SPI美国标准 抛光等级
- 格式:pdf
- 大小:53.58 KB
- 文档页数:1

SPI 美国光洁度标准(2009-11-16 17:05:45)转载标签:杂谈SPI Finish A-1 -- Grade #3, 6000 Grit Diamond BuffSPI Finish A-2 -- Grade #6, 3000 Grit Diamond BuffSPI Finish A-3 -- Grade #15, 1200 Grit Diamond BuffSPI Finish B-1 -- 600 Grit PaperSPI Finish B-2 -- 400 Grit PaperSPI Finish B-3 -- 320 Grit PaperSPI Finish C-1 -- 600 Grit StoneSPI Finish C-2 -- 400 Grit StoneSPI Finish C-3 -- 320 Grit StoneSPI Finish D-1 -- 600 Stone Prior to Dry Blast Glass Bead #11 SPI Finish D-2 -- 400 Stone Prior to Dry Blast #240 Oxide SPI Finish D-3 -- 320 Stone Prior to Dry Blast #24 OxideSPE -- The Society of Plastic EngineersSPI -- The Society of the Plastic Industry另附:表面粗糙度国际标准加工方法标准等级代号表面粗糙度加工工具(方法) 加工材料及硬度要求光度描述粗研磨砂粒粒度精研磨砂粒粒度钻石膏抛光SPI(A1) Ra0.005 S136 54HRC 光洁度非常高,镜面效果SPI(A2) Ra0.01 DF-2 58HRC 光洁度较低,没有砂纸纹SPI(A3) Ra0.02 S136 300HB 光洁度更低一级,但没有砂纸纹SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向。




工件表面光洁度标准SPI ~SPE & 模具抛光等级2010-01-11 16:58SPI-SPE 工作表面光洁度标准旧标准一般粗糙度A-0 #1钻石膏(光学要求)A-1 #3钻石膏抛光(镜面) #3钻石膏A-2 #6钻石膏抛光(镜面) #3钻石膏A-3 #15钻石膏抛光(镜面) #2(#1200砂纸)B-1 #600砂纸(光面)B-2 #400砂纸(光面)B-3 #320砂纸(光面) #3C-1 #600油石(哑面)C-2 #400油石(哑面)C-3 #320油石(哑面) #4(#280油石)D-1 喷#11粗玻璃珠= (#2湿砂)D-2 喷#240砂= (干幼砂) #5(5"距离100磅压力, 似幼火花机纹)D-3 喷#24砂= (干粗砂) #6(3"距离100磅压力) 模具抛光有分等级的吗?代号番号加工法平均粒度(μm) 粒度上下值(μm) Ra中心线平均粗度(μm) 抛光代号200,000#以上━━ 0.07 0.062~0.082 0.003~0.01 (1)光学级14000# 1 DIAMOND 1 1~2 0.019~0.02510000# 2 DIAMOND 2 1~3 0.02~0.028 A18000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A25000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A23000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A32000# 8 DIAMOND 8 6~10 0.04~0.06 A31000# 15 DIAMOND 15 10~20 0.06~0.07 A31000# 15 Sand paper 15 10~20 0.07~0.08800# 21 Sand paper 21 18~24 0.08~0.095600# 30 Sand paper 30 25~35 0.09~0.1 (5)B1400# 37 Sand paper 37 30~44 0.11~0.12 (6)B2320# 45 Sand paper 45 40~50 0.12~0.16 (7)B3━ 30 Whetstone 30 30~37 0.16~0.17 (8)C1━ 37 Whetstone 37 30~44 0.23~0.27 (9)C2━ 45 Whetstone 45 40~50 0.34~0.39 (10)C3━ 11# 咬花━━ 0.92~0.99 (11)D1━ 240# 咬花━━ 1.77~1.89 (12)D2━ 24# 咬花━━ 3.15~3.58 (13)D3━咬花━━ 1.83~1.99 (14)SPI5━ 3A EDM ━━ 3.62~4.31 3A━ 2A EDM ━━ 2.33~2.41 2A━ 1.5A EDM ━━ 2.07~2.14 1.5A━ 1A EDM ━━ 1.31~1.53 1A140# ━研磨━ 100#~140# 3~4230# ━研磨━ 200#~230# 2~3400# ━研磨━ 270#~400# 1~2本表只提供比对样板,测试报告值仅供参考用。
美国工业学会标准SPI Standards 抛光级别说明粗糙度备注Finish TypeDescriptionRoughnessAveragingComments3# 钻石膏抛光达到镜面或光学要求grade #3 diamond buff for mirror or optical finishes6# 钻石膏需要很长时间与成本才能达到此类抛光级别grade #6 diamond buffmost time consuming and costly finishes toachieve15# 钻石膏对钢料的质量要求很高grade #15 diamond buffsteel grade important to results (D-M-E No.3or No.5 steel recommended)600# 砂纸消除所有的加工纹600 grit paper removes all tools and machining marks400# 砂纸提供较好的出模400 grit paper provides good mold release320# 砂纸在模具上表现为有较暗的反光。
320 grit paperlight reflecting finish on molded part,somesheen600 油石消除所有的加工纹600 stone removes all tools and machining marks400 油石提供较好的出模400 stone provides good mold release320 油石在模具上表现为不会反光,且没有光泽。
320 stone mute finish on molded part,no sheen#24 沙子(6"距离用100磅的压力喷沙,持续5秒时间)用装饰性表面dry blast glass bead (8" distance at100psi;5 secs)for decorative finishes#240 氧化物(5"距离用100磅的压力喷沙,持续5秒时间)帮助隐藏产品的缩纹或其它不良外观dry blast #240 oxide (5" distance at100psi;6 secs)helps hide shrink marks and otherimperfections#24 氧化物(6"距离用100磅的压力喷沙,持续5秒时间)要求产品不能反光的模具表面dry blast #24 oxide (6" distance at100psi;6 secs)dull non-reflecting finish on molded or castpart模 具 抛 光 对 照 表Mold Finish ComparisonA-1 A-2 A-30-1 1-2 2-32-3 4-5 9-10 10-12 25-2810-12B-1B-2B-3C-1C-2D-1C-338-42D-2 D-326-32 190-230de69Page 12013-5-8。
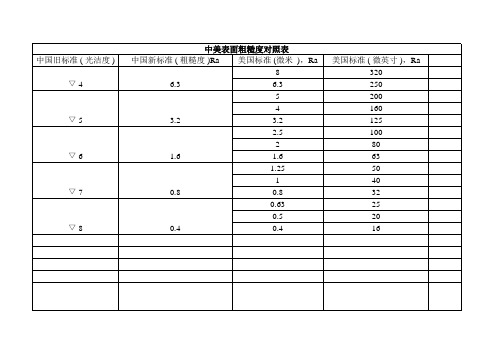
光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm)表面光洁度 ▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7Ra 50 25 12.5 6.3 3.2 1.60 0.80 表面粗糙度Rz 200 100 50 25 12.5 6.3 6.3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 Ra 0.40 0.20 0.100 0.050 0.025 0.012 - 表面粗糙度Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050另附:表面粗糙度国际标准加工工具(方法)标准等级代号 表面粗糙度粗研磨砂粒粒度精研磨砂粒粒度钻石膏抛光加工材料及硬度要求光度描述S136 54HRCSPI(A1) Ra0.0058407 52HRC光洁度非常高,镜面效果DF-2 58HRCSPI(A2) Ra0.01XW-10 60HRC光洁度较低,没有砂纸纹S136 300HB SPI(A3) Ra0.02718SUPREME300HB 光洁度更低一级,但没有砂纸纹SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向 Ra0.4 精加工:精车\精刨\精铣\磨\铰\刮微辨加工痕迹的方向Ra0.8 精加工:精车\精刨\精铣\磨\铰\刮可辨加工痕迹的方向Ra1.6Ra3.2Ra6.3Ra12.5Ra25Ra50中美表面粗糙度对照表中国旧标准 ( 光洁度)中国新标准( 粗糙度 )Ra美国标准( 微米 ),Ra美国标准( 微英寸),Ra8320▽ 4 6.36.325052004160▽ 5 3.23.21252.5100280▽ 6 1.61.6631.2550140▽ 70.80.8320.63250.520▽ 80.40.416表面粗糙度的表示法从量测仪器上,我们多可获得工件表面不规则状况的放大结果,而此一结果 常被称为"表面轮廓图"(surface profile)。
工件表面光洁度标准SPI ~SPE &模具抛光等级2010-01-11 16:58SPI-SPE工作表面光洁度标准旧标准一般粗糙度A-0#1钻石膏(光学要求)A-1#3钻石膏抛光(镜面)#3钻石膏A-2#6钻石膏抛光(镜面)#3钻石膏A-3#15钻石膏抛光(镜面)#2(#1200砂纸)B-1#600砂纸(光面)B-2#400砂纸(光面)B-3#320砂纸(光面)#3C-1#600油石(哑面)C-2#400油石(哑面)C-3#320油石(哑面)#4(#280油石)D-1喷#11粗玻璃珠= (#2湿砂)D-2喷#240砂=(干幼砂)#5(5"距离100磅压力,似幼火花机纹)D-3喷#24砂= (干粗砂)#6(3"距离100磅压力)模具抛光有分等级的吗?代号番号加工法平均粒度(μm)粒度上下值(μm) Ra中心线平均粗度(μm)抛光代号200,000#以上━━0.07 0.062~0.082 0.003~0.01 (1)光学级14000# 1 DIAMOND 1 1~2 0.019~0.02510000# 2 DIAMOND 2 1~3 0.02~0.028 A18000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A25000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A23000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A32000# 8 DIAMOND 8 6~10 0.04~0.06 A31000# 15 DIAMOND 15 10~20 0.06~0.07 A31000# 15 Sand paper 15 10~20 0.07~0.08800# 21 Sand paper 21 18~24 0.08~0.095600# 30 Sand paper 30 25~35 0.09~0.1 (5)B1400# 37 Sand paper 37 30~44 0.11~0.12 (6)B2320# 45 Sand paper 45 40~50 0.12~0.16 (7)B3━30 Whetstone 30 30~37 0.16~0.17 (8)C1━37 Whetstone 37 30~44 0.23~0.27 (9)C2━45 Whetstone 45 40~50 0.34~0.39 (10)C3━11#咬花━━0.92~0.99 (11)D1━240#咬花━━1.77~1.89 (12)D2━24#咬花━━3.15~3.58 (13)D3━咬花━━1.83~1.99 (14)SPI5━3A EDM━━3.62~4.31 3A━2A EDM━━2.33~2.41 2A━1.5A EDM━━2.07~2.14 1.5A━1A EDM━━1.31~1.53 1A140#━研磨━100#~140# 3~4230#━研磨━200#~230# 2~3400#━研磨━270#~400# 1~2本表只提供比对样板,测试报告值仅供参考用。