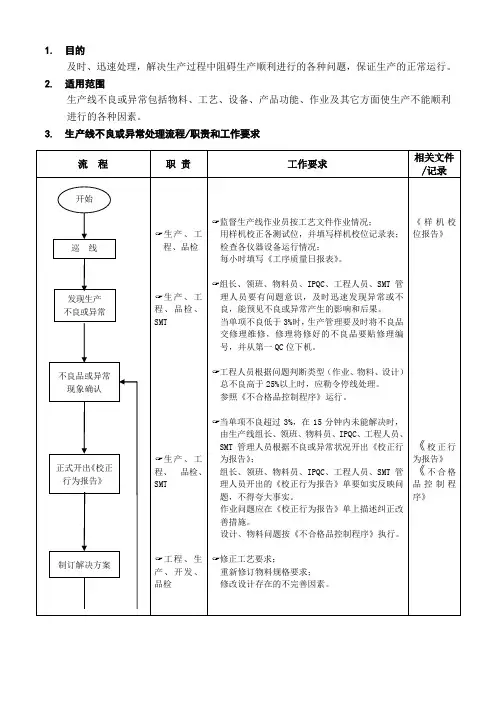
生产线不良或异常处理流程图
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
产线异常处理流程及技巧一.品管人员问题处理之流程(步骤)发现问题分析问题解决问题预防问题备注: 品管人员之所以不同于工程人员处理问题之关键在于品管人员用品管技能,品管统计手法,逻辑推理等方法来进行问题的分析与处理、A.发现问题●不良现象(必须了解清楚及正确之数据)发生日期,不良数﹑投产数﹑不良率﹑不良发生点﹑不良状况(不良状况就是怎样产生的),亦即何种测试条件下之测试不良,具体详细之不良情形、相关的信息,在我们处理问题前,必须清楚无误地掌握到、Case1:1.4/27,产线发现PUH不良,不良率5%、2.产线Loader test站,发现较多托盘进出过缓,分析为托盘不良、3.贵司4/7来料之3374365191之碟盖,批量1000pcs,在我司检验时发现表面有严重刮伤之不良现象,不良率2、5%、4.贵司4/22来料之1232001520陶瓷(1500Pf +/-10%) 450k,在我司检验时发现本体上上有两种文字印刷,见图、B.分析问题此项来讲﹐为SQE处理问题之关键﹕怎样判定此部分之不良就是原材料造成还就是产线制程造成﹖基本上我们应能通过种种的品管手法及逻辑推理手段中作出进一步的判定, 当然, 从某种程度来瞧, 其效果有时并不一定如理想中的那么直接, 但从另一方面讲﹐对我们来处理产线问题绝对就是有益的﹐现例﹕当产线发生不良,并初步怀疑为组件不良所致, SQE该如何处治? 通过何种方式去剖析并解决问题、●不良现象与组件之关联, 其相关关系如何?找出组件不良之相关与机台不良之相关联系参数、如其中的某个参数, 规格, 外观等不良,就是否对产品(机台)有直接的影响?以往历史中就是否有类似之不良?在分析问题前,我们必须展开相关的联想并设问、●不良之确认分析前, 我们应该对所产生的现象作进一步的确认, 确认所产生的现象, 确实为不良, 否则, 以下相关之工作将只能就是徒劳、*不良之现象,就是否确实为不良(超出规格之要求)、*就是否确实为组件fail、相关的不良之判定,需经验之积累、针对一些比较模糊的规格,希望尽量能量化来定义、如: 杂音的判定,焊锡性不良之判定等、●分析过程及方法: 前提:( 若初步分析为原材不良所致)组件不良确认:a.交叉实验法(尽可能多机种, 多状态, 多次实验作确认, 尽可能比较全面地得到第一信息、)*单体简单比较(单次)*多因子之间比较(机种, F/W, 线别, DISC,厂商,Date Code)*单体多次比较(PCBA, Mega)举例: ( PUH, MOTOR, CHIP-C等)b、借助我们现有之零件测试设备对零件参数作测试确认、这一点要求我们所有的SQE 人员在执行时日常的工作中应不断地提升我们对零件, 产品相关的认知, 不断提升 IQC检验之精准度, 可用性及实效性, 尽可能地从组件本身参数特性及与我们产品之相配性作检测, 如塑料件(尺寸, 实配治具等)、以厂商认可的测试判定方法来进行量化的判定、b.待不良确认后, 用罗辑, QC方法进一步展开原因之深入调查、品管人员在处理问题时,最重要的一点同时也就是最首要的工作就是进行相关数据的收集统计并分析,从而得出我们所需求的信息、*不良现象之集中性? 变羿性? 就是我们考究的重点、在此仅以材料羿常处理查德检表, 以供各位在日常工作中能灵活运用, 势必在处理相关问题时会得心应手、1.问题确认➢不良现象发生之日期, 时间?➢在哪一段时间这不良率DPPM就是多少?➢不良数就是否集中在哪一条件?➢不良数就是否集中在哪一个班?➢不良数就是否集中在哪一产品型号(版别)?➢不良品之DATE CODE 为何? 就是否有信集中之趋势?➢不良数就是否集中在哪一个基板位置?➢以前就是否有类似现象发生过?➢不良就是否集中在哪一个测试治具?➢仪嚣治具就是否有维修或不良?➢不良出现前后, 生产条件就是否有变更(5M: 人,机,材,法,量测)➢其她供货商之供料就是否有类似疵病?➢IQC 之SIP就是否有针对此项疵病作检验?➢IQC就是否有检验仪具与能力?以上经由收集相关资料来进一步判定不良现象之集中性及相关之 QC手法(查检表, 层别法), 对不良问题点作初步的判定并相关对策之实施、不良分析Case1:●手插5条线、●Function test ‘27项’不良、●初步分析为C221电容不良(Chip-C)d、利用前后制程的一致性来推断不良产生之原因、利用各前后制程之测试状况作相应之判定、相关以上不良问题而产生的一种重要的分析方法------实验法、各种实验的实施,能有效地辅助我们进行问题的分析与处理、C、解决问题内部➢满足产线正常生产为第一需求, 利上以上相关判定之信息, 换用其她DATE CODE, 厂商, 批次等料正常上线并追踪。
生产异常处理流程生产异常处理流程————————————————————————————————作者:————————————————————————————————日期:1目的:为更加规范生产现场发生异常时,能及时准确地反映并能通过相关人员确认、分析、及时解决,确保生产顺利进行特制订此规定。
2范围:适用公司生产中心下辖所有生产线上发生的异常现象。
3权责:3.1生产管理人员:负责提出异常,并确认异常是否属实,协助相关人员处理异常;3.2工程部:负责生产线上异常分析,找出异常原因,提出改善对策。
3.3品质部:负责跟进改善结果及效果确认,对来料进行管控,并对此类异常制定纠正预防措施。
3.4总经办:负责生产过程中重大异常的方案决策、处理稽核。
3.5采购部:负责来料异常商务方面的异常处理。
3.6计划部:负责异常发生时的总体计划的协调和异常发生产生的工时和物料的核实,组织相关部门一起分析、处理异常。
4异常处理作业流程:4.1生产部按生产排期表提前到仓库领料并安排做首件并量产。
4.2生产部在生产中发现产品、物料与样品不符,生产出的成品达不到标准要求或来料无法使用等现象时,及时上报生产领班、品质部等相关人员确认。
4.3生产领班、品质部确认异常可接受,通知生产线继续生产,如确认异常不能接收则由生产领班或IPQC在异常发生的10分钟内开出《制程异常报告》,所有的《制程异常报告》由车间的IPQC拿到相关部门签字确认,最后由品质文员将单据发出,4.4经技术部分析,给出初步分析结果,结果分为工艺问题、设计问题、来料问题。
4.5由PE分析是来料问题、制程问题还是设计问题,并将分析的原因及解决方案记录在《制程异常报告》表上,并写给到工程部主管签名确认,如果需要返工或改变工艺则由工程部PE做出两块样品给到品质部确认,品质判定方案可行后,PE要在现场跟进生产部员工的作业方法、品质是否与样品一致。
PE必须要等到生产员工做出2件合格品后方可离开现场,整个过程品质部要跟踪监控确认。
备注:停线超过30分钟还无法确定及找到方案时,QE或PE职员下令拉长换线处理,并通知生产管理.
为了保障生产顺利,PE安排生产进行选别或加工时,生产无条件必须接受,生产可提出工时申请单进行工时索赔.
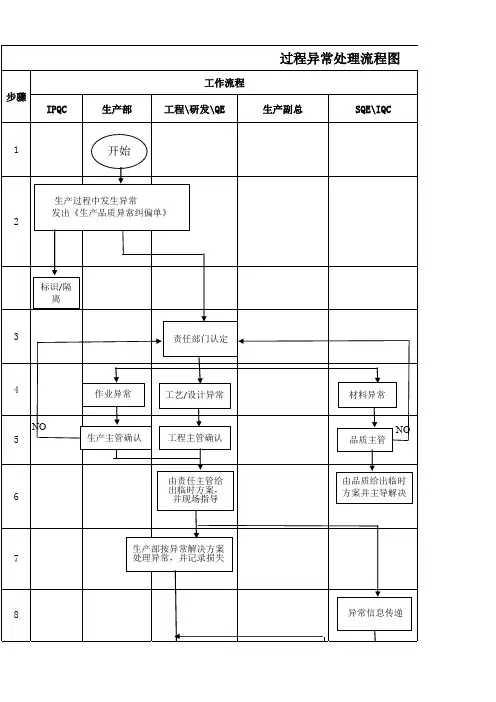
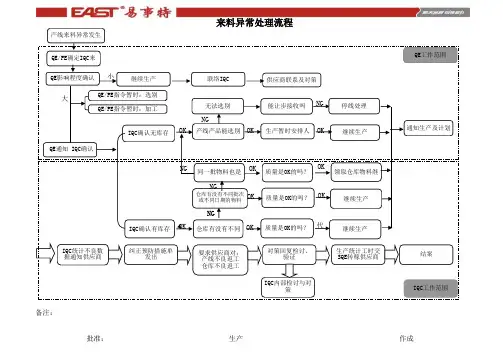
批准:生产作成来料异常处理流程产线来料异常发生
QE/PE 确定IQC 来
QE 影响程度确认QE 通知IQC 确认通知生产及计划
IQC 确认无库存
继续生产联络IQC 小大产线产品能选别生产暂时安排人继续生产OK OK OK 无法选别能让步接收吗NG
NG 停线处理
供应商联系及对策
QE/PE 指令暂时:选别
生产统计工时交要求供应商对:
产线不良返工
仓库不良返工纠正预防措施单对策回复检讨、结案
IQC 内部检讨与对IQC 确认有库存
仓库有没有不同质量是OK 的吗?继续生产OK OK 代仓库有没有不同批次
或不同日期的物料质量是OK 的吗?继续生产
OK OK NG
同一批物料也是质量是OK 的吗?领取仓库物料继
OK OK NG
NG QE/PE 指令暂时:加工IQC 统计不良数
据通知供应商QE 工作范围IQC 工作范围。
81、生产部开始转入正常的《生产制作流程》;2、品质部负责《品质异常联络单》上传、归档。
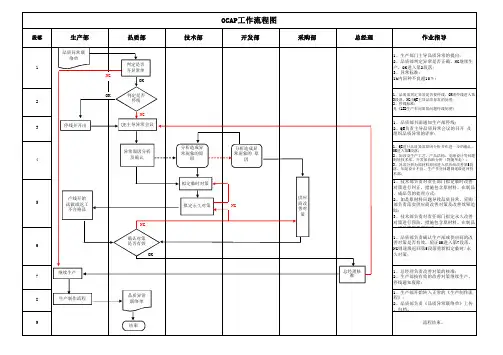
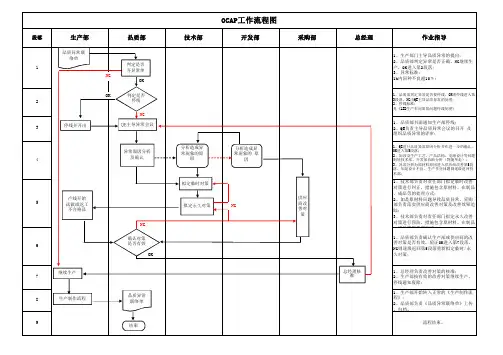
OCAP工作流程图2341、品质部判定异常是否要停线,OK则停线进入第3段落,NG由QE主导品质异常的处理;2、停线标准:见《LED生产车间质量问题停线制度》1、品质部书面通知生产部停线;2、QE负责主导品质异常会议的召开 及组织品质异常的评审;1、QE进行品质异常原因分析并作进一步的确认,OK进入第5段落;2、如涉及生产工艺、产品结构、电路设计等问题则转技术部、开发部协助分析(物随单走);3、异常分析为原材料原因进入供应商改善第5段落,如是设计不良、生产作业问题则逐级返回技术部;段落总经理技术部作业指导生产部品质部1、技术部负责对责任部门拟定临时改善对策进行纠正,措施包含原材料、在制品、成品等的处理方式;2、如是原材料问题导致品质异常,采购部负责落实供应商改善对策及改善效果追踪;3、技术部负责对责任部门拟定永久改善对策进行预防,措施包含原材料、在制品、成品等的处理方式;1、总经理负责改善对策的核准;2、生产部按有效的改善对策继续生产,停线通知废除;流程结束。
579开发部611、生产部门主导品质异常的提出;2、品质部判定异常是否正确,NG继续生产,OK进入第2段落;3、异常标准:1h内同种不良超10﹪;1、品质部负责确认生产部或供应商的改善对策是否有效,验证OK进入第7段落,NG则逐级返回第5段落重新拟定临时/永久对策;采购部品质异常联络单总经理核准判定是否停线停线并开出拟定临时对策产线开始试做或返工不合格品拟定永久对策QE 主导异常会议确认对策是否有效NGOKOKNG生产制作流程NG供应商改善对策异常原因分析及确认分析造成异常現象的原因分析造成异常現象的原因OK结束继续生产NG品质异常联络单判定是否开异常单。
车间异常处理流程图
1、生产计划的异常
如若出现生产计划异常,生产车间应根据计划进行调整,迅速合理的做出工作安排,保证生产效率,确保总产量不变;安排因计划调
整而遗留的产品、半成品、原材料的盘点、入库、清退等处理工作;
安排因计划调整而闲置的人员做前加工工作;安排人员以最快速度做
计划更换的物料、设备等准备工作;利用计划调整的时间做必要的教
育训练。
2、物料计划的异常
接到生产计划后,相关人员要立即确认物料状况,查验物料有无短缺,随时掌控各种物料信息,反馈给相关部门,避免异常的发生;
物料即将告缺前30分钟,用警示灯、电话或书面形式反馈给采购、
资财、生产管理部门;物料告缺前10分钟必须确认物料何时可以接上;如属短暂断料,可安排闲置人员做前加工、整理整顿或其它零星
工作,如断料时间较长,可安排教育训练,或与生管协调做计划变更,安排生产其他产品。
3、设备异常
立即通知工程维修部门协助排除,安排闲置人员整理整顿或做前加工工作。
如排除故障需要教长时间的,应与生管部门协调另作安排。
4、制程品质异常
对有品质不良记录的产品,应在产前做好重点管理,异常发生时,迅速用警示灯、电话或其他方式通知品管部及相关部门;协助品管、
责任部门一起研究对策,配合临时对策的实施,以确保生产任务的
达成,在对策实施前,安排闲置人员做前加工或整理整顿工作,如
果异常暂时无法排除时,与生管协调做生产变更。
5此外,如遇到设计工艺异常应迅速通知品管、生技或开发部。
水电异常则要迅速采取措施降低损失,通知工程动力维修部门抢修,对于闲置人员可做其他安排。
生产异常排除后,一定要坚持“三不”原则进行处理,以避免类似问题的重复发生。

制程品质异常处理程序(IATF16949/ISO9001-2015)1.目的:规范公司制程产品品质异常的反馈和处理,及时的排除异常事项,更有效的预防异常再次发生,同时提升整体工作的品质和效率。
2.适用范围:适用于公司内所有制程产品的品质异常之回馈与处理。
会签部门:生产部、工程部、原料仓库、PMC、研发部、采购部、业务部。
3、定义:品质异常:是指产品在生产制程中出现不符合公司所指定的标准;重大品质异常:1、单一事项不良造成停止生产或停止出货;2、异常现象足以造成产品之致命伤害或影响产品寿命;4.职责和权限:4.1品质部:4.1.1负责制程各段的异常提报与确认、跟进改善措施与导入;4.1.2召开重大品质会议寻求相关部门作出处理;4.1.3制止品质事件的蔓延与水平展开;4.1.4对实施的对策做复核,发出最终的改善结果;4.2生产部:负责品质异常提出及初步的原因排除,执行技术部门给出的对策;4.3工程部:对制程的异常进行原因分析,给出有效的改善措施;4.4研发部:因设计不符合对制程产生的品质异常做出调整,并给出有效的改善对策;当出现重大品质事件协助查找不良原因;4.5PMC:根据品质异常处理状况对订单评估与调整;4.6采购部:掌握品质异常之材料影响程度,跟进进料品质状况和协助制程中出现异常处理;4.7业务部:因品质造成影响出货暂停出货或让步出货,以及修改出货计划;4.8仓库:根据因品质不良产品做出区分和标示;5、参考数据<成品检验规范><SOP作业指导书>6.作业程序:6.1制程品质异常确定6.1.1当在生产过程中,生产各段发现或经工程PE分析确认同一材料和工站出现不良数出现5PCS,一批总不良率超出3%时由品质IPQC提报异常单进行处理;6.1.2当生产各工段出现不良率达到100%或在接线、测试段直接烧机事件,跟线品质IPQC并立即要求生产源头停止下拉和不良标示以及发出停线报告,签核到品质中心主管后并以OA通知到相应部门,同时做生产的调整;6.1.3出货检验中出现不良率超出BJH-QU-ETS-007、BJH-QU-ETS-160标准值,由OQC提报异常由部门主管签核后转至生产包装负责人确认并通知工程PE到现场进行分析,按6.2执行;如急需出货并上升到中心主管审核通过或业务员与客户确认OK方可做让步接收出货;品质做单据保存以其客户使用状况的跟进;6.2正常制程品质异常处理6.2.1当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场可改善或者由部门主管以上级确认可生产,将有效改善对策以及确认信息给到跟线的拉长执行,跟据生产对策实施IPQC再次确认改善效果,OK后按正常生产流程作业,NG时再返回对策实施;6.2.2当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场不能改善时,及时开始品质异常处理单并填写发生异常工序、生产数量、不良现象、标准值、不良值、不良率等状况,由制程品质组长和主管签核后附带不良品转至跟线PE工程师并要求跟线人员以其IPQC到现场做进一步分析;6.2.3工程PE工程师接到品质开出的异常处理单并到异常发生工段做进一步分析确认,同时在30分钟内给出可执行的临时对策给到生产执行和现场指导,生产可恢复正常生产,若临时对策因设计、材料所至需生产挑选、加工使用由生产进行统计无效工时由责任归属承担,需要做实验验证分析结果跟进实验时间给出临时对策但总体时间不能超出8小时以外;6.2.4PE工程师在完成异常分析将分析状况填写至品质异常处理单上,同时给出临时对策、责任归属部门返回跟线IPQC转至到制程品质QE确认原因分析及责任归属,当责任归属对工程所分析的结果有异议时,品质QE主导对异常分析结果异议部门到现场进行确认,品质QE做最终判定。
NO.頁數修正原因日期擔當核准
√
11/1單位
新制定,首次發行
21
核准審校製作日期△
△
△
担 当作业员品保课品保课
品保课制造部营管部
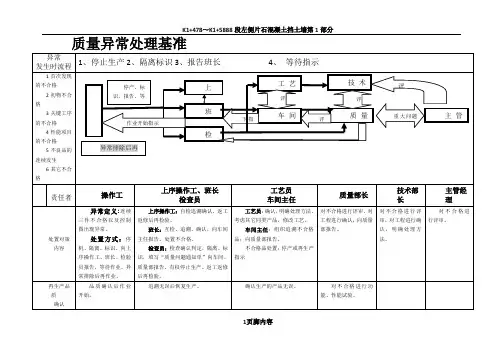
异常处理流程
《异常联络单》
《不合格品处理单》
《入库单》
4.适用范围:
4.1公司内外所有原材料与产品,对象为供应商及客户。
3.1对不能选别使用的做退货处理。
《矫正措施要求表》
3.2对于可以选别使用的通知供应商安排处理。
3.3要求供应商对不良做原因分析和改善措施。
2.2对判定为不良的停止生产,对异常品进行隔离。
《退货单》
3.处理:
《M.R,B申请表》2.做判定:
2.1对可以使用的来料继续生产使用,品保安排跟进或入库。
1.发现异常:
1.1作业员发现异常时停止生产向上级报告(技术员或班长),由班长联络品保,由品保判定是否可以使用。
1.2品保对来料检查发现不良时,通知到品保部门长。
由品保部门长组织会审。
版次
A/0
流 程 图
内 容
支持表单
一、异常处理流程:
名稱
內容區分操作順序及要領機器設定及校準文件號。
OQC异常及停复线处理程序1.目的:为建立一个完善的OQC 异常及停复线处理流程,按照正确的路径作业,使之合理化、统一化、规范化及促进异常处理作业的有序进行.2.范围:本标准适用于OQC3.相关资料:3.1不合格品管制办法3.2矫正预防措施管理办法3.3OQC 抽样计划3.4OQC 检验规范3.5AQ 单处理流程作业规范3.6Error code 不良代码4.定义:4.1AQ(Abnormal Quality) 单: 质量异常单电子化窗体4.2Error Code: 不良代码4.3PCR: 制程变更需求4.4PCN: 制程变更通知5.作业程序与权责:5.1权责5.1.1发生单位(OQC): 异常处理,召集各单位参加会议,并追踪异常直至结案5.1.2技术单位(硬件工程,软件工程,机构工程,工业工程):5.1.2.1找出异常的初步原因, 并定义电测不良机台Sorting 方式5.1.2.2根据责任单位给出的短期及预防对策进行评估.5.123对于原材不良,送厂分析厂商回复NTF部分,技术单位应对其进行判断是否合理,并找出异常真因.5.124计算Sorting和停线工时及费用.5.1.2.5 PCN/PCR 导入时修正SOP.5.1.3制造单位配合执行异常会议之相关决议.5.1.4生管单位:5.1.4.1停线或复线后,生产排程因应的调节与安排。
5.1.4.2不良影响到成品出货时,生管确认订单出货时间及订单的出货调整5.1.4.3不良重工及Sorting 的安排5.1.5责任单位:异常及停线原因的追查以及对策实施5.1.6品保单位(PQA&QSM)5.1.6.1发现异常时,PQA 做系统Rework5.162对策导入设计到制程变更时,PQA开PCN导入会议5.163异常或停复线需Highlight客户时,QSM将异常或停复线讯息反馈给客户5.1.7FPM若不良机台未下对策,但客人由于其他原因同意特采出货时,FPM开立特单5.2 作业程序:5.2.1异常处理程序5.2.1.1OQC 发现异常, 立即记录不良发生的相关信息,并通知相关单位确认不良5.2.1.2相关单位一起将不良回流产线,确认产线是否可以卡下不良5.2.1.3OQC将不良机台贴上OQC Reject单,并召开一次会议5.2.1.4依抽样计划要求制造Sorting b台(b=i/3)机台,Sorting无不良则依异常处理流程处理,Sorting发现三2台不良时,立即停线处理5.2.1.5Sorting过程中发现1pcs同现象不良,则扩大Sorting i台,Sorting无不良则依异常处理流程处理,若Sorting过程中发现三1台同现象不良时,立即停线处理5.2.1.6技术单位在未拆机台30分钟或拆机台60分钟内给出短期对策(分析出人为或原材造成不良).并在3~4小时内分析出问题真因,并发出分析报告.5.2.1.7经分析涉及到主板时,必须回流SMT 看是否可以将不良卡下.5.2.1.8OQC 根据工程分析的真因确定不良影响范围并召开二次异常会议5.2.1.9经分析为人为原因造成时,责任单位在30分钟之内给出短期对策. 521.10经分析为原材时不良,请MQC到现场确认,MQC请厂商进厂确认, 厂商3hs内到厂,3天内回复初步分析报告,7天回复最终报告.5.2.1.11 MC确认是否有替代料及替代料库存是否满足产线需求,若替代料可满足产线需求则换替代料上线5.2.1.12若无替代,则MQC找厂商进厂Sorting原材上线,WIP工程单位提供短期预防对策5.2.1.13若异常涉及停线及影响出货时,需通知生管做相应处理,OQC对成品进行机台Hold, 并在适当时机解除Hold.5.2.1.14不良机台经维修解碼回流产线后,必须经OQC复判方可入库.5.2.1.15若对策需长期导入时,PQA开PCN/PCR导入会议.5.2.1.16 OQC开出AQ单电子文件.追踪责任单位AQ单回复状况,并确认对策有效性.5.2.5停线处理程序:5.2.5.1 OQC 12小时内抽检到两台以上(含两台)同机种同现象异常时,立刻纪录不良发生的相关讯息,产线立即停线,并通知相关部门参加会议.525.2发生1pcs烧板,烧机或safety问题时,产线立即停线.525.3抽到1pcs异常,Sorting b台(b=i/3)时发现三2台同现象不良时,产线立即停线5.2.5.4抽到1pcs异常,Sorting b台时发现1pcs不良,追加sorting i台时发现三1同一不良时,产线立即停线.5.2.5.5抽到1pcs HSF超标时,产线立即停线.5.2.5.6停线发生时,OQC召开停线会议,相关单位需于5mins内到会议区参加会议,停线0.5hr需通知到厂级主管,1hr需通知到客户.5.3OQC异常处理流程图(见第5页):Initiator OQC/PQA PD/SMT Check Point3.1翻禎肓OQCL銅曲£LQQC工頤逋知胸艷勰硕4.2腳酬后的5min吶各斟別刪鶴視5.1工程"QC/PD-赴至轉不良負呈回流產倶虑認産眼是否可隐卡下此不艮6.L 0Q谦不艮椎至別Erro併貼上0Q匚Reject! 二LOQC召開-农飾7.2脱貝瀚躬时丽脱艄內的瞬7.3PD®fiS^l的测制QA Reworic7,4相關里位討諸卫即常粧幷审入至産幔8.1 S 嘶計酢orting轻横毫陆炖」若麻不良則工勰辭析9.1若有1P讶良则履tSorting產檢堇厲有裁現大于學于即如同現曼不艮則Line D OWT^JISortn^ 大手隼于1卩吃睛Dawn12.1工邸牖析祺并左秫鱷箱min亦攒臺也min吶籍出拒期镰12E并在的hrs内册出腿13.1討良直鵰舉不詡懦财娥回恥啊嘛SMT是酮b卡下吐視14,1歸H罰析的貝因山QU蜒頂總范勰16.1 OQC召閉二衆曾鶴通帅相闊里总譽则曜認不良的麴矚娜昶阿對翩馭17.1 OQC财AQ里酬踹直任酣黠贩尉内回復咄制罰艮US工柞日內师對濟楠分屈廉內三天2内用外届內-翻国卜IE月內回攪有赠翩號铀濯酚晡件鏑耶5NTFS!缶有爭讓的制乩需將审件寄回府內負垃術Ifi-起牛析有因18.1斛軸回剛鱷叫第彌蛛的可础朋飜靱覷釈侧持鮒钢即慣酸缺戢琲曲良剧貓結案18訂Q噓棉釉豹牖入的般斷辭比3若显辭鏑豐更籍西尺碼即c晡4.25血内7,1 30師邯內12.130^60 Min^ 12.23-4 hirsft17.1 L咽工柞日SfllfFB ?mfFBSOffllffB18.1 2Weeks5.4 OQC停复线处理流程6•附件6.1 OQC Reject 单 6.2 OQC 品质异常通知单:mtiatar PO EPE/PTE/^lPE/^T OQC/POA [E ciec< pointTirra2.0Q^ffW加QC 觴秫瓣劇鯛縄駅狀41 g^TS 5戲喙腳a 蠣戶◊連籍翳俱啓腕I 購籬攜 门鞫折出頁凰捋頫漲物善讷 晞漩醉改善縣1匚鞋籍滌捶績錮翳删.若鱷氓隸林曲朋斶瓣戶 號朝解因殺聆麒iWHiFPMjuaauji^B 嶺1诵镰轎戶解I 羽Q 囱航腿置工:证补賠紬間聽XIMH1M gr 减任人I 楝隴瓣戶予鶴 1晡聽崩繃辭觀11上述内容,如客户有特别要求,则根据客户要求进行相应的调整和修改Sir ns2hr s品质异常处理单TO □生产部□工程部□品质部□ PMC □仓库□其它。