钢筋直螺纹加工检查记录表()
- 格式:doc
- 大小:284.00 KB
- 文档页数:8
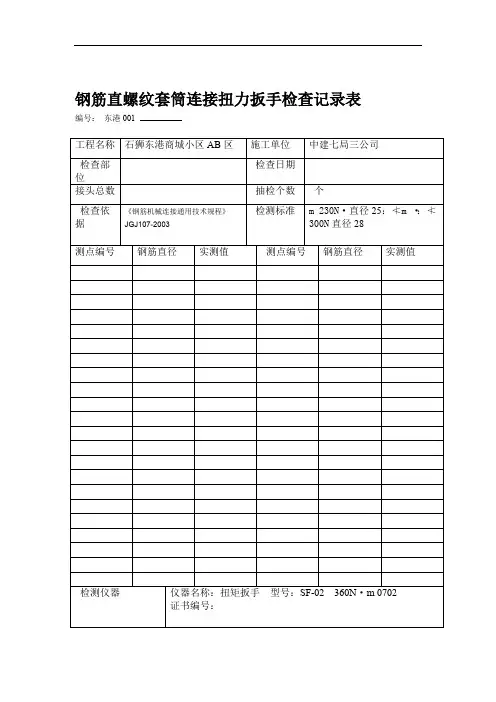
钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港001审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港002审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港003审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港004审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港005审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港006审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港007审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港008审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港009审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港010审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港011审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港012审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港013审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港014审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表.编号:东港015审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港016审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港017审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港018审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港019审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港020审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港021审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港022审核: 检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号: 东港023审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港024审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港025审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港026审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港027审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港028审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港029审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港030审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港031审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表.编号:东港032审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港033审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港034审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港035审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港036工程名称石狮东港商城小区C区施工单位中建七局三公司审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港037审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港038审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港039审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港039审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港040审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港041审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港042审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港043审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港044。

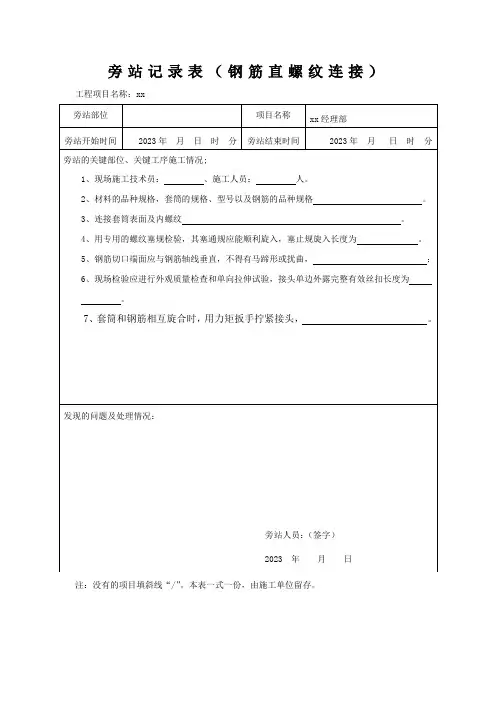
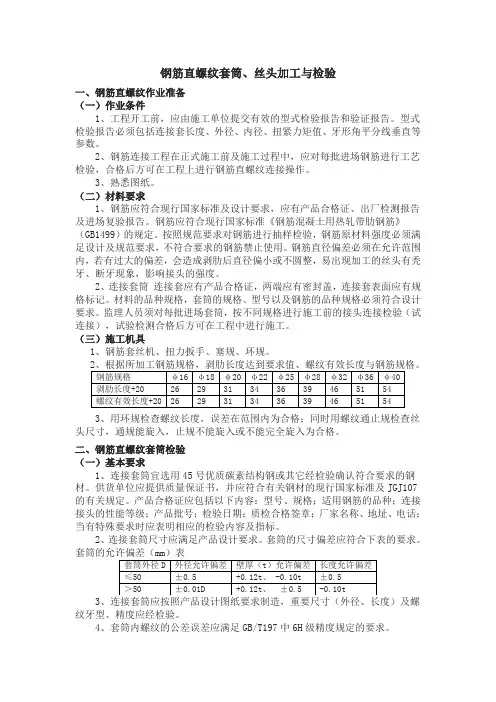
钢筋接头直螺纹连接施工工艺标准1 基本规定1.1 采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。
钢筋机械连接区段长度应按35d计算(d为被连接钢筋中的较大直径)。
在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下简称百分率),应符合下列规定:(1)接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不应大于50%;Ⅰ级接头的接头百分率可不受限制。
(2)接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法避开时,应采用Ⅰ级或Ⅱ级接头,且接头百分率不应大于50%。
(3)受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。
(4)对直接承受力荷载的结构构件,接头百分率不应大于50%。
1.2 接头端头距钢筋弯曲点不得小于钢筋直径的10倍。
1.3 不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。
2 施工准备2.1 技术准备(1)凡参与接头施工的操作人员必须参加技术培训,经考核合格后持证上岗。
(2)核对有编号的钢筋加工单与成品数量;(3)做好技术交底。
2.2 材料准备(1)材料的品种规格:套筒的规格、型号以及钢筋的品种、规格必须符合设计要求。
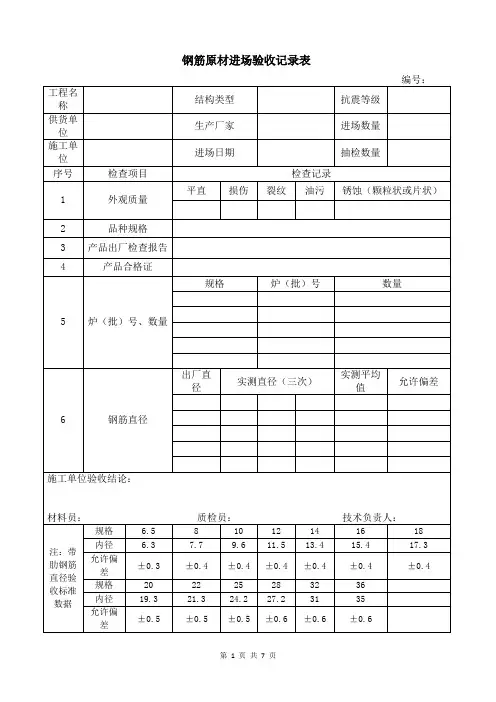
(2)质量要求:1)钢筋质量要求:①钢筋应符合国家标准《钢筋混凝土用热轧带肋钢筋》(GB 1499)《钢筋混凝土用余热处理钢筋》(GB 13014)的要求,有原材质、复试报告和出厂合格证;②钢筋应先调直再下料,并宜用切断机和砂轮片切断,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。
2)套筒与锁母材料质量要求:①套筒与锁母材料采用优质碳素结构钢或合金结构钢,其材质应GB 699规定;②成品螺纹连接套应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。
2.3 主要机具切割机、钢筋滚压直螺纹成型机、普通扳手及量规(牙形规、环规、塞规)。
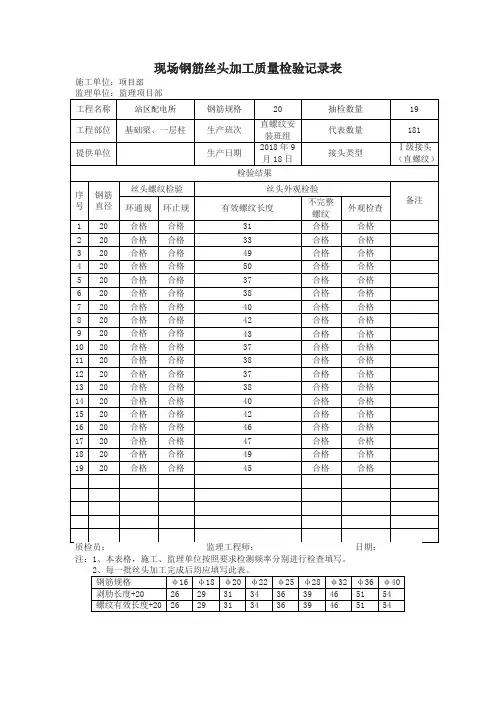
现场钢筋丝头加工质量检验记录表Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】西安市XXXXXXXXXXXXXXXXXX标钢筋直螺纹套筒连接检验记录表中铁XXXXXXXXX公司西安·二〇一五年说明《钢筋机械连接技术规程》JGJ 107-2010(节选)6 施工现场接头的加工与安装6.1接头的加工6.1.1 在施工现场加工钢筋接头时,应符合下列规定:1 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定;2 钢筋接头的加工应经工艺检验合格后方可进行。
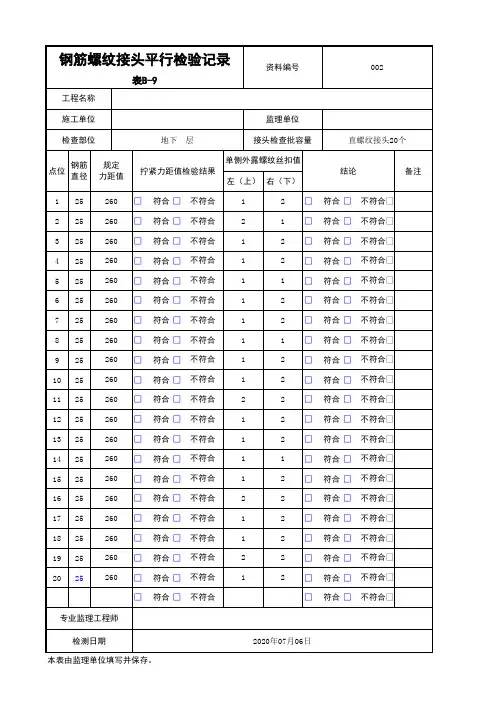
6.1.2 直螺纹接头的现场加工应符合下列规定:1 钢筋端部应切平或镦平后加工螺纹;2 镦粗头不得有与钢筋轴线相垂直的横向裂纹;3 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p(p为螺距):4 钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。
抽检数量10%,检验合格率不应小于95%。
6.1.3 锥螺纹接头的现场加工应符合下列规定:1 钢筋端部不得有影响螺纹加工局部弯曲;2 钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p;3 钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%。
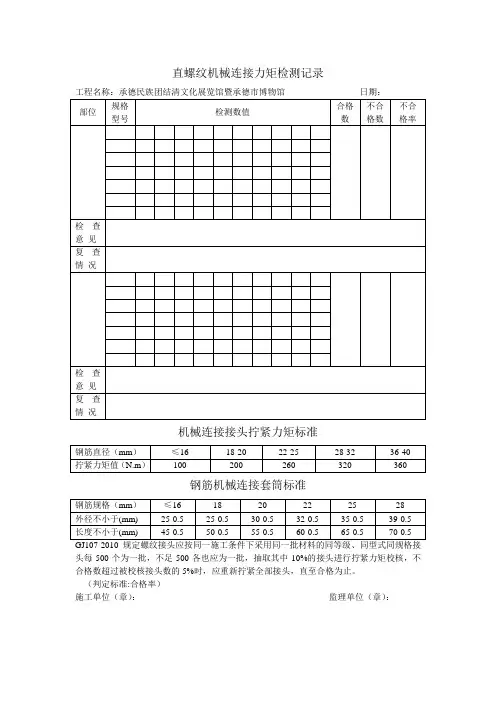
6.2接头的安装6.2.1直螺纹钢筋接头的安装质量应符合下列要求:1 安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧。
标准型接头安装后的外露螺纹不宜超过2p。
2 安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表6.2.1的规定。
6.2.2锥螺纹钢筋接头的安装质量应符合下列要求:1 接头安装时应严格保证钢筋与连接套筒的规格相—致;2 接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表6.2.2的要求;级别应选用5级。
钢筋直螺纹加工检查记录表
检查人:;检查时间:2002年3月24日注明:1、按每批加工钢筋直螺纹丝头数的10%检验。
2、合格者打“√”,不合格者打“×”。
钢筋直螺纹加工检查记录表
检查人:;检查时间:2002年4月27日注明:1、按每批加工钢筋直螺纹丝头数的10%检验。
2、合格者打“√”,不合格者打“ד。
钢筋直螺纹加工检查记录表
检查人:;检查时间:2002年5月20日注明:1、按每批加工钢筋直螺纹丝头数的10%检验。
钢筋直螺纹加工检查记录表
检查人:;检查时间:2002年6月2日注明:1、按每批加工钢筋直螺纹丝头数的10%检验。
2、合格者打“√”,不合格者打“ד。