酸性和碱性锌镍合金电镀工艺比较
- 格式:doc
- 大小:190.50 KB
- 文档页数:3
锌合金电镀中性镍工艺的实践慧聪表面处理网:由于锌合金的电极电位较负,在碱和酸溶液中能发生化学反应,尤其在滚镀作业时,形状复杂而密集,滚镀镍极易受锌污染,柠檬酸盐镀镍克服了锌合金铸件滚镀的难题。
我们东威公司专注锌合金电镀,为此对中性镍工艺进行了一些有益的探索。
目前工厂现用的一般中性镍工艺比较:配方一:成分简单,成本低。
控制简单,镀层颜色稍暗。
控制不好容易糊缸即沉淀,处理周期短。
配方二:双络合剂型。
是配方一的改进型。
特点;双络合剂大大降低了镍离子的有效浓度,减少了锌镍的置换反应,减少了锌在镀液中化学反应。
缺点:镀液柠檬酸钠︰硫酸镍=1.2︰1,阳极溶解性差。
镀液浓度高,成本高,比重大,滚镀带出量大。
另外镀液的分散能力和深度能力都有所下降。
镀层颜色同样稍暗。
为此我们通过大量的实验和摸索,找到一种新型的复合型络合剂。
新型中性镍电镀工艺经生产使用后发现如下特点:镀液PH值为6.2-6.8左右,室温使用,镀液除使用柠檬酸钠做络合剂外,还添加使用我们自己研制的复合型络合剂,镍的阴极极化显著提高,镀液分散能力改善,镀层细致平滑比一般中性镍镀层白皙。
浑浊镀液加入开缸剂立即洁净、清澈!我们做过如下实验:取一烧杯镀液,将锌板放于烧杯镀液中过夜,第二天再取药水打片,电流0.5安培,依然没有发黑问题。
因此对锌及锌合金腐蚀极小,甚至不腐蚀。
所以,使用该镀液,对碱铜打底镀层厚度和致密性要求相比原先一般中性镍镀液,没有那么严格,比一般中性镍镀液更不易腐蚀锌合金层。
生产中工厂工人只要碱铜光亮就可以进行镍缸电镀,不会像原先的中性镍一样碱铜厚度不够、不致密、镀后镀层就会出现长黑点和烧头的问题,缩短了电镀碱铜时间。
镀层的光亮性比原先的中性镍细亮、更白。
当然光亮度主要还是有赖于碱铜的亮光。
而东威公司的碱铜DW-5和DW-2配合,可以在短时间让碱铜光亮,适应这方面的要求。
笔者曾经写过这方面的文章进行过论述。
笔者在工厂现场实验碱铜电镀15分钟然后下镀中性镍,电镀产品也没有发黑点现象。
锌镍合金电镀国家标准锌镍合金电镀是一种常见的表面处理工艺,它能够为金属制品提供优良的防腐蚀性能和装饰效果。
为了规范锌镍合金电镀工艺的生产和质量,我国出台了一系列相关的国家标准,以下将对锌镍合金电镀国家标准进行详细介绍。
首先,锌镍合金电镀的国家标准主要包括GB/T 10125-2012《中性盐雾试验》、GB/T 10126-2012《酸性盐雾试验》和GB/T 10127-2012《碱性盐雾试验》等。
这些标准规定了锌镍合金电镀膜的耐蚀性能测试方法,以及对电镀层的厚度、结合力、表面状态等方面进行了详细的要求。
其次,GB/T 10125-2012《中性盐雾试验》是对锌镍合金电镀膜在中性盐雾环境下的耐蚀性能进行测试的标准。
该标准规定了试验条件、试样制备、试验设备、试验过程和试验结果评定等内容,以确保锌镍合金电镀膜在实际使用中具有良好的耐蚀性能。
另外,GB/T 10126-2012《酸性盐雾试验》和GB/T 10127-2012《碱性盐雾试验》则是针对锌镍合金电镀膜在酸性和碱性盐雾环境下的耐蚀性能进行测试的标准。
这两项标准同样对试验条件、试样制备、试验设备、试验过程和试验结果评定等方面进行了详细规定,以保证锌镍合金电镀膜在不同环境下都能够具有良好的耐蚀性能。
除了耐蚀性能测试标准外,锌镍合金电镀国家标准还包括了对电镀层的厚度、结合力、表面状态等方面的要求。
这些要求旨在确保锌镍合金电镀膜在生产过程中能够达到一定的质量标准,以满足不同行业和领域的需求。
总的来说,锌镍合金电镀国家标准对锌镍合金电镀工艺的生产和质量进行了详细的规定,包括了耐蚀性能测试方法、电镀层的厚度、结合力、表面状态等方面的要求。
遵循这些国家标准,能够帮助生产企业提高产品质量,确保锌镍合金电镀膜具有良好的耐蚀性能和装饰效果,从而满足市场需求,促进行业的健康发展。
酸性和碱性锌镍合金电镀工艺比较(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March酸性和碱性锌镍合金电镀工艺比较现代电镀网讯:一、两种工艺优缺点比较酸性锌镍合金电镀与碱性锌镍合金电镀的工艺特点与酸性镀锌与碱性镀锌的特点类似。
以下分别对比这两种工艺的主要优缺点。
碱性锌镍合金电镀的优点酸性锌镍合金电镀的缺点1、均镀能力(分散能力)好,镀层 1、均镀能力(分散能力)相对较低厚度分布相对均匀。
镀层厚度分布均匀性相对要差。
2、工件高、低电流密度区镀层中 2、工件高、低电流密度区镀层中的镍含量差别较小。
的镍含量差别较大。
碱性锌镍合金电镀的缺点酸性锌镍合金电镀的优点1、电流效率低,一般为50%左右, 1、电流效率高,一般为90%左右,镀层沉积速度慢,0.25微米/分左右。
镀层沉积速度快,最高可达1.0微米/分以上。
2、生产运行成本高。
2、生产运行成本低,较碱性工艺低50%左右。
3、保持镀槽正常运转相对较难。
3、保持镀槽正常运转相对较易。
4、不能镀覆铸铁、渗碳钢、高碳钢。
4、可以镀覆铸铁、渗碳钢、高碳钢。
二、两种工艺的选择从上述两种工艺的特点及优缺点的对比中我们可以得出,对这两种工艺的选择取决于被镀覆工件的材料和工件的几何形状。
除铸铁、渗碳钢这类材料外,由其它金属材料(主要是碳钢)制成的工件选用何种工艺将取决于工件的几何形状,其选择的原则是:在电镀时工件的高电流密度与工件的低电流密度区的电流密度二者差别较大的则采用碱性工艺,反之,则采用酸性工艺。
例如,带有盲孔的工件或工件的中心部位与其边缘部位距离较远的工件(如叶轮),这类工件在电镀时其工件的高电流密度区的电流密度与工件的低电流密度区的电流密度二者相差甚大。
在此情况下,若采用酸性工艺,工件的低电流密度区与高电流密度区的镀层厚度以及镀层中的镍含量的差别较采用碱性工艺要大得多。
酸性镀锌和碱性镀锌的工艺
酸性镀锌和碱性镀锌是两种不同的镀锌工艺,它们在镀锌过程中使用的化学物质和工艺条件有所不同。
酸性镀锌工艺是指在酸性条件下进行镀锌处理的工艺。
在这种工艺中,通常使用硫酸或氯化铁等酸性溶液来溶解锌盐,然后通过电化学反应将锌层沉积在金属表面上。
这种工艺通常用于镀锌薄钢板和管材。
碱性镀锌工艺则是指在碱性条件下进行镀锌处理的工艺。
在这种工艺中,通常使用氢氧化钠或氢氧化钾等碱性溶液来溶解锌盐,然后进行电化学反应将锌层沉积在金属表面上。
这种工艺通常用于镀锌重型钢材和大型零部件。
总的来说,酸性镀锌工艺更适用于细小的金属零件,而碱性镀锌工艺更适用于较大和较重的金属零件。
两种工艺都需要严格控制工艺条件和化学物质的使用,以确保镀锌层的质量和均匀性。
碱性锌镍合金废水处理达标
一、碱性锌镍合金电镀
锌镍合金电镀属于合金电镀工艺的一种,由于锌镍合金电镀具有优异的防护性、耐腐蚀性等优点,锌镍合金电镀近年来发展极其迅速,已经广泛应用在汽车、航天、电子、军工产品的生产制造中。
锌镍合金分成碱性锌镍和酸性锌镍两种,其中碱性锌镍和酸性锌镍的工艺优缺点对比如下:
二、锌镍合金废水处理剂
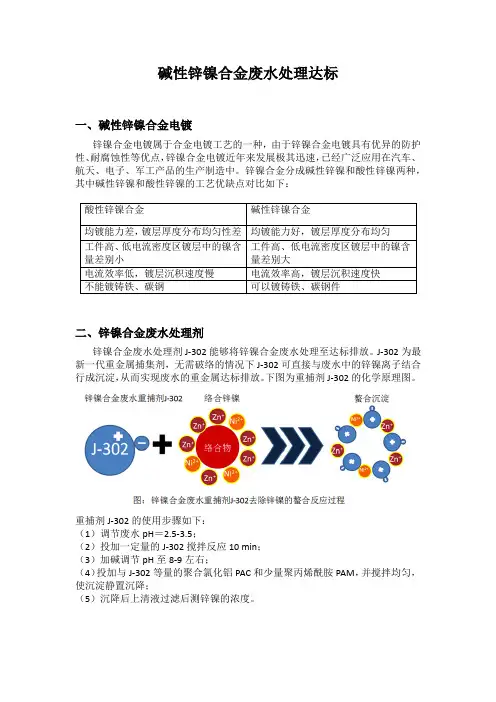
锌镍合金废水处理剂J-302能够将锌镍合金废水处理至达标排放。
J-302为最新一代重金属捕集剂,无需破络的情况下J-302可直接与废水中的锌镍离子结合行成沉淀,从而实现废水的重金属达标排放。
下图为重捕剂J-302的化学原理图。
重捕剂J-302的使用步骤如下:
(1)调节废水pH=2.5-3.5;
(2)投加一定量的J-302搅拌反应10 min;
(3)加碱调节pH至8-9左右;
(4)投加与J-302等量的聚合氯化铝PAC和少量聚丙烯酰胺PAM,并搅拌均匀,使沉淀静置沉降;
(5)沉降后上清液过滤后测锌镍的浓度。
四、J-302处理锌镍合金废水的原理
J-302经过独有的分子工程设计,具有特殊的分子基团群,该分子基团群与锌镍离子具有强结合作用,使得J-302能够在柠檬酸、EDTA等络合剂存在的情况下与锌镍离子行成沉淀物,从而去除废水中的锌镍离子。
处理后的废水中的锌离子<1mg/L,镍<0.1mg/L。
实现电镀废水GB21900-2008的表三标准。
五、药剂性能优势
1.超强的金属螯合能力,无需破络可以有效去除锌镍离子。
2药剂用量低,沉淀效果好,出水澄清。
3产生的污泥量少,减少企业固废的处理成本。
4不会增加COD。
酸性镀锌镀液PH值在4-6(PH值越小,酸性越强;PH值越大,碱性越强。
一般从0-7属酸性,7-14属碱性。
)目前镀锌工艺主为碱性锌酸盐和酸性氯化钾镀锌。
酸性镀锌(氯化钾镀锌)
优点:1、镀层鲜艳。
2、镀覆速度快,效率高,成本较低。
缺点:1、镀锌层为片状,结合力差,易脱落。
2、防腐能力差,镀层的耐盐雾性能实验无法保证。
3、镀层脆性大,时间长钝化膜易变色。
碱性镀锌(锌酸盐镀锌)
优点:1、镀层结合力较好,镀锌层为柱状结构;
2、防腐蚀能力强,镀层的耐盐雾性能试验较好,可达到72小时以上;
3、彩色钝化膜附着能力好,不易变色。
缺点:1、镀前处理要求较高;
2、电阻率大,生产效率低;
3、电镀时碱味重,刺鼻。
4、色彩相对较暗,不如酸锌鲜艳。
根据两种不同镀锌的优缺点,酸性镀锌无法保证产品符合ROHS标和要求,质量无法保证,应采用碱性镀锌工艺。
几种常见的电镀锌工艺优缺点
在电镀行业中,相信您一定对电镀锌加工工艺非常的了解,
我们先将电镀锌做一下分类,
再一一了解。
电镀锌如果按电镀加工工艺分的话可以氰化镀锌,酸性镀锌以及碱性无氰锌酸盐镀锌,
今天小编就和你一起了解一下电镀锌这三种工艺的优缺点。
氰化镀锌电镀加工优缺点:
优点:氰化镀锌的结晶比较细致,镀液的分散能力以及覆盖能力都比较好而且如果用钢铁作为集体进行电镀加工的话,不会对钢铁本身造成腐蚀。
缺点:它的电镀溶液含有毒物质氰化物,排放的废水和废气会对坏境有一
酸性镀锌电镀加工优缺点:
优点:它的电镀溶液成本比较低,而且镀液非常稳定电流效率也高。
最主要的是他的镀层沉淀速度快。
缺点:他镀液的均镀能力和深镀能力相对其他电镀溶液比较差,而且镀层的结晶体比较粗糙,只适合加工一些表面结构简单的加工品,而且镀液对钢铁基体设备有一定的腐蚀作用。
碱性无氰锌酸盐镀锌电镀加工优缺点:
优点:电镀溶液不含氰物质,不会对钢铁基体才、造成腐蚀,
钝化膜及时在湿热的大气中也不会轻易出现变色发黑等情况。
缺点:镀层的结合力以及脆性相对于氰化镀锌有一定的差距。
西北T业大学顾匕学位论文摘要摘要锌镍合金是近lO多年发展起来的一种新型防护性镀层,具有极高的耐蚀性、低氢脆性、可焊性和机械加工性等优良特性,极具发展前景。
本文通过选择合适的阳极及阳极电流控制方式,采用新的添加剂和络合剂实现了锌镍合金电镀。
优选出了新的锌镍合金电沉积工艺和镀液配方,系统研究了电沉积锌镍合金的工艺条件。
重点研究了阴极电路密度、pH值、镀液温度及镀液各成分对锌镍合金镀层中含镍量的影响规律。
采用了新的钝化液配方及相应的工艺对锌镍合金进行了钝化处理。
采用x射线衍射仪、GDA一750型辉光放电光谱仪、HitachiS一570型扫描电镜和多功能电子能谱仪等分析手段,对锌镍合金镀层的成分变化规律、微观形貌和结构、腐蚀产物、钝化膜的结构及成分进行了分析和研究。
采用了电化学试验法和中性盐雾试法对锌镍合金镀层的耐蚀性进行了研究。
结果表明:(1)通过此新型的镀液配方和工艺条件,可获得含镍量为9%~12%,具有良好外观和耐蚀性的锌镍合金。
(2)随镀层厚度的增加,锌的含量不短增加,镍的含量是先增加后减小,镀层中形成了镍的富积层。
(3)含镍量不同,镀层的结构不同。
当镀层中镍含量低于6%以下时,镍与锌形成固溶体组织n相;当镍含量为6%~10%时,还会有弥散的Y相合金存在;当镍含量为10%~14%时,镍与锌形成金属间隙化合物,其会相组织主要为Y相(NisZn:。
),当镀层中镍含量高于25%时,镀层组织主要是q相,还会有弥散的‘相(Nizn。
)合金。
(4)含镍14%以下的锌镍合金,其自腐蚀电位随镍含量的增加而增加;经过钝化处理的锌镍合金镀层耐蚀性远高于锌钝化层、镉钝化层和镉钛合金镀层:(5)锌镍合金镀层腐蚀产物主要是ZnO和ZnCI:·4Zn(OH):,含有少量的2ZnCO。
·3Zn(OH)。
,腐蚀产物中没有镍的存在。
(6)锌镍合金钝化膜表层主要由CrO。
、Na:CrO。
和H20等组成;随钝化温度的升高,钝化膜的厚度增加;在锌镍合金钝化膜与镀层之间形成了富镍层。
碱锌锌镍合金电镀工艺
参数技术要求
1、电解液要求:质量浓度:ZnSO4的质量浓度为25-35g/L,NiSO4
的质量浓度为15-20g/L,H2SO4的质量浓度为30-40g/L,温度为30-50℃;
2、浸膜条件:进入阳极室的极化时间约为20-30s,电极外表面温度
稳定在50-60℃,电极内部温度不高于30℃;
3、和洗:离阳极室后,先用热水,再用中性或者碱性清洗剂清洗,
最后用热清洗液清洗,清洗温度约为50-60℃;
4、电镀时间:在50-60℃的电解液中,电镀时间约为8-9min;
5、水洗:洗涤温度在30-50℃,洗涤时间大概为2-3min;
6、烘干:在60-80℃的空气中烘干,时间在3-4min左右;
7、检查:确保表面质量良好,无腐蚀、拉伤、碰伤、毛刺等缺陷。
南昌航空大学硕士学位论文碱性锌酸盐锌镍合金电镀工艺及机理研究姓名:吴浩杰申请学位级别:硕士专业:材料学指导教师:杜楠20080501摘要锌镍合金是一种新型防护性镀层,具有极高的耐蚀性和优良的机械性能,极具有发展前景。
本文优选出碱性锌酸盐锌镍合金镀液的添加剂,并通过正交实验优化了锌镍合金电镀工艺参数与镀液配方,系统地研究了电沉积锌镍合金的工艺条件。
重点探讨了阴极电流密度、温度和镀液成分含量对锌镍合金镀层中镍含量的影响规律。
采用x射线衍射仪、扫描电镜和分光光度计等分析仪器和手段,对锌镍合金镀层的成分、微观形貌、相结构和腐蚀产物进行分析和研究。
采用动电位扫描法研究了锌镍合金共沉积电化学行为,并结合交流阻抗谱分析探讨了锌镍合金共沉积类型和机理。
采用了电化学极化曲线、盐水浸泡法和中性盐雾实验法对锌镍合金镀层的耐蚀性进行了研究。
结果表明:(1)在ZnO 12g/L; NaOH 120g/L; NiSO4·6H2O 8g/L; 络合剂ZNA 40mL/L; 酒石酸钾钠 40g/L; 光亮剂6mL/L; T=25℃;D k=2.5A/dm2下,可获得镍含量为12~14wt.%的锌镍合金镀层。
(2)锌镍合金镀层中的镍含量与合金镀液组成及工艺条件有关,其中镀液中锌镍离子浓度比对镀层的镍含量影响最大。
(3)在合金电镀过程中,锌离子的存在和析出,会在阴极表面形成中间产物吸附膜,使镍的还原受阻,所以锌镍合金共沉积表现为异常共沉积。
(4)镍含量不同,相组成不同,耐蚀性也不同。
镍含量<10%的锌镍合金镀层是δ+η相;10-14%主要是δ+x相;14-18%是γ+δ相;>18%是γ+δ+α相。
耐蚀性总体表现为δ+x相优于δ+η相、γ+δ相优于γ+δ+α相。
(5)锌镍合金镀层在腐蚀过程中,由于NiO的存在,使Zn(OH)2转化为ZnO的过程受阻,提高了合金镀层的耐蚀性。
关键字:锌镍合金,电镀,合金共沉积,异常共沉积,耐蚀性ABSTRACTZinc-Nickel alloys are a kind of new and protective coatings and have been developed. The Zn-Ni alloys coatings have a promising future, because of their high corrosion resistance and good mechanical properties. In this paper, Zinc-Nickel alloys electroplating has been realized by adopting new additive, complexant and orthogonal experiments.The new process conditions and solutions of electroplating Zinc-Nickel alloys have been obtained and researched from all aspects. The effects of current dencity, temperature, composition of electroplating solution on the content of Nickel in the deposits were investigatied. The rules of Zinc-Nickel alloy coating component, microcosmic appearance and structure, corrosion products have been analyzed and researched by means of adopting XRD, SEM and spectral photometer. The electrochemical bebavior of the Zn-Ni electroplating has been studied respectively by linear sweep voltammetry and cyclic voltammetry, partial current method and alternating current impedance method. The properties of the Zinc-Nickel alloys corrosion resistance have been researched by the electrochemisty test, NaCl immersion test and the neutral salt spray test. The results show: (1) The Zn-Ni alloys coating which the content of nickel is in 12~14wt.% with highest corrosion resistance has been abtained by ZnO 12g/L; NaOH 120g/L; NiSO4·6H2O 8g/L; Complexing ZNA 40mL/L; Sodium tartrate 40g/L; Brightener 6mL/L; T=25℃; D k=2.5A/dm2. (2) The composition and process could affect the content of nickel in Zn-Ni alloys coatings, the concentration alteration of Zn2+ and Ni2+ in the bath lead to induce alloy nickel content changes. (3) Zn-Ni alloys plating is anomalous codeposition. Zn2+leds to the formation of intermediate production film on the surface of the cathode during codeposition, which could embarrass Ni2+ deposition. (4) Zn-Ni alloys electrodeposits exhibit different alloy phases with different corrosion resistance as a functction of their alloy composition. The diffent phases appeared as the nickel content in the deposits changed, Ni content lower than 10 wt.%, mainlyδ+η; Ni 10-14 wt.%, δ+x; Ni 14-18wt.%, γ+δ; and Ni higher than 18wt.%, γ+δ+α. Corrosion resistance capability isδ+x>γ+δ\δ+η>γ+δ+α. (5) Zn-Ni alloy coatings are of much better corrosion resistance, because of NiO, The process of Zn (OH)2 converting to ZnO is hindered, so the corrosion resistance of the coatings is improved.Key Words:Zinc-Nickel alloys, electroplating, alloy electrodeposition, anomalous codeposition, corrosion resistance南昌航空大学硕士学位论文原创性声明本人郑重声明:所呈交的硕士学位论文,是我个人在导师指导下,在南昌航空大学攻读硕士学位期间独立进行研究工作所取得的成果。
酸性液电镀Zn –Ni 合金的操作条件对镀层中Ni 含量的影响周晓荣,王飞,张开诚(武汉工业学院化学与环境工程系,湖北武汉430023)摘要:研究了酸性电镀光亮Zn –Ni 合金中ρ(Ni 2+)/ρ(Zn 2+)的比值、阴极电流密度、镀液温度、pH 对镀层中镍的质量分数的影响。
通过扫描电子显微镜(SEM )研究了镍镀层的微观形貌。
结果表明,镀层含镍量随着电流密度的增大、温度升高而增大;随着镀液中pH 的升高、含镍量的增大而下降。
获得了最佳工艺参数:27~100g/L NiSO 46H 2O ,25g/L ZnCl 2,100g/L NaCl ,50g/L NH 4Cl ,25~30g/L Na 3C 6H 5O 72H 2O ,10g/L H 3BO 3,5mL/L L-5A 添加剂,30~40mL/L L-5B 添加剂,J k =1.25~6A/dm 2,θ=20~40°C ,pH =4.5~6.0。
关键词:电镀;锌–镍合金;镍含量;酸性溶液中图分类号:TQ153.12;TQ153.15文献标识码:A文章编号:1004–227X (2007)06–0010–03Effect of oper ating conditions on Ni content of Zn –Nialloy deposit in a cidic solution ∥ZHOU Xiao-rong,WANG Fei ,ZHANG Kai-chengAbstr act:The effect of ratio of m(Ni 2+)/m(Zn 2+),cathodic current density,bath ’s temperature and pH value on the nickel mass fraction of deposit in acidic bright Zn –Ni alloy plating were investigated.Micromorphologies of nickel deposit were studied by SEM.Results showed that the nickel content in alloy deposit increases with increasing current density and temperature,and decreases with increasing pH value and ratio of ρ(Ni 2+)/ρ(Zn 2+)in bath.The optimal process parameters were gained as follows:27~100g/L NiSO 46H 2O,25g/L ZnCl 2,100g/L NaCl,50g/L NH 4Cl,25~30g/L Na 3C 6H 5O 72H 2O,10g/L H 3BO 3,5mL/L L-5A additive,30~40mL/L L-5B additive,θ=20~40°C,pH =4.5~6.0and J k =1.25~6A/dm 2.Keywor ds:electroplating;zinc –nickel alloy;nickel content;acidic solution First-author ’s addr ess:Department of Chemistry and Environment Project,Wuhan Polytechni c University,Wuhan 430023,China1前言现代工业和科学技术的发展对材料表面的性能提出了越来越高的质量要求。
酸性和碱性锌镍合金电镀工艺比较
(总2页)
--本页仅作预览文档封面,使用时请删除本页--
酸性和碱性锌镍合金电镀工艺比较
现代电镀网讯:
一、两种工艺优缺点比较
酸性锌镍合金电镀与碱性锌镍合金电镀的工艺特点与酸性镀锌与碱性镀锌的特点类似。
以下分别对比这两种工艺的主要优缺点。
碱性锌镍合金电镀的优点酸性锌镍合金电镀的缺点
1、均镀能力(分散能力)好,镀层 1、均镀能力(分散能力)相对较低
厚度分布相对均匀。
镀层厚度分布均匀性相对要差。
2、工件高、低电流密度区镀层中 2、工件高、低电流密度区镀层中
的镍含量差别较小。
的镍含量差别较大。
碱性锌镍合金电镀的缺点酸性锌镍合金电镀的优点
1、电流效率低,一般为50%左右, 1、电流效率高,一般为90%左右,
镀层沉积速度慢,微米/分左右。
镀层沉积速度快,最高可达微米/分以上。
2、生产运行成本高。
2、生产运行成本低,较碱性工艺低50%左右。
3、保持镀槽正常运转相对较难。
3、保持镀槽正常运转相对较易。
4、不能镀覆铸铁、渗碳钢、高碳钢。
4、可以镀覆铸铁、渗碳钢、高碳钢。
二、两种工艺的选择
从上述两种工艺的特点及优缺点的对比中我们可以得出,对这两种工艺的选择取决于被镀覆工件的材料和工件的几何形状。
除铸铁、渗碳钢这类材料外,由其它金属材料(主要是碳钢)制成的工件选用何种工艺将取决于工件的几何形状,其选择的原则是:在电镀时工件的高电流密度与工件的低电流密度区的电流密度二者差别较大的则采用碱性工艺,反之,则采用酸性工艺。
例如,带有盲孔的工件或工件的中心部位与其边缘部位距离较远的工件(如叶轮),这类工件在电镀时其工件的高电流密度区的电流密度与工件的低电流密度区的电流密度二者相差甚大。
在此情况下,若采用酸性工艺,工件的低电流密度区与高电流密度区的镀层厚度以及镀层中的镍含量的差别较采用碱性工艺要大得多。
当被镀的是形状简单的工件,诸如圆柱体的各类滚筒、活塞、紧固件等等,由于工件表面的电流密度相对一致,在此情况下,就应选择酸性工艺,因为碱性工艺的二大优点已无多大意义,而其本身的缺点却相当突出。
三、对当前我国锌镍合金电镀现状的一点看法
我国对锌镍合金的研究始于上世纪八十年代,其所研究的皆为酸性氯化物电镀工艺。
笔者在此项研究中成功地解决了酸性氯化物电镀锌镍合金的技术关键-找到并确定有效抑制低阴极电流密度区镍沉积的最佳组合添加剂。
由于这一突破,该项工艺可用于形状较为复杂钢铁件的挂镀,也可用于滚镀。
自一九九三年起先后多家单位用此工艺投入工业批量生产,其中一项主要加工产品是电缆桥架,在近十年里其加工量达1-2万吨。
但就笔者所知,酸性锌镍合金电镀虽在上世纪九十年代开始用于工业生产,但无论从其应用的产品品种和数量来说均处于起步阶段,至于碱性锌镍合金电镀在九十年代尚未见用于工业生产的报导。
锌镍合金电镀在我国迅速发展普及还是最近几年的事,但发展的只是碱性锌镍合金电镀,酸性锌镍合金电镀却并未得到相应发展。
如前所述,酸性锌镍合金电镀与碱性锌镍合金电镀的工艺特点与酸性镀锌与碱性镀锌的特点类似,工艺的选择均取决于工件的形状(除某些钢种外),有的适用碱性工艺,有的适用酸性工艺,因此,按理锌镍合金电镀两种工艺的使用比例应与酸性镀锌与碱性镀锌的比例大致接近,而不应有悬殊的差别。
据知,我国酸性镀锌占电镀锌总量的50%以上,碱性镀锌约占40%左右,而酸性锌镍合金电镀虽未见全国统计数据但据笔者估计不会超过10%。
酸性锌镍合金电镀所占比例如此之低的原因就在于大量本应采用酸性锌镍合金电镀的工件目前普遍采用了碱性锌镍合金电镀工艺。
仅据煤矿单体液压支柱为例,全国使用量超过100万支,无数专一为此电镀加工的单位普遍采用碱性锌镍合金电镀工艺而不是酸性锌镍合金电镀工艺。
根据笔者对这两种工艺的研发与生产实践,这类加工件在镀层镍含量相同、镀层厚度相同、耐蚀性相似的情况下,采用酸性锌镍合金电镀工艺其生产成本可降低50%左右,产量可提高2倍以上。
笔者在此不打算对造成我国近年锌镍合金电镀两种工艺不合常理的发展状况的原因进行探讨,但仅预测这种状况将在数年后会得到改变,酸性锌镍合金电镀工艺将逐步上升至它所应占的比例。