全脂膨化大豆的加工及品质检测
- 格式:doc
- 大小:441.00 KB
- 文档页数:4
全脂膨化大豆及其在畜禽生产中的应用张娜娜;曹洪战;芦春莲【摘要】大豆中蛋白质和脂肪含量较高,且氨基酸组成良好,是优秀的饲料原料.但是生大豆中存在多种抗营养因子,不利于营养物质的利用及畜禽的健康.对大豆进行膨化处理是目前较好的加工方法,文章就其营养价值、加工工艺及其在畜禽生产中的应用进行综述.【期刊名称】《饲料博览》【年(卷),期】2015(000)008【总页数】3页(P10-12)【关键词】全脂膨化大豆;应用;营养【作者】张娜娜;曹洪战;芦春莲【作者单位】河北农业大学动物科技学院,河北保定071001;河北农业大学动物科技学院,河北保定071001;河北农业大学动物科技学院,河北保定071001【正文语种】中文【中图分类】F326.3;S828随着畜禽业的集约化发展,对饲料原料要求越来越高。
大豆是重要的植物蛋白质和油脂来源,具有极高的营养价值,但是大豆中含有一些抗营养因子如血球凝集素、脲酶、胰蛋白酶抑制因子等,制约了其在畜禽饲料中的利用。
但这些抗营养因子不耐热,挤压膨化处理后的全脂膨化大豆可通过淀粉糊化、蛋白质变性等途径破坏抗营养因子,提高大豆蛋白质的消化率。
近年来,全脂膨化大豆作为高能、高蛋白饲料资源应用于畜禽饲料中,效果显著,可降低成本,提高效益。
1 全脂膨化大豆的优点全脂膨化大豆具有能量高、消化率高、蛋白质含量高的特点,并含有较多的卵磷脂和维生素E,具有不容易酸败、油脂较稳定、保存时间长、适口性好、养分浓度高等特点。
全脂膨化大豆营养含水分≤12%、粗脂肪16%~19%、粗蛋白质35%~39%、粗纤维5.0%~6.0%、粗灰分5.0%~6.0%、钙0.24%、磷0.58%。
与传统饲料生产模式相比,全脂膨化大豆具有更高的优越性,不仅使其添加油脂等工艺与设备复杂性的缺点得到改善,而且除了脂肪以外,还产生对动物营养有益的如脂质,包括磷脂等物质。
有报道称,相比于经红外线蒸煮处理和烘炒过的大豆,膨化大豆的脂肪和能量消化率均较高。
一、实验目的1. 了解大豆膨化工艺的基本原理和操作步骤。
2. 掌握大豆膨化过程中各参数对膨化效果的影响。
3. 评价大豆膨化产品的质量。
二、实验原理大豆膨化是一种物理加工方法,通过高温、高压条件下,使大豆中的蛋白质、脂肪等营养成分发生变性、淀粉糊化、脂肪细胞破裂等变化,从而提高其营养成分的利用率。
膨化大豆具有体积膨胀、质地酥脆、口感好、易于消化等特点。
三、实验材料与仪器1. 实验材料:大豆、水、食用油2. 实验仪器:膨化机、温度计、压力计、天平、烘箱、粉碎机、筛分器、电子秤、样品盒等四、实验方法1. 大豆预处理:将大豆洗净、晾干,然后用粉碎机粉碎成直径为2-3mm的颗粒。
2. 膨化工艺参数:温度(120-160℃)、压力(0.1-0.2MPa)、水分(10-15%)、食用油(1-5%)。
3. 膨化过程:将预处理好的大豆颗粒按照设定的工艺参数进行膨化。
具体操作如下:(1)将粉碎后的大豆颗粒放入膨化机料斗中;(2)开启膨化机,调节温度、压力等参数;(3)将水、食用油等辅助材料按照比例加入膨化机;(4)观察膨化效果,适时调整工艺参数;(5)膨化完成后,将膨化大豆取出,晾干、筛分。
4. 质量评价:对膨化大豆的色泽、气味、质地、水分、蛋白质、脂肪等指标进行检测。
五、实验结果与分析1. 色泽:膨化大豆的色泽金黄亮泽,与原料大豆相比,色泽更加鲜艳。
2. 气味:膨化大豆具有独特的香味,与原料大豆相比,气味更加浓郁。
3. 质地:膨化大豆质地酥脆,口感好,易于消化。
4. 水分:膨化大豆的水分含量为10-15%,符合国家标准。
5. 蛋白质:膨化大豆的蛋白质含量为34-35%,较原料大豆提高约10%。
6. 脂肪:膨化大豆的脂肪含量为16-18%,较原料大豆提高约5%。
7. 消化率:膨化大豆的消化率较高,可达90%以上。
8. 膨化效果:通过调整工艺参数,可以得到不同规格、不同口感的大豆膨化产品。
六、结论1. 大豆膨化是一种有效的物理加工方法,可以提高大豆的营养价值,改善产品品质。
全脂膨化大豆粉实践左青;钱胜锋;吴潇;左晖;甘光生【摘要】全脂膨化大豆粉的生产中对大豆的膨化可分为干法膨化和湿法膨化.介绍了干法膨化和湿法膨化生产的大豆粉质量的区别.详细介绍了湿法膨化生产全脂膨化大豆粉工艺,及全脂膨化大豆粉的地区(企业)产品质量验收标准,并进行了投资效益分析.对湿法膨化生产的全脂膨化大豆粉进行营养成分测定,结果为全脂膨化大豆粉中粗蛋白质含量35.2%,含油17.1%,粗纤维5.2%,粗灰分5.7%,含钙0.32%,总磷含量0.4%,各项指标符合地区(企业)对产品的要求.采用湿法膨化生产的全脂膨化大豆粉是一种很好的饲料配料.%Soybean extruding includes dry extruding and wet extruding in the production of extruded full fat soybean powder.The quality differences of the extruded full fat soybean powder produced by dry extruding and wet extruding were introduced.The wet extruding production process and local (enterprise) product quality acceptance level of extruded full fat soybean powder were elaborated in detail,and the investment benefits were analyzed.The nutritional component determination results of extruded full fat soybean powder produced by wet extruding were obtained as follows:crude protein content 35.2%,oil content 17.1%,crude fiber content 5.2%,crude ash content5.7%,Ca content 0.32% and P content 0.4%.These indexes met the product requirement of local (enterprise).The extruded full fat soybean powder produced by wet extruding was a kind of good feed ingredient.【期刊名称】《中国油脂》【年(卷),期】2017(042)007【总页数】3页(P158-160)【关键词】全脂膨化大豆粉;干法膨化;湿法膨化;实践【作者】左青;钱胜锋;吴潇;左晖;甘光生【作者单位】江苏牧羊集团有限公司,江苏扬州225127;江苏牧羊集团有限公司,江苏扬州225127;江苏牧羊集团有限公司,江苏扬州225127;广州星坤机械有限公司,广州510460;安徽粮食工程职业学院,合肥230011【正文语种】中文【中图分类】S816;S828.5在20世纪90年代,随着我国饲料养殖业的发展,全脂大豆蛋白粉被应用到饲料配料中,其生产工艺为:大豆→清理→磁选→破碎→调质→压坯→DTDC→冷却→装包。
饲料原料膨化大豆1 范围本标准规定了饲料原料膨化大豆的术语和定义、要求、检验方法、检验规则、标签、包装、运输、贮存和保质期。
本标准适用于我省饲料原料膨化大豆的生产、销售和检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件,凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 5510 粮油检验粮食、油料脂肪酸值测定GB/T 5917.1 饲料粉碎粒度测定两层筛筛分法GB/T 6432 饲料中粗蛋白测定方法GB/T 6433 饲料中粗脂肪的测定GB/T 6434 饲料中粗纤维的含量测定过滤法GB/T 6435 饲料中水分和其它挥发性物质含量的测定GB/T 6438 饲料中粗灰分的测定GB 10648 饲料标签GB 13078 饲料卫生标准GB/T 14698 饲料显微镜检查方法GB/T 14699.1 饲料采样GB/T 16764 配合饲料企业卫生规范GB/T 18823 饲料检测结果判定的允许误差NY/T 1372 饲料中三聚氰胺的测定JJF 1070 定量包装商品净含量计量检验规则农业部公告第1218号饲料中三聚氰胺的限量值农业部公告第1773号《饲料原料目录》国家质检总局令第75号《定量包装商品计量监督管理办法》3 术语和定义下列术语和定义适用于本文件。
3.1饲料原料膨化大豆全脂大豆经清理、破碎(磨碎)、膨化后获得的用做饲料原料的产品。
4 要求12 本品为黄色或浅黄色粉状物,色泽一致,具有豆香味,无发酵、霉变、结块、虫蛀及异味异嗅。
4.2 夹杂物除抗氧化剂、防霉剂、抗结块剂外,成品中不得添加饲料原料膨化大豆以外的物质,添加抗氧化剂、防霉剂、抗结块剂时,应标注添加的品种和数量。
4.3 粒度孔径为2.80mm 编织筛99.0%通过,但不得有整粒膨化大豆,孔径为1.40mm 编织筛的筛上物不得大于15.0%。
4.4 技术指标及质量分级技术指标及质量分级见表1。
膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
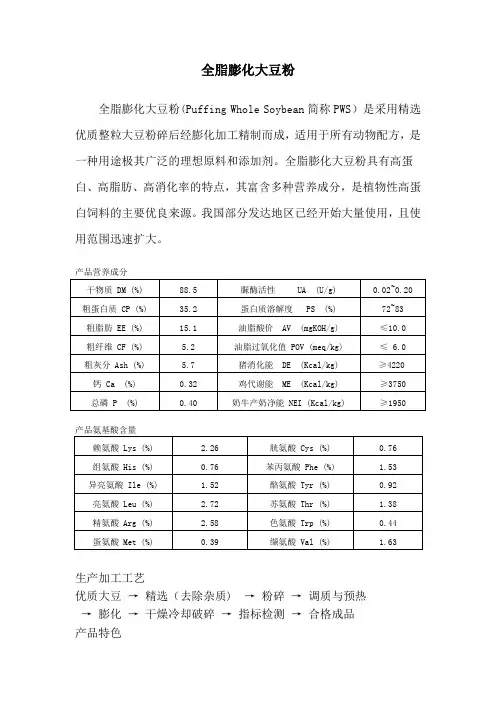
全脂膨化大豆粉全脂膨化大豆粉(Puffing Whole Soybean简称PWS)是采用精选优质整粒大豆粉碎后经膨化加工精制而成,适用于所有动物配方,是一种用途极其广泛的理想原料和添加剂。
全脂膨化大豆粉具有高蛋白、高脂肪、高消化率的特点,其富含多种营养成分,是植物性高蛋白饲料的主要优良来源。
我国部分发达地区已经开始大量使用,且使用范围迅速扩大。
产品氨基酸含量生产加工工艺优质大豆→精选(去除杂质) →粉碎→调质与预热→膨化→干燥冷却破碎→指标检测→合格成品产品特色1、高热能全脂膨化大豆粉所含脂肪多属于不饱和的必需脂肪酸,其中亚油酸占到脂肪含量的40%,其热能比牛油、猪油高,属高能饲料。
2、优良蛋白适宜的膨化条件能够保证各种抗营养因子降低到安全范围内而不至于影响各种氨基酸的利用价值,使大豆中丰富的蛋白质利用率达到最佳。
3、高消化率大豆经过膨化后,其原料中各种营养成分发生质的变化,如蛋白质变性、淀粉糊化、脂肪外露等一系列变化,使原料营养成分易于被动物消化和吸收。
4、低抗原膨化加工后的大豆中许多抗营养因子,包括蛋白酶抑制因子、抗原蛋白、凝集素、植酸等,都被充分破坏。
脲酶活性检测在0.05以下。
5、口感好物料经过膨化后去除原料中不良的风味并使其具有特殊香味,口感酥脆,饲料适口性好,可提高采食量,使动物快速生长。
6、全脂膨化大豆粉作为优质的植物性蛋白质原料,适用于各种饲养动物的配合饲料中,可部分替代价格昂贵的鱼粉,在配合饲料中用量不受条件限制。
使用情况全脂膨化大豆粉作为新一代的饲料原料,已被越来越多的行业专家认可与重视,目前,该产品已被广泛应用,成为肉鸡、肉鸭、仔猪、奶牛、水产料中必不可少的原料。
据研究证明,在肉鸡饲料中添加5~15%PWS产品,料肉比可达1.9:1;鱼虾料中添加3~8%PWS产品,可明显提高饲料的品质,在仔猪料中添加8~15%PWS产品,可明显提高饲料的转化率,加快仔猪的生长速度。
大型膨化生产线的推出,使PWS产品得到广泛应用,必将掀起饲料行业的一种新的浪潮。
膨化大豆验收标准大豆膨化加工与营养质量1 大豆产地目前世界大豆生产主要集中于美国、巴西、中国、阿根廷、印度。
中国大豆主要来自东北三省(黑龙江省、吉林省、辽宁省)2 大豆常规营养成分大豆属于油籽实类作物,除了脂肪含量高以外,蛋白质含量也比较高。
与其他油籽相比,最大的特点是碳水化合物中粗纤维含量低,一般只有5%左右。
此外,粗灰分含量也不高。
详见表1.表1 大豆常规营养组成营养成分范围% 平均%粗蛋白粗脂肪碳水化合物粗灰分水分32-43.615.5-24.731.7-31.84.5-6.45.6-14371731510大豆蛋白的氨基酸组成明显比谷类蛋白的氨基酸组成更平衡。
相对动物的需要来说,仍然有一些不足。
含硫氨基酸明显不足。
组氨酸、赖酸、精氨酸处于临界满足需要,色氨酸特别高。
值得注意的是,大豆蛋白色氨酸高并不是坏事,在很多其他饲料中,包括动物性饲料,色氨酸含量都不高,配合饲料中使用大豆或豆粕胡利于弥补这些饲料色氨酸不足。
玉米豆粕或大豆型日粮,色氨酸一般是充分满足需要略有余,不会超过需要很多。
3 大豆膨化生产工艺膨化加工是一种高温短时间的加工工艺,能最大限度保证营养物质严重变质变性,最大限度提高营养物质利用效率。
最大限度避免大豆营养物质损失。
最大限度改善大豆对动物的适合程度,减少对采食量的影响。
最大限度提高产出投入比,充分发挥大豆的营养效率。
大豆膨化的生产工艺主要包括干法膨化、湿法膨化、挤压膨化。
从目前常用的膨化设备来看,膨化比挤压膨化更有优越性。
膨化机产量更大,耗能更少,膨化时间更短,这些都是不可多得的优点。
大豆其它的干燥方法包括:爆发、微波、烘炒等。
4 大豆膨化后常规营养价值变化从表2可知,膨化加工后的大豆,水分显著减少,粗纤维也减少,其他组成成分有不同程度增加。
无氮浸出物基本上不受加工影响。
膨化过程的损耗主要是水分,其他营养物质的损耗不到1%。
表2 大豆膨化后常规营养价值变化营养成分生大豆膨化大豆水分(%)粗蛋白质(%)粗脂肪(%)粗纤维(%)无氮浸出物(%)损耗率(%)14.2336.6517.026.7225.385.679.3838.2118.114.3529.955 膨化大豆验收标准(1)脲酶活性脲酶本身无营养意义,但它与抗胰蛋白酶的含量接近,而且遇热变性失活的程度与抗胰蛋白酶相似,因此可用脲酶活性来作为豆粕加工适宜程度的间接估测指标。
膨化大豆的检验操作规程膨化大豆是一种通过蒸煮和膨化处理的大豆制品,是一种营养丰富的食品。
为了保证膨化大豆的质量和安全性,必须遵循一系列的操作规程。
以下是膨化大豆的检验操作规程,共计1200字。
一、准备工作1. 确定检验目的和要求。
2. 安排合适的检验场所和设备。
3. 准备所需的检验工具和试剂,如称量器具、显微镜、高温蒸煮设备、温湿度计等。
二、样品取样与准备1. 从生产数量中随机抽样,确保样品的代表性。
2. 根据检验要求,取适量的样品,一般500克以上。
3. 样品准备:对样品进行去杂和破碎处理,确保检验样品的均匀性。
三、外观检验1. 检查样品的外观是否正常,颜色是否一致,有无异物等。
2. 使用显微镜进行观察,检查膨化大豆的细胞结构是否完整、无病虫害。
四、含水率检验1. 样品称重:将样品放入称量器具中,称量净重。
2. 干燥处理:将称量好的样品放入高温蒸煮设备中,进行蒸煮和膨化处理。
3. 烘干处理:将膨化后的样品放入恒温箱中,以适当的温度和时间进行烘干。
4. 称重测定:将烘干后的样品取出,冷却后称重,记录样品的干重。
5. 含水率计算:根据以下公式计算样品的含水率:含水率(%)=(净重 - 干重)/ 干重× 100%五、营养成分检验1. 确定检验要求和方法,如蛋白质含量、脂肪含量、碳水化合物含量等。
2. 根据相关方法,进行各项营养成分的测定。
3. 使用适当的试剂和设备,如酶解仪、高效液相色谱仪等。
六、微生物检验1. 准备培养基和培养器具,如菌落计数平板、梅勒平板等。
2. 取样品进行稀释处理,制备适宜浓度的悬浮液。
3. 在培养基上均匀涂布样品悬浮液,根据不同菌种,在适当温度下培养一定时间。
4. 统计并记录培养基上的菌落数量。
5. 根据相关标准,判断样品是否符合微生物质量要求。
七、化学成分检验1. 确定检验目的和要求,如灰分含量、酸价等。
2. 根据相应的方法,进行化学成分的测定。
3. 使用适当的试剂和设备,如电磁炉、滴定管等。
膨化加工对全脂大豆养分含量和抗营养因子的作用
谯仕彦;李德发
【期刊名称】《中国畜牧杂志》
【年(卷),期】1997(033)006
【摘要】为评定膨化全脂大豆的营养价值及干涉膨化的适宜条件参数,测定了“B99-1”干法挤压膨化机生产的3个膨化温度的全脂大豆、生大豆粉和湿法膨化全脂大豆的常规养分、抗营养因子含量、蛋白溶解度、蛋白分散指数和淀粉糊化度。
结果表明,生大豆经膨化后,水分和粗纤维分别减少47%和36%,总能、蛋白质和钙稍有升高,脂肪含量无变化。
干法膨化温度和膨化方法对氨基酸含量和脂肪组成影响很小,随膨化温度升高,赖氨酸含量稳定在
【总页数】3页(P11-13)
【作者】谯仕彦;李德发
【作者单位】中国农业大学动物科技学院;中国农业大学动物科技学院
【正文语种】中文
【中图分类】S816.42
【相关文献】
1.挤压膨化加工对菜籽粕中抗营养因子含量及膨化菜籽粕对生长育肥猪生长性能的影响 [J], 倪海球;杨玉娟;于纪宾;马世峰;王昊;商方方;李军国
2.膨化全脂大豆对仔猪生产性能和养分消化率的影响 [J], 张金枝;刘建新;翁经强;
华卫东
3.膨化处理对全脂大豆抗营养因子rn及营养价值的影响 [J], 李素芬;杨丽杰;霍贵
成
4.不同温度湿法挤压膨化加工对全脂大豆化学成分及抗营养因子的影响 [J], 席鹏彬;张宏福;方路;侯先志
5.膨化全脂大豆对延边黄牛生产性能、养分消化率和胴体品质的影响 [J], 宫强;郭长丽;王慧明;严昌国;夏广军
因版权原因,仅展示原文概要,查看原文内容请购买。
膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
大豆品质标准及检测技术研究作者:张园赵远程姜文艳李伟王能军来源:《粮食问题研究》2023年第06期摘要:大豆中包含诸多营养物质,是我国植物油主要来源之一,同时还可将其制作成豆制品及饲料,是国家关键经济作物及最大进口量农产品。
伴随我国大豆产量逐步提升,其品质标准及检测价值逐步突显,现阶段检验主要依靠人眼识别及化学检测技术,但均不适合运用在大规模检测中,而光谱分析及成像技术中涉及化学计量学方式,能够查看农作物中各种成分含量。
本文将对大豆品质标准及检测技术进行研究,从而使此项工作高效完成。
关键词:大豆品质标准检测技术引言近年来,在我国大豆产业逐步发展进程中,光谱分析和光谱成像技术已被广泛使用到大豆品质检测技术的各环节中,其能够融合化学计量学模式,查验大豆物质成分实际含量。
同时此项技术有着速度快、精准度高、无损坏研究等特点,可与被测物质间形成数学关联,从中取得被检测样品最终结果,已经大规模应用到瓜果蔬菜、肉类、茶叶及其他农作物品质检测中,且得到一定認可。
一、大豆品质标准依据国家标准,按照颜色可将大豆分为黄、青、黑类大豆和其他大豆以及饲料豆,同时针对互相混合限度及杂大豆做出明确规定。
上述大豆根据其纯粮率可划分成五个等级,一到五等级最低标准分别为:96.0%、93.5%、91.0%、88.5%、86.0%,且杂质1.0%,水分东北及华北地区均是13.0%,我国其他地区14.0%,并要求色泽气味正常。
此外还提出:第一,各品种大豆应将3等作为中等标准,若低于5等则视作等外大豆;第二,大豆外皮脱离、子叶保持完整且种皮存在白蒲并没有损害子叶的都是好粒;第三,所收取大豆水分而定最大限额与大豆正常储存水分标准,由各省、自治区、直辖市制定;第四,卫生标准和动植物检疫项目必须遵循国家有关规定实施。
二、大豆品质标准及检测技术(一)水分检测大豆中水分含量影响储藏时长形成,是鉴定大豆品质的核心指标,有专家借助近红外光谱仪,收集我国各区域大豆近红光谱信息154份,创建出的水分模型具有较高预测作用。
产品质量监督抽查实施规范CCGF 106.3—2010膨化豆制品2011—02—10发布 2011—03—01实施国家质量监督检验检疫总局膨化豆制品产品质量监督抽查实施规范1 范围本规范适用于膨化豆制品产品质量国家监督抽查,针对特殊情况的专项国家监督抽查、县级以上地方质量技术监督部门组织的地方监督抽查可参照执行。
本规范内容包括产品分类、术语和定义、企业规模划分、检验依据、抽样、检验要求、判定原则、异议处理复检及附则。
注:针对特殊情况的国家专项监督抽查是指应急工作需要而进行的或者由于某种特殊情况(或原因)仅需要对部分项目进行抽样检验的专项监督抽查。
2 产品分类产品分类及代码产品分类及代码见表1 。
表1 产品分类及代码产品分类一级分类二级分类三级分类分类代码 1 106 106.3分类名称食品豆制品膨化豆制品3 术语和定义(适用时)下列术语和定义适用于本规范。
膨化豆制品:是指大豆粉、食用大豆粕、大豆蛋白粉等为原料,添加或不添加调味料,经挤压膨化的方法加工而成的具有一定组织状态或纤维结构的产品。
4企业规模划分根据膨化豆制品产品行业的实际情况,生产企业规模以膨化豆制品产品年销售额为标准划分为大、中、小型企业。
见表2。
表2 企业规模划分企业规模大型企业中型企业小型企业销售额/万元≥3000 ≥300且<3000 <3005检验依据下列引用的文件,其最新版本或修改单均适用于本规范。
GB 2711 非发酵性豆制品及面筋卫生标准GB 2760 食品添加剂使用卫生标准GB/T 4789.23 食品卫生微生物学检验冷食菜、豆制品检验GB/T 5009.11 食品中总砷及无机砷的测定GB 5009.12 食品安全国家标准食品中铅的测定GB/T 5413.31 婴幼儿配方食品和乳粉脲酶的定性检验GB/T 5009.28 食品中糖精钠的测定GB/T 5009.29 食品中山梨酸、苯甲酸的测定GB/T 5009.35 食品中合成着色剂的测定GB/T 5009.97 食品中环已基氨基磺酸钠的测定GB/T 5009.121 食品中脱氢乙酸的测定GB/T 5009.140 饮料中乙酰磺胺酸钾的测定GB/T 5009.141 食品中诱惑红的测定GB/T 23377 食品中脱氢乙酸的测定高效液相色谱法GB/T23495 食品中苯甲酸、山梨酸和糖精钠的测定高效液相色谱法SB/T10453 膨化豆制品相关的法律法规、部门规章和规范经备案现行有效的企业标准及产品明示质量要求6抽样6.1抽样型号或规格预包装产品或称量销售产品。
饲用全脂大豆挤压加工的生产试验研究全脂大豆(full fat soybean)是整粒大豆经加热处理后的产品。
Wisemn的研究表明,在几种加热处理中,以挤压法所得全脂大豆的代谢能含量最高,为17.9MJ/kg;其次为烘焙大豆,为15.6MJ/kg;再次是微波处理的大豆,为15.4MJ/kg。
据测定,膨化全脂大豆的综合氨基酸的消化率为92.5%,赖氨酸的消化率为90.6%,故高于豆饼中这两类氨基酸的消化率。
全脂大豆的营养成分与生大豆类似,因经加热处理,水分较低,其他成分则相对提高,但蛋氨酸仍显不足。
膨化大豆与其它原料的营养见表1。
表1全脂膨化大豆与几种主要原料营养比较原料水分/%粗蛋白/%粗脂肪/%代谢能/(MJ/kg)膨化大豆8.038.018.017.9生大豆13.036.017.013.9豆粕13.044.03.910.65国产鱼粉13.047.02.48.3玉米13.08.83.013.2Cheva-Lsakaru和Tangtaweeipat比较了不同加工技术对肉仔鸡的应用效果,认为挤压膨化全脂大豆具有两个优势:一是对胰蛋白酶抑制因子有很好的破坏作用,破坏程度分别比蒸汽和干燥加工提高11.2%和74.5%;二是饲料转化率明显高于豆粕、蒸汽加工的全脂大豆和干炒加工的全脂大豆。
本文在实验室试验的基础上,探讨挤压过程中挤压机的结构、原料处理及挤压主要工艺参数变化对挤压效果的影响,以寻求较为恰当和稳定的加工工艺,同时使加工产量、质量得以提高。
1 材料与方法1.1试验原料与主要试剂试验原料:大豆与生豆饼均由浙江省海盐县通元饲料厂提供,其主要组成见表2。
主要试剂:均为分析纯。
表2试验用原料主要成分名称水分/%粗蛋白/%粗脂肪/%UA原料大豆10.538.9918.56.40±0.12生豆饼13.048.05.851.42±0.021.2主要设备135型干法挤压机,部分零件经调整,模头自制,带外加热。
全脂膨化大豆的加工及品质检测
在上世纪60年代末,人们已在肉鸡饲喂中进行了熟化全脂大豆的应用研究。
随着人们对全脂膨化大豆营养价值的认识加深和膨化工艺的逐步完善,全脂膨化大豆作为高能高蛋白饲料资源越来越多地应用于畜禽饲料中,在饲料生产中使用全脂膨化大豆来降低成本,提高效益,具有十分重要的意义。
一、全脂膨化大豆的概念及其特点
大豆蕴藏着极其丰富的营养物质,但由于生大豆内含有许多抗营养因子,如胰蛋白酶抑制因子、尿素酸、血球凝集素等不利于动物消化吸收的成分,所以不能直接用来饲喂动物。
通过热处理加工可以很容易地使这些有害因子的含量降低到可以饲用的安全范围之内。
所谓的全脂膨化大豆是将整粒大豆或粉碎后的大豆经过热处理加工,通常是经过膨化机,在加工的过程中不添加或提取任何物质而加工的产品,呈金黄色,多微孔、细粒状具有高能高蛋白的特性。
全脂膨化大豆在高能高蛋白饲料中有较高的使用价值,并且进行了140-170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
二、全脂膨化大豆的加工工艺及工作原理
常规的膨化加工工艺为:原料-筛选除杂-粉碎-膨化-冷却-成品打包。
膨化加工是一种高温短时间的加工工艺,能最大限度避免营养物质严重变质变性,最大限度提高营养物质利用效率,避免大豆营养物质损失;最大限度改善大豆的适口性,减少对采食量的影响;最大限度提高产出投入比,充分发挥大豆的营养效率。
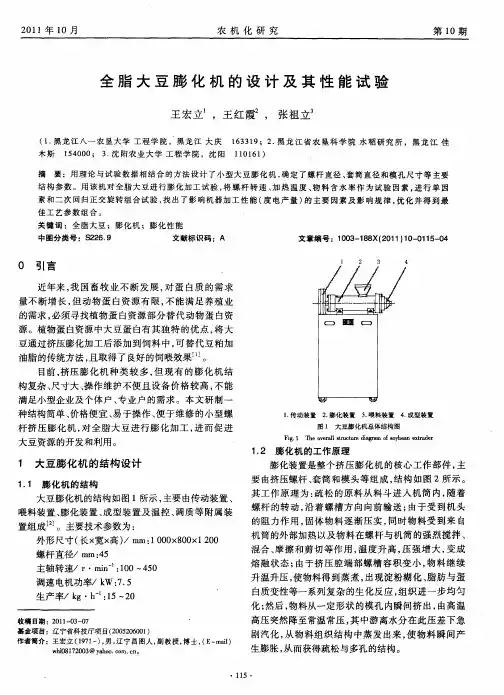
膨化机用于膨化大豆,主要是通过温、湿、压、运动等物理作用,达到改变大豆特性的目的。
膨化机分为干法膨化机和湿法膨化机两种,干法膨化机与湿法膨化机的主要区别在于湿法膨化机有调质器,在膨化过程通入蒸汽。
大豆进入膨化机后,在运转揉合过程,很快被压缩并受到强大压力的挤压,温度很快升高,大豆中的水分立刻处于过热状态,由于压力很大,水不可能变成蒸汽,结果是使大豆物料变得柔软,成为一种熔融状态的物质。
蛋白质、淀粉等在运转过程中同时受到剪切力和摩擦力作用,分子结构的次级键可能断裂破坏,变性成相对呈线形的分子,失去了原有的蛋白质特性,但是因为线形的分子增加了与其他分子接触的机会,更容易发生再结合。
物料喷出机器瞬间,高压迅速变成常压,水分瞬间汽化膨胀上千倍,巨大的膨胀压力使物料形态破坏,部分氢键断裂,达到膨化目的。
三、膨化加工中应注意的问题
全脂大豆的品质依赖于加工时良好的作业管理和操作技巧,控制好时间、温度和湿度这三个参数才能保持
产品质量稳定:
3.1 大豆的品质:水分在12.5%-14 %、杂质不超过25% 。
3.2 进入螺杆内的物料粒度以 3 ~ 6mm 为佳,以达到品质的恒定和产能的提高。
3.3 为确保产品品质的恒定,在生产过程中应记录原料在螺杆的停留时间及螺杆内的温度。
一般而言,原料在螺杆内的时间不超过30s ,保持时间为 5 -6s ,最后一节的温度需在摄氏130 -145℃,产品的水分为8 %以下。
在加工时也可添加适量的水分,一般控制在4%以内,湿法膨化可以计算蒸汽转变为水份的量,这有助于降低胰蛋白酶抑制因子,而不使赖氨酸变性。
3.4 冷却:全脂大豆挤出后的温度很高,应尽快冷却降低温度,以防产品过熟,而使蛋白质遭到破坏。
特别应小心的是用湿法膨化后的产品水分含量较高,须经充分干燥、冷却处理,达到安全仓贮水分。
3.5 产品外观:膨化后的大豆呈金黄色,多微孔、细粒状,油脂充分暴露表面。
借助电子显微镜观察其微观结构,大豆细胞结构被破坏,撕裂变成絮状纤维,细胞间距拉大,油细胞破裂,释放出油脂,易于被动物消化和吸收。
四、全脂膨化大豆品质在线检测的意义和方法
生大豆膨化熟化的目的,就是有效地破坏其中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是,如果熟化过度,又会引起一些氨基酸的破坏。
如过度加热时,对赖氨酸、精氨酸和胱氨酸的破坏较大,还会引起蛋氨酸、异亮氨酸和赖氨酸的消化率下降,进食量减低。
如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对其熟化程度做出在线检测。
一般是测定大豆粉中的脲酶活性来决定其熟化程度,脲酶活性是指:在30±5℃和PH值等于7的条件下,每分钟每克膨化大豆分解尿素所释放的氨态氮的毫克数。
脲酶本身无营养意义,但它与抗胰蛋白酶的含量接近,并且遇热变性失活的程度与抗胰蛋白酶相似,因此,尿酶活性用来作为膨化大豆加热是否合适的间接估测指标。
脲酶活性没有负值,最低为0,国内很多企业一般均采用0.2。
本文简要介绍布勒公司在台湾的单螺杆膨化机(图一)生产全脂大豆的在线检测使用的方法,具体步骤如下:
4.1检测原理:大豆制品中的脲酶可使尿素分解成氨,会使酚红指示剂改变颜色。
4.2 所需试剂:稀硫酸(H2SO4)0.2N。
尿素一酚红试剂
4.3 样品准备:
将1.2克酚红溶解于30ml0.2N的NaOH中;用蒸馏水将之稀释至约300mL;加入90g尿素(分析纯)并溶解之;用蒸馏水稀释至2L;加入14mL 1.0N的H2SO4或70mL o.2N的H2SO4;用蒸馏水稀释至最后体积3L;溶液应具明亮的琥珀色。
4.4 检测步骤:
图一:单螺杆膨化机生产全脂大豆
图二:不合格产品,红点太多,产品过生
合格产品(需要有少量红点,否则为过熟)。