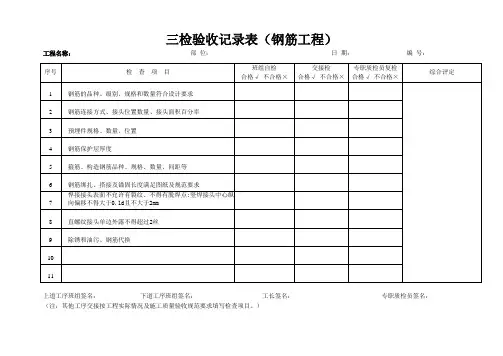
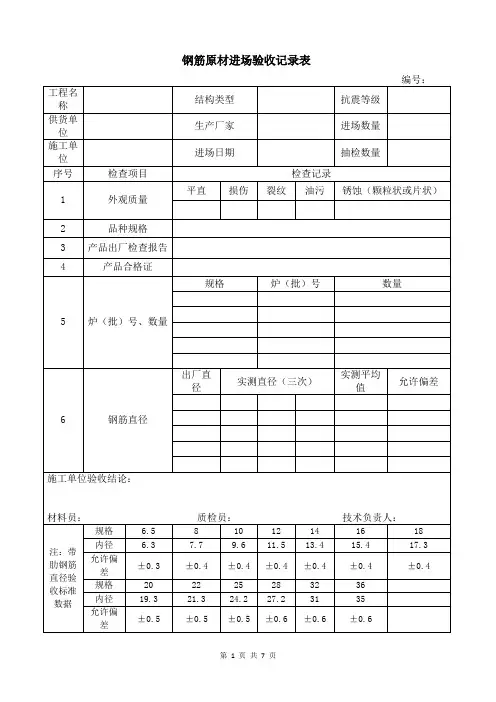
钢筋直螺纹加工检查记录表
- 格式:doc
- 大小:373.50 KB
- 文档页数:11
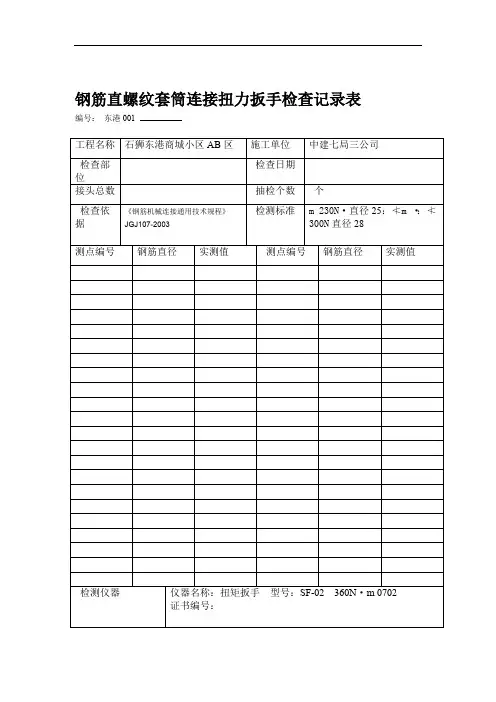
钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港001审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港002审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港003审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港004审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港005审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港006审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港007审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港008审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港009审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港010审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港011审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港012审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港013审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港014审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表.编号:东港015审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港016审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港017审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港018审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港019审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港020审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港021审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港022审核: 检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号: 东港023审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港024审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港025审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港026审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港027审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港028审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港029审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港030审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港031审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表.编号:东港032审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港033审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港034审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港035审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港036工程名称石狮东港商城小区C区施工单位中建七局三公司审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港037审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港038审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港039审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港039审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港040审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港041审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港042审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港043审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港044。
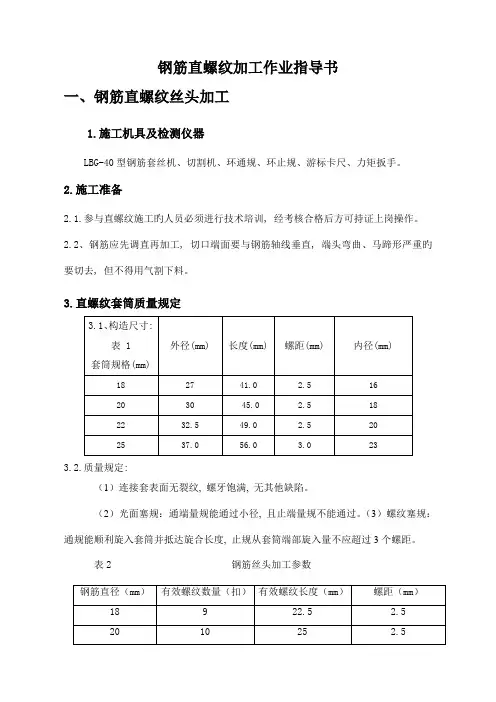
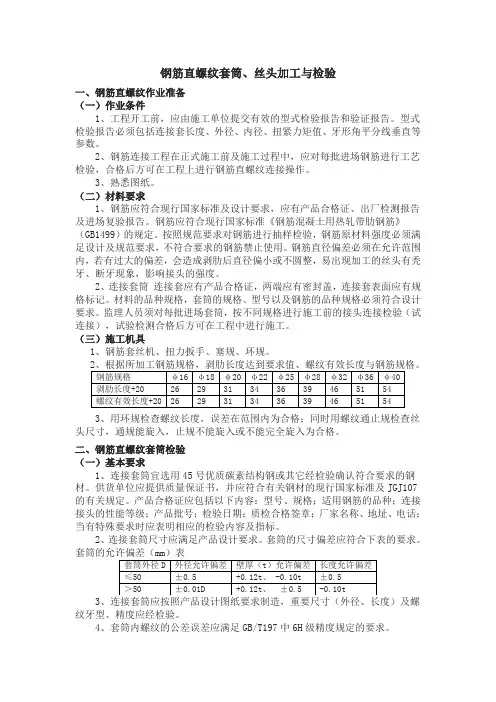
钢筋直螺纹加工作业指导书一、钢筋直螺纹丝头加工1.施工机具及检测仪器LBG-40型钢筋套丝机、切割机、环通规、环止规、游标卡尺、力矩扳手。
2.施工准备2.1.参与直螺纹施工旳人员必须进行技术培训, 经考核合格后方可持证上岗操作。
2.2、钢筋应先调直再加工, 切口端面要与钢筋轴线垂直, 端头弯曲、马蹄形严重旳要切去, 但不得用气割下料。
3.直螺纹套筒质量规定3.2.质量规定:(1)连接套表面无裂纹, 螺牙饱满, 无其他缺陷。
(2)光面塞规:通端量规能通过小径, 且止端量规不能通过。
(3)螺纹塞规:通规能顺利旋入套筒并抵达旋合长度, 止规从套筒端部旋入量不应超过3个螺距。
表2 钢筋丝头加工参数4.施工工艺4.1、工艺流程:确定套丝机位置→钢筋调直、切割机下料→丝头加工→丝头质量检查(套丝帽保护)4.2.钢筋丝头加工:(1)按钢筋规格所需旳调整试棒并调整好套丝头内孔最小尺寸。
(2)按钢筋规格及丝头加工不不不大于2023个时更换涨刀环, 并按规定旳丝头加工尺寸调整好剥肋直径尺寸。
(3)调整剥肋挡块及滚压行程开关位置, 保证剥肋及滚压螺纹旳长度符合丝头加工尺寸旳规定。
(4)钢筋丝头长度确实定, 确定原则:以钢筋连接套筒长度旳二分之一为钢筋丝扣长度, 由于钢筋旳开始端和结束端存在不完整丝扣, 初步确定钢筋丝扣旳有效长度见表2。
容许偏差为0~2P(P为螺距), 施工中按0~1P控制。
表 3 钢筋丝头检测5.1.加工钢筋螺丝纹时, 采用水溶性切削润滑液;5.2.钢筋应先调直再下料, 并采用砂轮切割机切断, 不得用气割、断筋机下料, 以保证切口端面平整并与钢筋轴线垂直, 无马蹄形或挠曲现象。
5.3、连接钢筋旳套筒必须用塑料盖封上, 以保证内部洁净、干燥、防锈。
5.4、钢筋直螺纹加工经检查合格后, 应戴上保护帽或拧上套筒, 以防碰伤和生锈。
钢筋在运送及寄存过程中不得取下保护帽。
5.5.操作工人应逐一检查钢筋丝头旳外观质量并作记录。

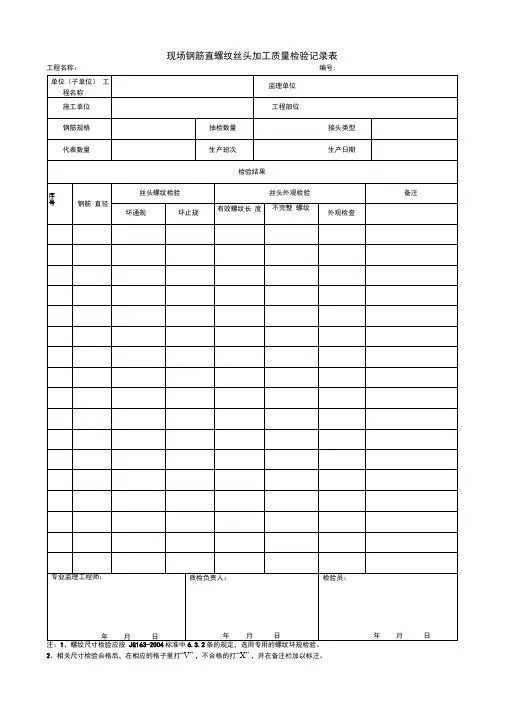
现场钢筋丝头加工质量检验记录表Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】西安市XXXXXXXXXXXXXXXXXX标钢筋直螺纹套筒连接检验记录表中铁XXXXXXXXX公司西安·二〇一五年说明《钢筋机械连接技术规程》JGJ 107-2010(节选)6 施工现场接头的加工与安装6.1接头的加工6.1.1 在施工现场加工钢筋接头时,应符合下列规定:1 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定;2 钢筋接头的加工应经工艺检验合格后方可进行。
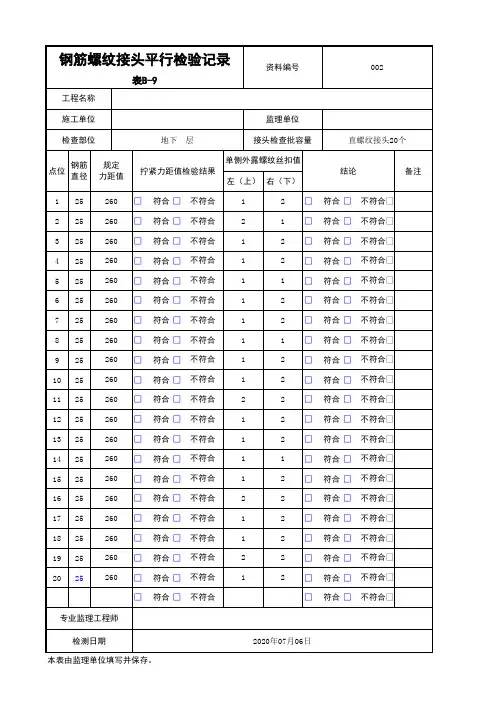
6.1.2 直螺纹接头的现场加工应符合下列规定:1 钢筋端部应切平或镦平后加工螺纹;2 镦粗头不得有与钢筋轴线相垂直的横向裂纹;3 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p(p为螺距):4 钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。
抽检数量10%,检验合格率不应小于95%。
6.1.3 锥螺纹接头的现场加工应符合下列规定:1 钢筋端部不得有影响螺纹加工局部弯曲;2 钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p;3 钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%。
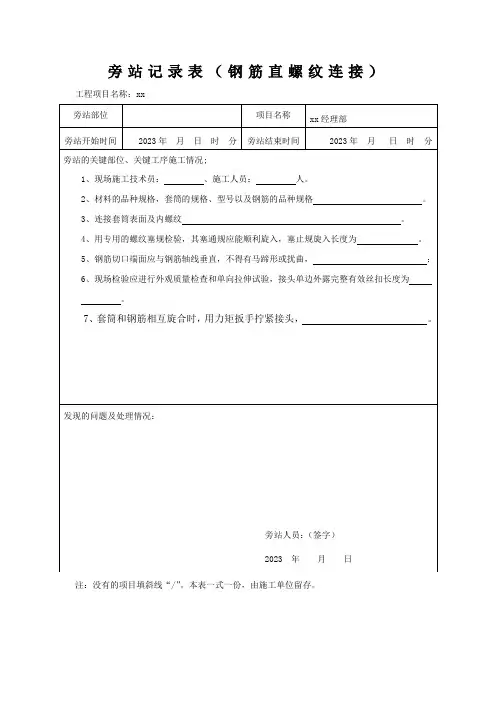
6.2接头的安装6.2.1直螺纹钢筋接头的安装质量应符合下列要求:1 安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧。
标准型接头安装后的外露螺纹不宜超过2p。
2 安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表6.2.1的规定。
6.2.2锥螺纹钢筋接头的安装质量应符合下列要求:1 接头安装时应严格保证钢筋与连接套筒的规格相—致;2 接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表6.2.2的要求;级别应选用5级。