板料厚度2mm,试确定冲裁凸、 凹模的刃口尺寸及公差。
12.5 +0.24
查表(无特殊要求的一般冲孔, 落料,工件精度取IT14)
Zmax=0.24 Zmin=0.20
冲孔 p=0.02, d =0.02 ,x=0.5
落料 p=0.02, d =0.03 ,x=0.5
2021/3/29
35 -0.34
2021/3/29
1
第 2 章 冲裁
2021/3/29
2
第 2 章 冲裁
2021/3/29
3
第 2 章 冲裁工艺及冲裁模设计
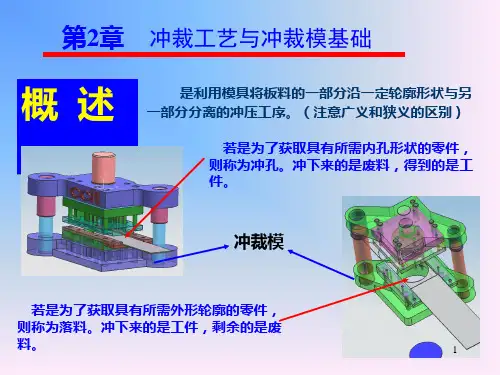
▪ 冲裁:利用冲模在压力机上使板料分离的一种冲压工序。
从广义上说,是分离工序的总称,包括切断、落料、冲孔、 修边、切口等多种工序。一般来说,冲裁工艺主要是指落 料和冲孔。
a)冲孔件
b)落料件
16
第 2 章 冲裁
▪ 2 -2 冲裁模具间隙
间隙的概念 模具凸凹模刃口缝隙间的距离。 单边间隙c、双边间隙z。
间隙对冲裁件的质量、模具寿命、冲裁力都有很大 的影响,是冲裁工艺和模具设计中的最重要的工艺参数。
2.2.1 间隙对冲裁件质量的影响 2.2.2 间隙对冲裁力的影响 2.2.3 间隙对模具寿命的影响 2.2.4 间隙的确定
合理间隙 Zmin
1.理论法确定法 (P16)
Z2th0tan2t 1h t0 tan
材料厚度t越大,合理间隙值增大 材料塑性愈好,压入材料h0越大, 合理间隙值愈小。反之硬脆材料的 h0较小,合理间隙值就要大。
2021/3/29
25
第 2 章 冲裁
2.经验确定法 较小间隙值 较大间隙值
▪(a)在同样情况下,非圆形比圆形大,冲孔比落料大 ▪(b)高速冲压时,间隙应增大 ▪(c) 热冲时材料的强度低,间隙可小 ▪(d)电火花加工的模具应比机械加工方法加工的模具间隙小