三垫圈成型工艺及冲裁复合模具设计摘要文档
- 格式:doc
- 大小:24.00 KB
- 文档页数:2
垫片冲压工艺与复合模具设计垫片冲压工艺与复合模具设计是制造业中的重要环节,对于提高产品质量和生产效率具有关键作用。
本文将详细介绍垫片冲压工艺和复合模具设计的原理、应用及其相互关系,以期为相关领域的从业者提供有益的参考。
垫片冲压工艺是指利用冲压设备将金属板料加工成一定形状和尺寸的垫片的工艺过程。
根据冲压工艺的不同,垫片可分为拉伸垫片和冲孔垫片两种。
垫片冲压工艺的原理主要是通过模具的凸模和凹模之间的压力作用,使金属板料发生塑性变形并获得所需形状和尺寸。
垫片冲压工艺的参数选择对于产品质量的影响至关重要,如冲压力、模具间隙、板料厚度等。
复合模具设计是一种将多种模具结构组合在一起,以完成多种加工步骤的模具设计方法。
相较于传统模具设计,复合模具设计可大幅提高生产效率,降低生产成本,减少废品率。
复合模具设计的原理是将多种模具结构根据加工需要组合在一起,如冲孔、拉伸、整形等。
设计过程中需考虑模具的材料、结构、冷却系统等因素,以确保模具的寿命和产品品质。
应用实例:以汽车刹车片为例,介绍垫片冲压工艺与复合模具设计的实际应用。
汽车刹车片是汽车安全的关键部件,其质量直接影响到汽车的安全性能。
在生产刹车片的过程中,垫片冲压工艺和复合模具设计得到了广泛应用。
利用垫片冲压工艺将钢板加工成一定形状和尺寸的垫片,然后通过复合模具设计将垫片和刹车片的其他部分组合在一起。
在模具设计和生产过程中,还需考虑模具的耐磨性、抗疲劳性等多种因素,以确保模具的寿命和产品品质。
总结:垫片冲压工艺和复合模具设计在制造业中发挥着重要作用,对于提高产品质量和生产效率具有关键作用。
垫片冲压工艺主要涉及到冲压设备的选择、模具间隙的调整、板料厚度的控制等参数,而复合模具设计则需将多种模具结构有机组合在一起,考虑模具材料、结构、冷却系统等因素。
在实践应用中,垫片冲压工艺和复合模具设计的选择和应用需根据产品实际需求进行具体决策,以确保生产出高质量的产品。
展望未来,随着制造业的不断发展,垫片冲压工艺和复合模具设计也将持续改进和创新。
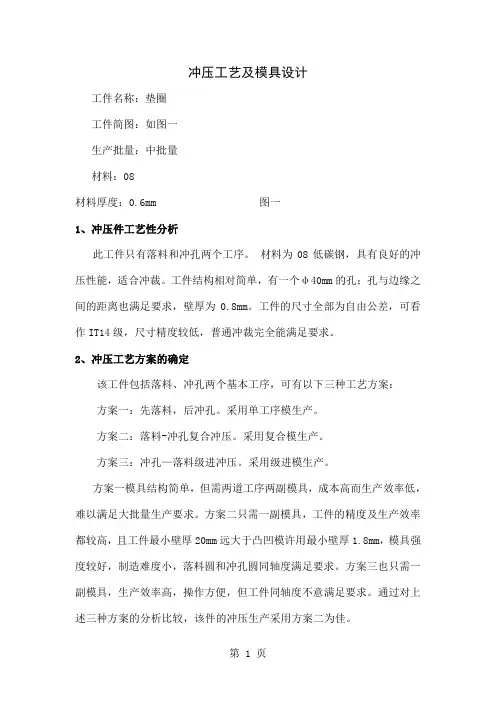
冲压工艺及模具设计工件名称:垫圈工件简图:如图一生产批量:中批量材料:08材料厚度:0.6mm 图一1、冲压件工艺性分析此工件只有落料和冲孔两个工序。
材料为08低碳钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,有一个φ40mm的孔;孔与边缘之间的距离也满足要求,壁厚为0.8mm。
工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
2、冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料-冲孔复合冲压。
采用复合模生产。
方案三:冲孔—落料级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足大批量生产要求。
方案二只需一副模具,工件的精度及生产效率都较高,且工件最小壁厚20mm远大于凸凹模许用最小壁厚1.8mm,模具强度较好,制造难度小,落料圆和冲孔圆同轴度满足要求。
方案三也只需一副模具,生产效率高,操作方便,但工件同轴度不意满足要求。
通过对上述三种方案的分析比较,该件的冲压生产采用方案二为佳。
3、主要设计计算(1)排样方式的确定及其计算设计复合模,首先要设计条料排样图。
垫圈的形状为圆,直排时材料利用率低,应采用多排,如图二垫圈排样图所示的排样方法,可显著地减少废料。
搭边值查表可得1mm和1.2mm。
冲裁件面积 A=πr²=3.14×30²=2826 mm²条料宽度 B=60×2﹢1.2×2+61×1.7/2=174.2 mm由于冲压常用钢板规格宜选710mm×1420mm的钢板,取B=177.5 mm 步距 S=60+1=61 mm一个步距的材料利用率η=nA/BS×100%=3×2826/﹙177.5×61﹚×100%=78.3%故条料宽度为177.5mm,步距离为61 mm,一个步距的材料利用率为78.3%。
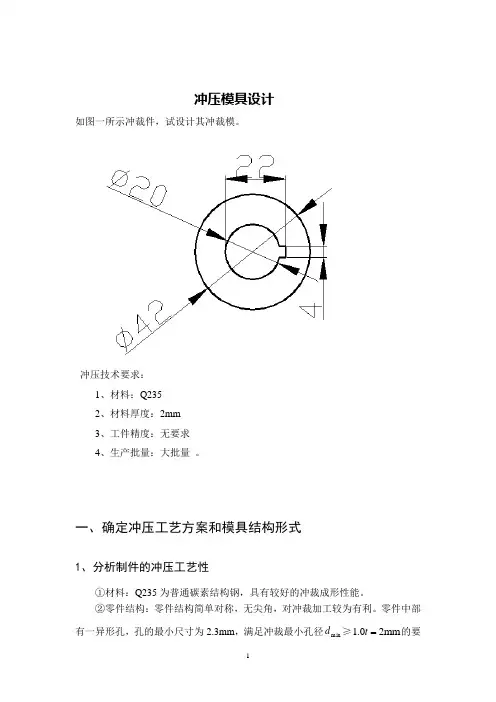
冲压模具设计如图一所示冲裁件,试设计其冲裁模。
冲压技术要求:1、材料:Q2352、材料厚度:2mm3、工件精度:无要求4、生产批量:大批量 。
一、确定冲压工艺方案和模具结构形式1、分析制件的冲压工艺性①材料:Q235为普通碳素结构钢,具有较好的冲裁成形性能。
②零件结构:零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为2.3mm ,满足冲裁最小孔径min d ≥mm20.1 t的要求。
另外,经计算异形孔距零件外形之间的最小孔边距满足冲裁件最小孔边距min l ≥mm35.1=t的要求。
所以,该零件的结构满足冲裁的要求。
③尺寸精度:零件上的尺寸均未标注尺寸偏差,为自由尺寸,可按IT10~IT14级精度补标工件尺寸公差。
选定IT12确定尺寸的公差。
经查得零件各尺寸偏差如下:落料部分:00.2542φ- 冲孔部分:0.2120φ+ 0.2122φ+ 0.124+由以上分析可知,该零件可以用普通冲裁的加工方法制得。
2、分析比较和确定工艺方案该零件包括落料和冲孔两个基本工序,可以采用以下三种工艺方案:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案采用方案二生产。
3、确定冲模类型及结构形式根据零件的冲裁工艺方案,采用倒装复合冲裁模。
同时为了保证孔的精度及较好的定位,宜采用导正销导正。
为了提高材料的利用率,采用固定挡料销。
123 冲大小垫圈复合模具设计(含全套说明书和CAD图纸)摘要:模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。
本设计是空气滤清器壳反拉深、冲孔复合模设计,冲模的结构性能直接反映了冲压技术水平的高低。
选用材料时应考虑模具的工作特性,受力情况,冲压件材料性能,冲压件的精度,生产批量以及模具材料的加工工艺性能和工厂现有条件等因素。
冲床的选用主要是确定冲床的类型和吨位。
板料冷冲压加工是机械加工的一个重要组成部分。
它应用十分广泛。
但由于传统的加工存在着冲压工艺方案选择不合理、冲压间隙选择过大,压力机不相匹配等问题。
本文就以空气滤清器壳反拉深、冲孔复合模设计主要介绍了冲压模具设计的全过程:1. 经工艺分析工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式。
2. 同时对所设计的模具分别进行了分析说明,3. 对压力机做出了合理的选择,4. 整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键字:冲压模;空气滤清器壳;冲裁间隙;冲压工艺。
Abstract: Board material cold to press , it processes to be machined one important component. It is very extensive that it employs . But because the choice with unreasonable choice and pressing the interval that traditional processing is pressing the craft scheme is too big, question of matching of thepress. etc. This text presses The automobile rim falls the materal drawing compound mold with the main introduction of mold design to the clutch housing:1. Calculate by analysis , craft by craft, interval choice of value, confirm this design technological process and structural form of trimming die.2. Analyzed separately to moulds designed that explain at the same time ,3. Having made the rational choice to the press,4. The whole course adopts AutoCAD software to draw thetwo-dimentional installation diagrams and specific part pictures of the mould .Key word: Press the mould ;automobile rim;the interval of blanking;press the craft。
垫圈冲孔落料复合模具设计摘要:通过对垫圈零件冲裁工艺性的正确分析,设计了一副倒装式复合冲裁模。
详细的叙述了模具的整个设计过程包括零件工艺性分析、冲裁工艺方案的确定、模具结构形式的确定、模具总体结构的设计、主要参数设计计算等,并绘制出模具装配图和非标准件零件图。
关键词:零件分析;装配图;模具设计Blanking composite gasket punching mold Abstract:By washer parts stamping process of the correct analysis, design of an inverted compound Die. A detailed description of the mold of the entire design process, including parts of analysis, blanking the identification process, the mold structure forms of identification, the overall structure of the mold design, the main design parameters, and mapping out mold assembly and non-standard pieces Fig.Keywords:Part analysis;Assembly;Mold Design目录前言 (1)第一章模具行业的发展现状及市场前景 (2)1.1 冲压工艺的介绍 (2)1.2 冲压工艺的种类 (3)1.3冲压行业阻力和障碍与突破 (3)第二章冲材件工艺性分析及模具结构形式的确定 (5)2.1 材料 (6)2.2 工件结构形状 (6)2.3 尺寸精度 (6)2.4 冲裁工艺方案的确定 (8)2.5 模具结构形式的确定 (9)第三章模具详细设计 (9)3.1模具总体设计 (9)3.1.1 模具类型的选择 (9)3.1.2 操作与定位方式及卸料、出件方式 (10)3.1.3 确定送料方式及导向方式 (10)3.2 模具设计计算 (11)3.2.1 排样 (11)3.2.2 冲压力的计算 (14)3.2.3 模具压力中心的确定 (15)3.2.4工作零件刃口尺寸计算 (15)3.2.5卸料橡胶的设计 (19)3.3主要零部件设计 (20)3.3.1工作零件的结构设计 (20)3.3.2卸料部件的设计 (21)3.3.3模架及其他零部件的选用 (22)3.4冲压设备的选定 (22)3.5设计并绘制模具总装图及非标准件零件图、选取标准件 (22)附录 (27)前言模具是现代化工业生产的重要工艺装备,是利用其特定形状去成型具有一定形状和尺寸的制品的工具。
垫圈冲压模具的结构与设计摘要:本设计的题目为:垫圈冲压模具的结构与设计。
通过对该零件模具的设计,进一步加强了设计者冲压模设计的基础知识,为设计更复杂的冲压模做好了铺垫,同时吸收了更深刻的经验。
本设计运用冲压成形工艺及模具设计的基础知识,首先分析了冲裁件的工艺性,紧接着确定冲压工艺方案、设计成形零件、选择结构零件。
本零件结构较为简单,考虑到制件的形状和结构特点、模具的制造成本和加工的方便性,本模具采用级进模结构进行冲裁,并采用正装结构。
关键词:冲压级进模The structure and designing of punching die of washerAbstract:The text of design is the structure and designing of punching die of washer.It can strengthen the basic knowledge of the designer by designing the punching die,and It can help a designer design more complex punching dies,at the sam time masters more experience.In the design,It firstly analysises on manufacturability of banking part,secondly determines the stamping process plan,designs punching dies and choose sturcture parts.The sturcture of the part is quite simple ,Considering the shape and sturcture of the part , manufacturing cost of the punching die and the convenience of the machining the punching uses progressive die .Key words: punching ,progressive die.。

1 绪论模具工业是国民经济的基础工业,是工业生产的重要工艺装备。
先进国家的模具工业已摆脱从属地位,发展为独立的行业。
日本工业界认为:“模具工业是其它工业的先行工业,是创造富裕社会的动力”。
美国工业界认为:“模具工业是美国工业的基石”。
在德国模具被冠以“金属加工业中的帝王”之称。
1.1 国内模具的现状和发展趋势在我国,1998年3月在《国务院关于当前产业政策要点的决定》模具被列为机械工业技术改造序列的第一位,生产和基本建设序列第二位,把发展模具工业摆在发展国民经济的重要位置。
目前,我国冲压模具在产值占模具总产值的40%以上,处于主导地位。
冲压是一种先进的少无切削加工方法,具有节能省材,效率高,产品质量好,重量轻,加工成本低等一系列优点,在汽车,航空航天,仪器仪表,家电,电子,通讯,军工,日用品等产品的生产中得到了广泛的应用。
据统计,薄板成型后,制造了相当于原材料的12倍的附加值,在国民经济生产总值中,与其相关的产品占四分之一,在现代汽车工业中,冲压件的产值占总产值的59%。
但大型多工位级进模、精密冲压模具、大型多型腔精密注塑模、大型汽车覆盖件模具等虽已能生产,但总体技术水平不高,与国外先进国家相比,仍有很大差距。
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
到目前,中国约有模具生产厂家2万多家,从业人员有50多万人,全年模具产值高达450亿元人民币以上。
中国模具工业的发展在地域分布上存在不平衡性,东南沿海地区发展快于中西部地区,南方的发展快于北方。
模具生产最集中的地区在珠江三角和长江三角地区,其模具产值约占全国产值的三分之二以上。
而在模具制造领域中占有重要地位的冲压模具生产技术与工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备方面与工业发达国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比差距相当大。
垫圈冲压工艺及正装复合模设计(doc 12页)南昌航空大学飞制专业专业课程设计题目:垫圈冲压工艺及正装复合模设计专业班级08 姓名起止日期2010.12.20 至2011.01.16指导教师(签名)目录1 设计任务书 (1)2 冲压件工艺性分析 (2)3 冲压工艺方案的确定 (4)4 主要设计计算 (6)4.1 排样方式的确定及其计算 (6)4.2 冲压力的计算 (8)4.3 压力中心的确定及相关计算 (9)4.4 工作零件刃口尺寸计算 (10)5 模具总体设计 (11)5.1 模具类型的选择 (11)5.2 定位方式的选择 (11)5.3 卸料、出件方式的选择 (12)5.4 导向方式的选择 (12)6 主要零部件设计 (12)6.1 工作零件的结构设计 (13)6.2 定位零件的设计 (15)6.3 导料板的设计 (17)6.4 卸料部件的设计 (19)6.5 模架及其它零部件设计 (21)7 模具装配与总装图 (23)8 冲压设备的选定 (25)9 冲压工艺卡 (28)参考文献 (33)设计总结及体会 (34)1、设计任务书题目:限位板冲压工艺及冲孔落料连续模设计图纸:设计资料(数据)及要求:1、图纸2、材料3、批量4、公差均见图示备注:板厚为1.2mm.设计要求:1、绘制钣金零件图;2、编制钣金工艺规程;3、绘制模具总装图和非标准零件图;4、编写设计计算说明书。
起止日期2010.12.20 至2011.01.162、冲压件工艺性分析(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235,料厚t=1.2mm 生产批量为大批量。
工艺性分析内容如下:1.材料分析Q235为优质碳素结构钢,具有较好的冲裁成形性能。
2.结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中有一孔,经计算孔距零件外形之间的最小孔边距为7mm,满足冲裁件最小孔边距l min ≥1.5t=2.25mm的要求。
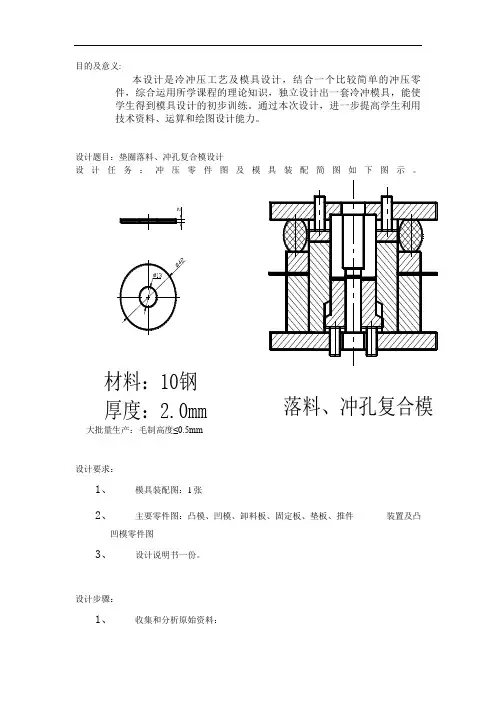
目的及意义:本设计是冷冲压工艺及模具设计,结合一个比较简单的冲压零件,综合运用所学课程的理论知识,独立设计出一套冷冲模具,能使学生得到模具设计的初步训练。
通过本次设计,进一步提高学生利用技术资料、运算和绘图设计能力。
设计题目:垫圈落料、冲孔复合模设计设计任务:冲压零件图及模具装配简图如下图示。
落料、冲孔复合模材料:10钢厚度:2.0mm大批量生产:毛制高度≤0.5mm设计要求:1、 模具装配图:1张2、 主要零件图:凸模、凹模、卸料板、固定板、垫板、推件 装置及凸凹模零件图3、 设计说明书一份。
设计步骤:1、收集和分析原始资料:1 )、冲压件的图纸和技术条件;2 )、冲压件的生产纲领;3 )、冲压件的工艺规程;4 )、有关冲模标准件的资料;5 )、现存模具结构资料。
6 )、要求方案选择合理,图样正确、清楚、整洁,符合国家有关制图标准。
整理出设计计算说明书,列出计算过程和结果,并进行讨论和分析;计算结果要求准确全面,有关数据要标明出处。
计算说明书要求字迹工整,语句通顺流畅。
要有参考资料。
2、确定模具类型及结构形式:根据已确定的最佳工艺方案确定冲模的类型是简单模、连续模、或复合模。
3、进行必要的计算主要指进行冲模工作部分尺寸、压力中心和选用弹簧的计算及确定模具闭合高度。
4、绘制模具总装图5、绘制模具零件图第二部分:设计程序一、确定冲压工艺方案和模具结构形式:1、 工艺分析:复合冲裁模是在压力机滑块一次行程中、在模具同一工位同时完成冲孔和落料。
倒装复合模的凸凹模型孔内积存冲孔废料,对孔壁形成较大的张力。
因此倒装复合模最小壁厚b 值不能太小,其值与板厚t 有关。
顺装复合模的凸凹模型孔内不积存冲孔废料,每次冲孔废料均由打料装置逆冲入方向打出。
因此顺装复合模的凸凹模壁厚允许比倒装复合模的小些。
由工件图看,该工件需要先落料,然后再在底部冲一个圆孔。
为提高生产率可以采用落料、冲孔复合模结构来完成加工。
2、冲压设备的选择:估算公称压力来选取压力机,参照附录3B (见冲模具设计应用实例一书)选用公称压力为160KN 的开式压力机,其主要技术参数为:公称压力:160KN 滑块行程:55最大闭合高度:220mm 工作台尺寸:300×450mm 模柄孔尺寸:Φ40×60mm二、工艺计算:1、 排样方案确定:冲裁件在板料、条料或带料上的布置方法,称为排样。
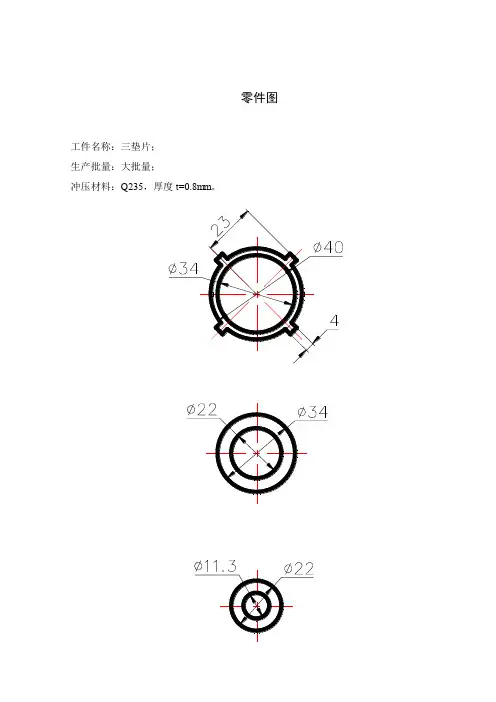
冲压课程设计学院:班级:成员:目录第一部分冲三垫圈复合模第二部分落料拉深冲孔复合模一. 冲压件工艺分析二.确定工艺方案2.计算毛坯尺寸4.计算利用率及排样方案确定三.模具结构形式确定第一部分冲三垫圈复合模某垫圈零件如图所示,该零件形状简单对称是由圆弧组成,由表7-3,冲裁件内外形所能达到的经济精度为IT11,孔中心与边缘距离尺寸公差为±0.6,系典型的板料冲压件,符合冲压工艺要求,采用冲孔—落料复合模冲裁,且一次冲压成型。
.二.确定工艺方案方案一先冲孔,再落料(由直径最小的开始),单工序生产方案二冲孔——落料,复合模方案三冲孔——落料,连续模方案分析:方案一结构简单,制造周期短,但需要四副模具,成本高且生产效率低,难以满足大批量生产要求。
方案二只需一副模具,制件精度和生产效率都较高,尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三也只需一副模具,生产效率也高,操作方便,但轮廓尺寸大,零件的冲压精度较差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,故其模具制造、安装较复合模复杂,制造成本高。
综上所述,该工件采用方案二最佳。
2.计算毛坯尺寸D=120mm该工件排样根据冲孔落料工序设计,考虑操作方便以及模具结构简单,方便手工送料,采用单排冲压。
由于t=2mm,由表2-14查得a=2mm,a1=1.5mm,则:条料宽度:b=D1+2a=120+2×2=124mm条料步距材料利用率为:η=A1/A×100﹪=π(D1²-d²)/4×b×h×100﹪=π(120²-10²)/4××124×100﹪及尺寸的确定三垫圈同心度要求高,采用套筒式复合模冲裁更能满足要求,另外,还可避免重新定位的困难以及在重新定位时产生的误差。
复合模有顺装式复合模和倒装式复合模,倒装式复合模安全性能好、标准化程度高,所以采用倒装式复合模。
冲三垫圈复合模设计学生:学号:专业:材料成型及控制工程班级:指导教师:毕业设计(论文)说明书题目冲三垫圈复合模学生系别专业班级指导教师毕业设计(论文)任务书设计(论文)题目:冲三垫圈复合模系:系专业:班级:学号:学生:指导教师:接受任务时间教研室主任(签名)系主任(签名)1.毕业设计(论文)的主要内容及基本要求内容:生产批量:大批量材料:Q235 t=2㎜要求:(1)要有目录、设计任务书及产品图;2.指定查阅的主要参考文献及说明(1)中国模具标准件手册.中国模具工业协会标准委员会编.上海科学普及出版社,1989(2)冷冲压国家标准.国家标准总局.中国标准出版社,1989(3)冷冲压工艺与模具设计.姜奎华.机械工业出版社,2002(4)出版3.进度安排设计(论文)各阶段名称起止日期1 收集参考资料,查阅文献,完成开题报告2009.03.02 - 2009.03.202 方案设计、工艺计算、结构计算2009.03.23 - 2009.04.173 毕业设计的图纸和相关毕业论文的撰写2009.04.20 - 2009.05.154 设计说明书的撰写2009.05.18 - 2009.05.295 论文的修改、答辩的准备2009.06.01 - 2009.06.19摘要本论文分析比较了用三种垫圈同时冲孔---落料复合模代替单只垫圈冲孔---落料复合模,计算了落料力、冲孔力、推件力及顶件力,设计了三种垫圈同时冲孔---落料复合模的模具结构。
关键词:垫圈;冲压工艺;冲裁力计算;模具结构ABSTRACTAnalysis of this paper compares the three washers at the same time --- punching die blanking instead of a single composite gasket only punching --- composite blanking mode, calculated edge bl 省略点……Keywords:Washer; stamping process; blanking force; die structure目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第1章绪论 (4)1.1冷冲压模具在工业生产中的地位 ................................................................ 错误!未定义书签。
垫圈冲压工艺及模具设计垫圈是一种常用的机械零件,广泛应用于各种机械设备中,起到密封、缓冲、隔离等作用。
垫圈的制作常采用冲压工艺,下面将介绍垫圈的冲压工艺以及模具设计。
一、垫圈的冲压工艺:1.材料选择:垫圈常用的材料有普通碳钢、不锈钢、铜、铝等。
根据具体使用环境和要求,选择合适的材料。
2.冲压工艺流程:(1)材料切割:将原材料按照一定规格和材料宽度进行切割,切割尺寸要充分考虑材料利用率。
(2)冲孔:将切割好的材料放置在冲孔机上,依据垫圈的规格和要求,进行冲孔处理。
(3)冲圈:将冲孔好的材料放入冲圈机中,根据垫圈的外径和内径,冲压成圆形。
(4)整形:将冲圈好的垫圈进行整形,使其外形规整。
(5)热处理:部分垫圈需要进行热处理,提高其机械性能和耐腐蚀性能。
(6)清洗和包装:对垫圈进行清洗、检查和包装,以保证其质量。
二、垫圈的模具设计:1.模具材料选择:模具一般采用优质的工具钢,确保模具使用寿命和精度要求。
2.模具结构设计:(1)冲孔模结构:垫圈一般含有内孔和外圆两个形状,冲孔模结构包括上下模板、导柱、导柱套、冲头等部件。
导柱和导柱套用于定位和导向,冲头用于冲压形成孔洞。
(2)冲圈模结构:冲圈模结构包括上下模板、导柱、导柱套、冲头等部件。
导柱和导柱套用于定位和导向,冲头用于冲压形成圆形。
(3)固定模结构:固定模一般采用螺栓固定于冲床工作台上,确保冲压过程的稳定性。
3.模具设计要点:(1)冲孔和冲圈孔径的选择要考虑到材料的屈服强度、模具机械性能和生产工艺等因素。
(2)模具的导柱和导柱套要选择合适的材料和尺寸,确保定位和导向的准确性。
(3)冲头的设计要考虑到材料的硬度和机械性能,确保冲压成形的精度和质量。
(4)模具的冷却系统设计要合理,确保模具在冲压过程中的散热和温度控制,提高模具使用寿命。
以上是垫圈冲压工艺及模具设计的相关介绍,通过适当的冲压工艺和模具设计,可以高效、精确地制作垫圈,满足不同需求。
三垫圈复合模具设计
摘要: 本设计题目为三垫圈复合模具设计,体现了典型复合模具设计的
要求,内容与方向。
通过工艺分析,工艺方案的确定,确定了模具设计的方向,对毛坯尺寸的确定,计算冲裁力,来计算压力中心,选择压力机和压力
机的吨位。
本设计运用了冲裁工艺及模具设计的基础知识。
首先,分析了板材的性能要求,为选去模具的类型做了准备,同时,也为凸,凹模的材料有了依据。
后分析冲裁件的特征,确定了模具设计参数,选择其他零件及卸料装置。
也为凸,凹模尺寸的计算有了根据。
还有零件的加工工艺。
关键词:复合模凸模凹模
The piercing die design of the three pads
ABSTRACT: This design topic is designs for The piercing die design of the three pads, body now typical model The piercing die design of request, contents and direction.Pass the craft analysis, the craft project really settles, making sure the direction of The piercing die design, really settling to the blank product size, computing to the blanking pressure, compute the pressure center, choose the tonnage of the pressure machine and the pressure machine.
This design made use of to hurtle foundation knowledge of blanking craft and The piercing die design. First, Analyzed the function request of the plank material, did preparation for the type that chooses to the die, is also convex, in the meantime, the material of punch and cavitydie had a basis.Analyze to hurtle a characteristic of cut the piece behind, make sure the molding tool design parameter, choose other spare partses and unload to anticipate device.Is also convex, the calculation of the cave mold size had a basis.Still there is spare parts to process a craft.
Keywords: The piercing die punch cavitydie。