩尔分率 S —— 加热蒸汽量,kg/h ;L —— 上升蒸汽量,kg/h ;l x ——上升蒸汽的摩尔分率 W 0—— 废液量,kg/h ; 0w x —— 废液中的摩尔分率 粗馏塔热量衡算:WL s F WI LI SI I F +=+0式中: F I —— 成熟缪的热焓,kJ/kg ;s I —— 加热蒸汽的热焓,kJ/kg ;W I —— 废液的热焓,kJ/kg ;L I —— 上升酒精蒸汽的热焓,kJ/kg ;图2 精馏塔物料进出Fig.2 Figure out distillation column materials现在以每小时成品酒精的产量为基准,对整个精馏塔进行总物料衡算如下:''0V P W P V Q V F ++++=++其中 P R Q V )1(+== 故: ''0V P W P V F +++=+pp w p f x V x P Wx Px Fx '''+++=式中 F —— 粗酒精蒸汽量,kg/h ; V 0 —— 加热蒸汽量,kg/h ;V —— 塔顶上升的酒精蒸汽量,kg/h ; V’ —— 酒精蒸汽渗漏损失量,kg/h ; Q —— 回流入塔的冷凝酒精量,kg/h ; P ’—— 杂醇酒精蒸汽量,kg/h ; P —— 成品酒精量,kg/h ; W —— 废液量,kg/h ; R —— 回流比。
可行性研究报告:年产10万吨酒精项目1.项目背景和目标酒精是一种重要的化工原料和食品添加剂,广泛应用于医药、化妆品、食品、印刷等领域。
本项目的目标是建立一套年产10万吨酒精的生产线,满足市场需求,并实现盈利。
2.市场分析随着经济的快速发展和人民生活水平的提高,酒精需求量持续增长。
目前国内市场的酒精供应量无法满足需求,因此市场对酒精产品的需求前景广阔。
3.技术与工艺分析酒精的生产主要有两种方法:一种是采用传统的发酵法,另一种是利用先进的合成法。
本项目采用传统的发酵法,通过纤维素和糖类原料进行微生物发酵,然后进行蒸馏和精炼得到酒精产品。
4.资源与投资分析项目所需主要资源包括原料、土地和劳动力。
原料主要为纤维素和糖类,以及其他辅助原料。
土地需具备工业用地的基本条件,且地理位置便于运输。
劳动力主要是操作人员和管理人员。
投资方面,包括设备投资、土地租赁费、人工费等。
5.政策与法律环境分析酒精生产涉及环保、食品安全等方面的法律法规,投资者需遵守相关政策。
例如,在生产过程中需保证废水、废气的处理达到环保要求,产品质量需符合食品安全标准。
此外,根据国家政策,还需要获得相关许可和证书。
6.市场营销策略酒精市场竞争激烈,因此市场营销策略至关重要。
本项目将采取差异化竞争策略,通过提供高品质的产品、灵活的供应链管理和优质的客户服务来吸引客户,并建立长期合作关系。
7.风险分析任何项目都存在一定的风险,酒精项目也不例外。
主要风险包括市场需求不及预期、原料供应受限、技术问题、环保问题等。
为降低风险,需建立一套完善的风险管理体系,并在项目实施过程中进行定期监测和评估。
8.结论综合以上分析,年产10万吨酒精项目是可行的。
市场需求大,技术成熟,资源可获得,投资回报率高。
然而,投资者仍需充分了解市场和政策环境,并制定合理的市场营销策略和风险管理措施,以确保项目的顺利实施和盈利。
年产10万吨木薯燃料乙醇的工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!年产10万吨木薯燃料乙醇的工艺流程引言随着能源需求的增长和环境意识的提高,可再生能源的利用日益受到关注。
摘要乙醇是一种极重要的有机化工原料,也是一种燃料,在国民经济中占有十分重要的地位。
近年来,随着乙醇下属产品的开发,特别是乙醇燃料的推广应用,乙醇的需求大幅度上升。
为了满足经济发展对乙醇的需求,开展了10万t/a的乙醇项目。
本设计的主要内容是进行工艺论证,物料衡算和热量衡算等。
本着符合国情、技术先进和易得、经济、资源综合利用、环保的原则,采用焦炉煤气为原料,低压下利用列管均温合成塔合成乙醇,双塔精馏工艺精制乙醇。
此外,严格控制三废的排放,充分利用废热,降低能耗,保证人员安全与卫生。
关键词:乙醇;净化;合成;精馏AbstractEthanol is a kind of extremely important organic raw chemicals, and a kind of fuel, too. It is very important in national economy. In recent years, with the development of the products that are made from methanol, especially the popularization and application of the fuel of ethanol, the demand for the ethanol rises by a large margin. In order to satisfy economic development's demands for methanol, the 100000t/a ethanol project is carried out.The main content of the design process is craft prove, material balance, heat balance etc. The principle of the design is in line with the national conditions, advanced in technology, accessible, comprehensive utilization of resources, as well as economic and environmental. This design mainly adopts the following process: coke oven gas as raw materials, tube average temperature ethanol synthesis reactor at low pressure, the rectification craft of two towers for rectifying ethanol. In addition, controlling of waste emissions strictly, the full use of waste heat, reducing energy consumption, staff safety and health are well considered.Keywords: Ethanol; Purification; Synthesis; Distillation目录摘要 (I)Abstract (I)第1章绪论 (1)1.1 设计的目的和意义 (1)1.2 产品的性质及用途 (1)1.2.1 物理性质 (1)1.2.2 化学性质 (1)1.2.3 产品的用途 (2)1.3 乙醇现状及建厂可行性分析 (2)1.3.1 国内乙醇发展现状及发展趋势 (2)1.3.2 建厂的可行性分析 (3)1.4 合成气制备乙醇的原理与工艺 (4)1.4.1 合成法制备乙醇的原理 (4)1.4.2 乙醇合成的工艺过程 (5)第2章工艺流程选择 (6)2.1 工艺流程简图 (6)2.2 原料气制备方案选择 (6)2.3 净化工艺方案选择 (6)2.4 转化工序 (8)2.5合成气压缩工段 (10)2.6 乙醇的合成 (11)2.6.1 乙醇合成工艺的选择 (11)2.6.2 乙醇合成塔的选择 (11)2.6.3 催化剂的选用 (13)2.7 粗乙醇的精馏 (14)2.7.1 精馏原理 (14)2.7.2 精馏工艺和精馏塔的选择 (15)第3章工艺流程 (18)3.1 原料气净化工艺流程 (18)3.1.1 硫铵 (19)3.1.2 洗脱苯 (19)3.1.3 精脱硫 (20)3.1.4 转化 (20)3.2 乙醇合成流程 (22)3.3 乙醇精馏流程 (23)第4章工艺计算 (24)4.1 乙醇生产的物料平衡计算 (24)4.1.1 合成塔物料平衡计算 (24)4.1.2 粗乙醇精馏的物料平衡计算 (30)4.2 甲醇生产的能量平衡计算 (32)4.2.1 合成塔能量计算 (32)4.2.2 主精馏塔能量衡算 (33)第5章主要设备计算及选型 (36)5.1 甲醇合成塔的设计 (36)5.2 粗乙醇贮槽 (38)5.3 主精馏塔的设计 (39)5.3.1 精馏塔全塔物料衡算及塔板数的确定 (39)5.3.2 塔径的确定 (40)5.4 主精馏塔的选型 (40)5.4.1 壁厚 (40)5.4.2 封头 (40)5.4.3 裙座 (41)5.4.4 接管设计 (41)第6章总结 (43)致谢 (45)参考文献 (46)附录 (47)第1章绪论1.1 设计的目的和意义由于我国石油资源短缺,能源安全已经成为不可回避的现实问题,寻求替代能源已成为我国经济发展的关键。
摘要乙醇是一种极重要的有机化工原料,也是一种燃料,在国民经济中占有十分重要的地位。
近年来,随着乙醇下属产品的开发,特别是乙醇燃料的推广应用,乙醇的需求大幅度上升。
为了满足经济发展对乙醇的需求,开展了10万t/a的乙醇项目。
本设计的主要内容是进行工艺论证,物料衡算和热量衡算等。
本着符合国情、技术先进和易得、经济、资源综合利用、环保的原则,采用焦炉煤气为原料,低压下利用列管均温合成塔合成乙醇,双塔精馏工艺精制乙醇。
此外,严格控制三废的排放,充分利用废热,降低能耗,保证人员安全与卫生。
关键词:乙醇;净化;合成;精馏AbstractEthanol is a kind of extremely important organic raw chemicals, and a kind of fuel, too. It is very important in national economy. In recent years, with the development of the products that are made from methanol, especially the popularization and application of the fuel of ethanol, the demand for the ethanol rises by a large margin. In order to satisfy economic development's demands for methanol, the 100000t/a ethanol project is carried out.The main content of the design process is craft prove, material balance, heat balance etc. The principle of the design is in line with the national conditions, advanced in technology, accessible, comprehensive utilization of resources, as well as economic and environmental. This design mainly adopts the following process: coke oven gas as raw materials, tube average temperature ethanol synthesis reactor at low pressure, the rectification craft of two towers for rectifying ethanol. In addition, controlling of waste emissions strictly, the full use of waste heat, reducing energy consumption, staff safety and health are well considered.Keywords: Ethanol; Purification; Synthesis; Distillation目录摘要 (I)Abstract (I)第1章绪论 (1)1.1 设计的目的和意义 (1)1.2 产品的性质及用途 (1)1.2.1 物理性质 (1)1.2.2 化学性质 (1)1.2.3 产品的用途 (2)1.3 乙醇现状及建厂可行性分析 (2)1.3.1 国内乙醇发展现状及发展趋势 (2)1.3.2 建厂的可行性分析 (3)1.4 合成气制备乙醇的原理与工艺 (4)1.4.1 合成法制备乙醇的原理 (4)1.4.2 乙醇合成的工艺过程 (5)第2章工艺流程选择 (6)2.1 工艺流程简图 (6)2.2 原料气制备方案选择 (6)2.3 净化工艺方案选择 (6)2.4 转化工序 (8)2.5合成气压缩工段 (10)2.6 乙醇的合成 (11)2.6.1 乙醇合成工艺的选择 (11)2.6.2 乙醇合成塔的选择 (11)2.6.3 催化剂的选用 (13)2.7 粗乙醇的精馏 (14)2.7.1 精馏原理 (14)2.7.2 精馏工艺和精馏塔的选择 (15)第3章工艺流程 (18)3.1 原料气净化工艺流程 (18)3.1.1 硫铵 (19)3.1.2 洗脱苯 (19)3.1.3 精脱硫 (20)3.1.4 转化 (20)3.2 乙醇合成流程 (22)3.3 乙醇精馏流程 (23)第4章工艺计算 (24)4.1 乙醇生产的物料平衡计算 (24)4.1.1 合成塔物料平衡计算 (24)4.1.2 粗乙醇精馏的物料平衡计算 (30)4.2 甲醇生产的能量平衡计算 (32)4.2.1 合成塔能量计算 (32)4.2.2 主精馏塔能量衡算 (33)第5章主要设备计算及选型 (36)5.1 甲醇合成塔的设计 (36)5.2 粗乙醇贮槽 (38)5.3 主精馏塔的设计 (39)5.3.1 精馏塔全塔物料衡算及塔板数的确定 (39)5.3.2 塔径的确定 (40)5.4 主精馏塔的选型 (40)5.4.1 壁厚 (40)5.4.2 封头 (40)5.4.3 裙座 (41)5.4.4 接管设计 (41)第6章总结 (43)致谢 (45)参考文献 (46)附录 (47)第1章绪论1.1 设计的目的和意义由于我国石油资源短缺,能源安全已经成为不可回避的现实问题,寻求替代能源已成为我国经济发展的关键。
乙醇作为石油的补充已成为现实,发展乙醇工业对我国经济发展具有重要的战略意义。
煤在世界化石能源储量中占有很大比重(我国情况更是如此),而且煤制乙醇的合成技术很成熟。
随着石油和天然气价格的迅速上涨,煤制乙醇更加具有优势。
本设计遵循“工艺先进、技术可靠、配置科学、安全环保”的原则;结合乙醇的性质特征设一座年产10万吨煤制乙醇的生产车间。
作为替代燃料,近几年,汽车工业在我国获得了飞速发展,随之带来能源供应问题。
石油作为及其重要的能源储量是有限的,而乙醇燃料以其安全、廉价、燃烧充分,利用率高、环保的众多优点,替代汽油已经成为车用燃料的发展方向之一。
我国政府已充分认识到发展车用替代燃料的重要性,并开展了这方面的工作。
通过设计可以巩固、深化和扩大所学基本知识,培养分析解决问题的能力;还可以培养创新精神,树立良好的学术思想和工作作风。
通过完成设计,可以知道乙醇的用途;基本掌握煤制乙醇的生产工艺;了解国内外乙醇工业的发展现状;以及乙醇工业的发展趋势。
1.2 产品的性质及用途1.2.1 物理性质乙醇是一种很好的溶剂,既能溶解许多无机物,又能溶解许多有机物,所以常用乙醇来溶解植物色素或其中的药用成分,也常用乙醇作为反应的溶剂,使参加反应的有机物和无机物均能溶解,增大接触面积,提高反应速率。
例如,在油脂的皂化反应中,加入乙醇既能溶解NaOH,又能溶解油脂,让它们在均相(同一溶剂的溶液)中充分接触,加快反应速率,提高反应限度。
乙醇的物理性质主要与其低碳直链醇的性质有关。
分子中的羟基可以形成氢键,因此乙醇黏度很大,也不及相近相对分子质量的有机化合物极性大。
室温下,乙醇是无色易燃,且有特殊香味的挥发性液体。
1.2.2 化学性质乙醇具有酸性(不能称之为酸,不能使酸碱指示剂变色,也不与碱反应,也可说其不具酸性)乙醇分子中含有极化的氧氢键,电离时生成烷氧基负离子和质子。
乙醇的pKa=15.9,与水相近。
乙醇的酸性很弱,但是电离平衡的存在足以使它与重水之间的同位素交换迅速进行。
因为乙醇可以电离出极少量的氢离子,所以其只能与少量金属(主要是碱金属)反应生成对应的醇金属以及氢气。
醇可以和高活跃性金属反应,生成醇盐和氢气。
醇金属遇水则迅速水解生成醇和碱。
(1)乙醇可以与金属钠反应,产生氢气,但不如水与金属钠反应剧烈。
(2)活泼金属(钾、钙、钠、镁、铝)可以将乙醇羟基里的氢取代出来。
1.2.3 产品的用途乙醇的用途很广,主要有:基本有机化工原料,乙醇可用来制取乙醛、乙醚、乙酸乙酯、乙胺等化工原料,也是制取、染料、涂料、洗涤剂等产品的原料。
汽车燃料,乙醇可以调入汽油,作为车用燃料,我国雅津甜高粱乙醇在汽油中占10%。
美国销售乙醇汽油已有20年历史。
乙醇汽油也被称为(E型汽油),我国使用乙醇汽油是用90%的普通汽油与10%的燃料乙醇调和而成。
它可以改善油品的性能和质量,降低一氧化碳、碳氢化合物等主要污染物排放。
车用乙醇汽油是指在不含乙基叔丁基醚(MTBE)、含氧添加剂的专用汽油组分油中,按体积比加入一定比例(我国目前暂定为10%)的变性燃料乙醇,由车用乙醇汽油定点调配中心按国标GB18351—2001的质量要求,通过特定工艺混配而成的新一代清洁环保型车用燃料,乙醇还广泛用作不同浓度的消毒剂、饮料等。
1.3 乙醇现状及建厂可行性分析1.3.1 国内乙醇发展现状及发展趋势目前燃料乙醇的生产大多还集中在国家规定的5家定点生产企业。
其中吉林燃料乙醇公司30万吨后扩建到40万吨,河南天冠燃料乙醇公司30万吨,安徽丰原生化公司32万吨后扩建到44万吨,黑龙江华润酒精公司10万吨。
另外,2007年底广西中粮生物质能源公司木薯乙醇项目投产,年产能为20万吨/年。
我国燃料乙醇主要生产厂家及其产能生产企业2009 产能(万吨)主要原料吉林燃料乙醇有限公司40 玉米黑龙江华润酒精有限公司10 玉米安徽丰原生化股份有限公司44 玉米河南天冠燃料乙醇有限公司30 小麦广西中粮生物质能源公司20 木薯迄今为止,乙醇的生产方法有粮食发酵法,木材水解法,乙烯间接水合法,乙烯直接水合法,乙醛加氢法,一氧化碳(二氧化碳)和氢气的碳基合成法等,这几种制备方法的技术经济指标见表1-1:表1-1 几种乙醇生产方法的技术经济比较原料粮食石油气电石合成气生产方法发酵法乙烯水合法乙醛加氢法合成法劳动生产率100 5400 700 5000产品成本100 20 50 10动力消耗100 450 1200 400基建费用100 40 70 40从表1-1 中的数据可以看出,乙烯水合法和合成气合成法除动力消耗较高外,劳动生产率是发酵法的50倍以上,产品成本和基建投资只有发酵法的1/2 至1/5。
乙醛加氢法,由于首先要由乙烯氧化制取乙醛,增加了生产工序和设备,因此生产成本较高。
乙烯水合法则由于需要大量消耗乙烯这一重要化工原料也在一定程度上受到了限制。
发酵法尽管是乙醇的主要生产方法,占全球乙醇总产量的90 % 以上,但是需要以粮食和经济作物为原料,如巴西以甘蔗为原料,美国和欧盟以玉米和小麦为原料。