丝攻分类汇总
- 格式:docx
- 大小:43.58 KB
- 文档页数:9
加工刀具篇1.牙孔的形成,需由定点钻钻头丝攻加工才可成型。
2. a.定点钻用于打点定点倒角(保证牙孔位置度)定点钻包括60°90°120°选用方法取决于产品的要求。
b.钻头顾名思义用于钻孔,钻头前端角118°,钻头材质分为钨钢和HSS (钨钢钻头优缺点,优点:刚性好耐磨耐用寿命长。
缺点:韧性差价格昂贵HSS优点:韧性好不易断损价格便宜。
缺点:不耐磨,刚性差注:若加工压铸产品孔内有沙孔杂质容易引起断刀)C.丝攻用于在孔内成型攻牙的动作,丝攻材质分:HSS 钨钢市面上流通大多属于HSS丝攻,因为HSS丝攻韧性好。
钨钢丝攻刚性好但容易断刀(孔内若有材质沙孔的情况下)且价格昂贵。
丝攻种类分为:螺旋丝攻切削丝攻挤压丝攻螺旋丝攻顾名思义丝攻排屑槽为螺旋排屑方式为从孔底往上排,一般用于盲孔。
优点:牙行漂亮。
缺点:寿命较差。
切削丝攻:顾名思义丝攻排屑槽为直沟,排屑方式为由上往下排,一般用于通孔。
优点:寿命长,价格便宜。
缺点:限用于通孔(避免排屑卡于孔底产生断刀)。
挤压丝攻:顾名思义不具有排屑功能,直接用挤压的方式将孔挤压成型。
优点:用于延展性好的材料(金银铜铁锡)缺点:不适合在延展性较差的材料加工。
3.饱牙率顾名思义是指牙孔的咬合率(避免锁螺丝脱牙)4.饱牙率计算公式饱牙率=(大径-小径)/(1.0826*牙距)*100%例如:M3*0.5 螺纹下孔径为Φ2.5 其饱牙率为多少?M3 ======》大径0.5======》牙距小径====》螺纹孔下孔径牙深高度===》1.0826饱牙率=(3-2.5)/(1.0826*0.5)*100%=92%注:一般牙孔的牙长通常为2.5倍大径,否则丝攻容易断。
5.铣刀顾名思义用于铣削面与铣槽。
铣刀分为:端铣刀球刀立铣刀成型刀等铣刀分为:2刃3刃4刃6刃8刃…刃数越多加工效率越高,但是排屑效果较差。
刃数越少排屑效果较好,但是加工效率较差。

机用丝锥主要类型有:M公制标准牙丝锥,MF公制细牙丝锥,W惠氏螺纹丝锥,G(BSP)非螺纹密封的管螺纹丝锥,UNC英制粗牙丝锥,UNF英制细牙丝锥,UNFF英制特细牙丝锥,BSF英制惠氏螺纹(细牙)丝锥,英制螺纹丝锥,PG钢管牙丝锥,Rc(BSPT)用螺纹密封的管牙丝锥,NPS美制管牙丝锥,NPSF美制平行管牙丝锥(细牙),NPTF美制锥管牙丝锥(细牙)NPT美制锥管丝锥,(60°)STI是指螺套丝锥。
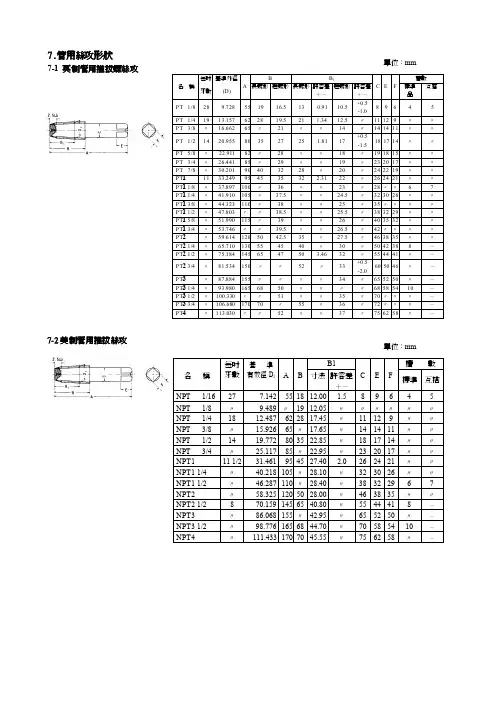
丝攻造型:螺旋、先端、直槽、挤压丝锥(PF-PS,PT,S-PT,NPS,NPSF,NP)丝锥(PF-PS,PT,S-PT,NPS,NPSF,NP)产品简介名称:管用丝攻型号:PF-PS,PT,S-PT,NPS,NPSF,NPT,NPTF说明:英制管用平行丝攻(G=PF)主要是用于机械结合(平行螺纹与平行螺纹的结合)用的螺纹攻牙,而极密性结合(推拔螺纹与推拔螺纹结合,或是推拔公螺纹与平行母螺纹之结合)用管用丝攻有两种,一种是管用推拔丝攻(Rc=PT),另一种是管用平行丝攻(Rp=PS)。
管用推拔丝攻依牙部长度与基准径之位置可分为长牙部型(标准型Rc=PT)与短牙部型(S-Rc=S-PT)。
PT(BSPT)是Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内老标准叫ZG,现在改为R了。
美制管用螺纹的种类很多,一般被用来切削NPSC与NPSM螺纹的是管用平行丝攻(NPS),用来切削NPT螺纹的是管用推拔丝攻(NPT)。
另外,干式封闭型(DRYSEAL)管用丝攻用丝攻有管用平行丝攻(NPSF)与管用推拔丝攻(NPTF)两种。
NPT是National (American) Pipe Thread 的缩写,属于美国标准的60 度锥管螺纹。
NPT螺纹分:一般密封圆柱管螺纹和一般密封圆锥管螺纹一、美制一般密封螺纹圆锥外螺纹的基准平面的理论位置位于垂直于螺纹轴线,与小端(参考平面)相距一个基准距离(L1)的平面内;二、基本尺寸:螺纹中径尺寸D2=d2=D-0.8*P螺纹小径尺寸D1=d1=D-1.6*P三、配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。
标准丝锥规格表
标准丝锥规格表
丝锥是一种用于切割螺纹的工具,通常由高速钢、碳钢或合金钢制成。
以下是一些常见的标准丝锥规格:
1. 丝锥直径:从1mm到100mm,大多数丝锥直径为3mm至30mm。
2. 丝锥长度:通常为50mm至500mm。
3. 丝锥螺距:通常为0.5mm至6mm,常见的螺距为1mm、1.25mm、1.5mm、1.75mm、2mm、2.5mm、3mm、4mm和6mm。
4. 丝锥种类:常见的种类包括M型、MF型、BSP型、NPT型、BSW型等。
M型丝锥适用于公制螺纹,MF型丝锥适用于特殊精密螺纹。
BSP 型丝锥适用于英制螺纹,NPT型丝锥适用于美制螺纹,BSW型丝锥适用于英制粗牙螺纹。
5. 丝锥材料:高速钢、碳钢和合金钢等。
总之,选择适当的丝锥规格和材料将有助于提高螺纹切削的质量和效率。
丝攻和丝锥的区别及优缺点内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.丝锥为一种加工内螺纹的刀具,丝锥是什么意思?丝攻和丝锥的区别,丝攻和丝锥又有哪些优缺点呢?丝攻到底是什么?丝攻一种加工内螺纹的刀具,沿轴向具有沟槽。
也被叫做丝锥、螺丝攻、牙攻等。
丝攻是广东地区的通俗叫法。
丝攻分类1.按驱动不同分:手用丝攻和机用丝攻2. 按加工方式分:切削丝攻和挤压丝攻3. 按被加工螺纹分: 公制粗牙丝攻,公制细牙丝攻,管螺纹丝攻等4.根据其形状分为直槽丝攻,螺旋槽丝攻和螺尖丝攻。
丝锥是什么意思?丝锥是一种加工内螺纹的刀具,也称螺丝攻,或丝攻。
丝锥是制造业操作者加工螺纹的重要工具。
可对金属材料、非金属材料等进行切削加工,获得各种大小、规格、形式的内螺纹。
丝锥,按照形状可以分为螺旋槽丝锥、直槽丝锥、和螺尖丝锥(先端丝锥);按照使用场合可以分为手用丝锥和机用丝锥;按照规格可以分为公制、英制、和美制丝锥。
直槽丝锥沿轴向开有直沟槽,加工容易,精度略低,产量大、使用广。
螺旋槽丝锥沿轴向开有螺旋沟槽,多用于数控加工中心钻盲孔等用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝锥前部加有容削槽,多用于通孔的加工。
手用丝锥和机用丝锥是加工普通螺纹的标准丝锥。
中国习惯上把碳素工具钢或合金工具钢制成的滚牙丝锥称为手用丝锥;把制造精度较高的高速钢磨牙丝锥称为机用丝锥;实际上两者结构和工作原理基本相同。
丝攻和丝锥的区别丝攻和丝锥没有区别,它们是同一种工具:一种加工内螺纹的刀具,沿轴向开有沟槽。
也叫螺丝攻。
丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。
直槽丝锥加工容易,精度略低,产量较大。
一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。

丝攻,丝锥的种类,用途丝攻:Taps,丝锥的别名。
丝攻一种加工内螺纹的刀具,沿轴向具有沟槽。
也被叫做丝锥、螺丝攻、牙攻等。
丝攻是广东地区的通俗叫法。
丝攻分类1.按驱动不同分:手用丝攻和机用丝攻2. 按加工方式分:切削丝攻和挤压丝攻3. 按被加工螺纹分: 公制粗牙丝攻,公制细牙丝攻,管螺纹丝攻等4.根据其形状分为直槽丝攻,螺旋槽丝攻和螺尖丝攻。
丝攻的特征:直槽丝攻加工容易,精度略低,产量较大。
一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。
螺旋槽丝攻多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝攻主要用于通孔的加工。
现在的工具厂提供的丝攻大都是涂层丝攻,较未涂层丝攻的使用寿命和切削性能都有很大的提高。
涂层可分为Ti(钛)涂层,TiC(碳化钛)涂层,TiN(氮化钛)涂层等。
丝攻的用途:供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝攻通常是指高速钢磨牙丝攻,适用于在机床上攻丝;手用丝攻是指碳素工具钢或合金工具钢滚牙(或切牙)丝攻,适用于手工攻丝。
关于丝攻的知识:机用丝攻与手用丝攻的区别:机用丝攻通常是指高速钢磨牙丝攻,适用于在机床上攻丝;手用丝攻是指碳素工具或合金工具钢滚牙(或切牙)丝攻,适用于手工攻丝。
但在生产中,两者也可互换使用。
丝攻公差6g与6gx有何区别:6HX是专门针对特殊材料的精度,各个生产企业所取的都不大一样。
不一定是铸铁,还有铝合金、不锈钢、高温合金等。
X的意思是特殊的意思,以和普通的6H精度区别开来。
一般来说,6HX和6H的丝攻的区别在于,丝攻的公差带取的不一样,6HX专门针对特殊的材料的攻丝特性,在磨制丝攻时候将丝攻的公差带取的偏大或者偏小一点,以获得最佳的丝攻的寿命或性能,简单的说,可以将6HX的丝锥看做是按上差做的绞刀,6H是按普通精度做的绞刀,当然6HX绞刀寿命会好的多。
不过要注意的是,选用6HX丝攻的时候,一定要看清样本上推荐的加工材料,最好只加工推荐材料,不要混用,不然可能造成螺纹的超差。
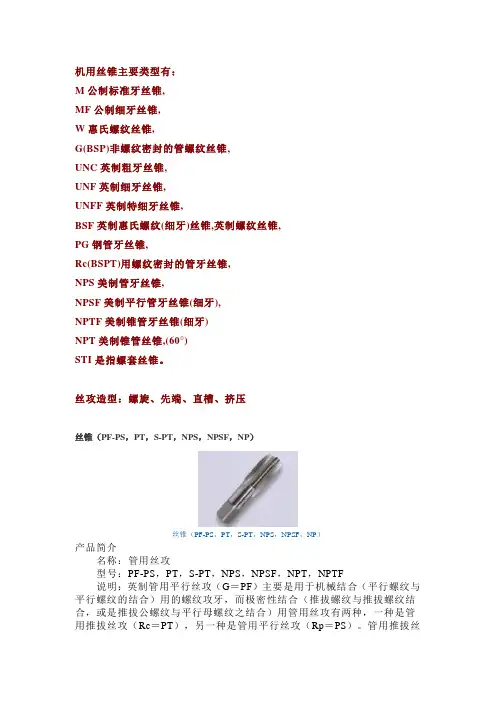
机用丝锥主要类型有:M公制标准牙丝锥,MF公制细牙丝锥,W惠氏螺纹丝锥,G(BSP)非螺纹密封的管螺纹丝锥,UNC英制粗牙丝锥,UNF英制细牙丝锥,UNFF英制特细牙丝锥,BSF英制惠氏螺纹(细牙)丝锥,英制螺纹丝锥,PG钢管牙丝锥,Rc(BSPT)用螺纹密封的管牙丝锥,NPS美制管牙丝锥,NPSF美制平行管牙丝锥(细牙),NPTF美制锥管牙丝锥(细牙)NPT美制锥管丝锥,(60°)STI是指螺套丝锥。
丝攻造型:螺旋、先端、直槽、挤压丝锥(PF-PS,PT,S-PT,NPS,NPSF,NP)丝锥(PF-PS,PT,S-PT,NPS,NPSF,NP)产品简介名称:管用丝攻型号:PF-PS,PT,S-PT,NPS,NPSF,NPT,NPTF说明:英制管用平行丝攻(G=PF)主要是用于机械结合(平行螺纹与平行螺纹的结合)用的螺纹攻牙,而极密性结合(推拔螺纹与推拔螺纹结合,或是推拔公螺纹与平行母螺纹之结合)用管用丝攻有两种,一种是管用推拔丝攻(Rc=PT),另一种是管用平行丝攻(Rp=PS)。
管用推拔丝攻依牙部长度与基准径之位置可分为长牙部型(标准型Rc=PT)与短牙部型(S-Rc=S-PT)。
PT(BSPT)是Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内老标准叫ZG,现在改为R了。
美制管用螺纹的种类很多,一般被用来切削NPSC与NPSM螺纹的是管用平行丝攻(NPS),用来切削NPT螺纹的是管用推拔丝攻(NPT)。
另外,干式封闭型(DRYSEAL)管用丝攻用丝攻有管用平行丝攻(NPSF)与管用推拔丝攻(NPTF)两种。
NPT是National (American) Pipe Thread 的缩写,属于美国标准的60 度锥管螺纹。
NPT螺纹分:一般密封圆柱管螺纹和一般密封圆锥管螺纹一、美制一般密封螺纹圆锥外螺纹的基准平面的理论位置位于垂直于螺纹轴线,与小端(参考平面)相距一个基准距离(L1)的平面内;二、基本尺寸:螺纹中径尺寸D2=d2=D-0.8*P螺纹小径尺寸D1=d1=D-1.6*P三、配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。
HTD丝锥主要分类:HTD螺旋槽丝攻系列:普通螺旋槽丝锥、不锈钢专用螺旋槽丝锥、铝专用螺旋槽丝锥、深孔HTD加工螺旋槽丝锥、普通氮化钛螺旋槽丝锥、普通长柄螺旋槽丝锥。
HTD先端丝攻系列:普通先端丝锥(带颈)、不锈钢专用先端丝锥、铝专用先端丝锥、普通长柄先端丝锥。
HTD手用丝锥系列:普通手用丝锥、不锈钢专用手用丝锥、氮化钛手用丝锥、普通长柄手用丝锥。
HTD管螺纹丝攻系列:圆锥管螺纹丝锥、平行管螺纹丝锥、普通圆锥管螺纹丝攻、普通管螺HTD纹螺旋槽丝锥、普通长柄圆锥管螺纹丝锥、普通平行管丝锥、普通平行管螺旋丝锥等丝锥。
公制常用丝锥规格有:M1.0×0.25M1.2×0.25M1.4×0.3M1.6×0.35M1.7×0.35M1.8×0.4M2.0×0.4M2.5×0.45M2.5×0.35M3×0.50M3.5×0.6 M3.5×0.35 M4×0.7M4×0.5M4.5×0.75 M4.5×0.5 M5×0.8M5×0.5M6×1M7×1M8×1.25 M8×1M8×0.75 M9×1.25 M10×1.5 M10×1.25 M10×1M11×1.5 M12×1.75 M12×1.5 M12×1M14×2M14×1.5 M14×1.25 M16×2M18×2.5 M20×2.5 M22×2.5 M24×3M27×3M30×3.5。
丝攻分类汇总直槽丝攻HT,HT-1:直槽丝攻HT高速钢直槽丝攻被广泛使用做一般的螺纹攻牙加工。
HT一组包括三支不同切削部长度的丝攻:第一攻、第二攻与第三攻。
HT通常是单支使用,但有时亦成套使用。
电镀用加大精度P3及P4丝攻,适合电镀螺丝用。
HT-1锋钢直槽丝攻是以滚压方式制造的机用丝攻,制造范围M1.4~M16,HT-1的牙部比一般手用丝攻短,并经设计增加强度与耐久力以减少集中力。
因此HT-1能提高攻牙加工经济效率外,并能切削出6H精度之螺纹。
-HT螺丝攻精度等级:YAMAWA P 级-螺丝攻材质:HSS-E-切刃吃入部牙数:第一攻[9牙]/第二攻[5牙]/第三攻[1.5牙]-表面处理:无-适用被削材:抗拉强度850N/mm2以下之碳钢,合金钢,铜,铝,锌等轻合金。
先端丝攻N-PO,HC-PO:主要是用于各种通孔材料之螺纹被削作业。
先端丝攻具有于一般之手用丝攻相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出。
由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切屑堵塞而造成丝攻的损害。
因此先端丝攻可采用比一般之手用丝攻更快的速度来切削高精度之螺纹。
HC-PO具有35°之切削槽,适用于各种材料的通孔螺纹加工如中碳钢。
N-PO具有40°之切削槽,适用于具黏性材料如铜,铝,中碳钢。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:5牙-表面处理:N-PO[OX]-酸化处理,N-PO[V]-镀钛处理-适用被削材:抗拉强度750N/mm2以下之中低碳钢,合金钢,铜,铝,镁合金等…螺旋丝攻N-SP,HC-SP:螺旋丝攻螺旋丝攻与一般手用丝攻不同的是,普通的手用丝攻之沟槽成直线型,而螺旋丝攻是成螺旋型。
螺旋丝攻在攻牙时,以其螺旋槽的上升旋转作用,能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝攻折断刃部崩裂,因此能增长丝攻的寿命与切削出最高精度之螺纹。
YAMAW A丝攻每个型号代表加工不同的材质。
型号HT(直槽)、N-SP(螺旋)、N-PO(先端)、N-RS(挤压),SU-HT、SU-PO、SU-SP(SU系列不锈钢专用)。
标准丝攻系列(型号、特性)HT螺絲攻精度等級:Y AMAWA P/II級螺絲攻材質:HSS-E切刃吃入部牙數:先[9牙]/中[5牙]/上[1.5牙]表面處理:.....適用被削材:抗拉強度850N/mm²以下之碳鋼.合金鋼.銅.鋁.鋅等輕合金N-SP/HC-SP螺絲攻材質:HSS-E切刃吃入部牙數:2.5牙表面處理:HC-SP[OX]-酸化處理適用被削材:[N-SP]抗拉強度750N/mm²以下之中低碳鋼.銅.鋁.鎂合金[HC-SP-OX]抗拉強度600~900N/mm²以下之中高碳鋼.合金鋼.青銅等。
N-PO/HC-PO螺絲攻精度等級:Y AMAWA P級螺絲攻材質:HSS-E切刃吃入部牙數:5牙表面處理:N-PO[OX]-酸化處理適用被削材:抗拉強度750N/mm²以下之中低碳鋼.合金鋼.銅.鋁.鎂合金等...[通孔適用](SU系列不锈钢专用系列)SU-HT不銹鋼用手用絲攻SU-HT 具有高度的耐磨性,經設計有特殊的切削角與溝形,並經施以氧化處理,因此適用於具有黏性的難削材料如不銹鋼等的攻牙加工之用。
SU-SP/SU-PO螺絲攻精度等級:Y AMAWA P級螺絲攻材質:HSS-E切刃吃入部牙數:SU-SP 2.5牙SU-PO 5牙表面處理:酸化處理適用被削材:[SU-SP]抗拉強度750N/mm²以下之中不銹鋼.碳鋼.合金鋼,鑄鋼等...[SU-PO]硬度HRC30以下之不銹鋼.碳鋼.合金鋼.調質鋼等...HT系列HT-I 6HXHT-I 是以滾庄方式製造的機用絲錐,製造範圍M1.4~M16 HT-I的牙部長度比一般手用絲錐短,並經設計增加強度與耐力以減少集中應力。
因此HT-I能提高攻牙加工經濟效率外,並能切削出6H精度之螺紋。
攻丝机的概念及分类分析概念攻丝机也叫攻牙机,是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备。
分类根据驱动动力源的不同,攻丝机可以分为手动攻丝机、气动攻丝机、电动攻丝机、机械式模内攻牙机和液压攻丝机等;根据攻丝机主轴数目不同,可分为单轴攻丝机、二轴攻丝机四轴攻丝机、六轴攻丝机、多轴攻丝机等;根据加工零件种类不同,攻丝机又可分为模内攻丝机、万能攻丝机、热打螺母攻丝机、法兰螺母攻丝机、圆螺母攻丝机、六角螺母攻丝机、盲孔螺母攻丝机、防盗螺母攻丝机等多种型号;根据攻丝机加工过程的自动化程度不同,攻丝机可分为全自动攻丝机、半自动攻丝机和手动攻丝机等;根据攻丝机攻牙时是否同时钻孔,攻丝机又分钻孔攻丝机、扩孔攻丝机、专用攻丝机等。
全自动攻丝机自动化程度最高,工作时,只要把零件毛坯放入料斗中即可自动进料,自动定位,自动夹紧,自动攻牙、自动卸料,一个工人可以同时操作多台设备,生产效率高,可显著节约劳动力成本!优质攻丝机具有设计新颖、结构合理、简便易用、自动化程度高、使用方便、效率高、免维护、性价比极高等特点,优质的螺母攻丝机加工出的各种螺母螺纹光洁度高,成品合格率高。
攻丝机(8张)编辑本段气动攻丝机原理气动攻丝机采用压缩空气驱动,安全快速高效;较小气压力和气量(0.3-0.8mpa),超大扭力输出;.能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2000mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M3-M24)。
产品,使用寿命的保证。
气动攻丝机配有精密扭力筒夹,筒夹自身带有过载保护装置。
带你全面了解丝攻丝锥性能内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一:丝攻的定义及特征"丝攻:Taps,丝锥的别名。
螺纹在机械加工中占有很大的比例,而丝锥是加工内螺纹常用的工具,丝锥作为加工内螺纹的刀具,沿轴向开有沟槽(挤压丝锥也有无槽的),也叫螺丝攻、丝攻。
丝锥根据其形状分为直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥。
直槽丝锥加工容易,精度略低,产量较大,正确地选用丝锥加工内螺纹,可以保证螺纹连接的质量,提高丝锥的使用寿命。
有些企业使用进口丝锥,德国制造商常标志为ISO1 4H、ISO2 6H、ISO3 6G(国际标准ISO1-3与国家标准H1-3是等同的);日本株式会社弥满和(YAMAWA)制作所切削型丝锥标P1、P2、P3、P4,挤压丝锥标G4P、G4B、G5P、G5B、G6P、G6B、G7P、G7B、G8B是按ISO2-6H、美英制2B 制作,这样就把丝锥公差带代号及可加工的内螺纹公差带都标上了。
"从丝攻的特征方面来区分,直槽丝攻加工容易,精度略低,产量较大。
一般用于普通车床,钻床及丝攻机的螺纹加工用,切削速度较慢。
螺旋槽丝攻多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝攻主要用于通孔的加工。
现在的工具厂提供的丝攻大都是涂层丝攻,较未涂层丝攻的使用寿命和切削性能都有很大的提高。
涂层可分为Ti(钛)涂层,TiC(碳化钛)涂层,TiN(氮化钛)涂层等。
丝攻的用途:供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝攻通常是指高速钢磨牙丝攻,适用于在机床上攻丝;手用丝攻是指碳素工具钢或合金工具钢滚牙(或切牙)丝攻,适用于手工攻丝。
二丝锥被加工材及攻牙速度选定基准被加工物材质攻牙速度m/min铝铜黄铜20~30铝合金压铸铝亚铅合金压铸锌极软铜黄铜青铜电磁软铁 12~20普通钢(硬度HRC20度以下)软钢不锈钢5~12三丝锥丝攻加工材与攻牙油选定基准被加工材质攻牙油剂铝合金及压铸铝锌合金压铸锌油性形不水溶性油酸化系不水溶性油铜黄铜油性形不水溶性油水溶性剂极软钢电磁软钢快削钢硫酸化系不水溶性油酸化性系油膏普通钢软钢不锈钢(硬度HRC20度以下)硫酸化系油膏硫酸化系不水溶性油四螺丝攻丝锥各部的名称螺丝攻丝锥主要部位的称谓有:全长,牙部长度,柄长度,吃入部,中心顶,中心孔,牙底径,有效径,外径,刃面,刃槽,槽径,刃背部,角部长度,柄径,方头厚度。
挤牙丝攻(无沟丝锥、非圆丝攻)HRT、NRT特点:1)攻牙时不会产生切屑,因没有切屑适合于盲孔的螺纹加工且可以省去切屑的处理时间;2)没有切屑槽,丝锥断面积较大,故耐力、扭力强度大、丝锥寿命较长,亦没有切削的干扰故不易折损;3)内螺纹之加工面为压造面外观美丽、光滑、材料纤维连续没切断,螺纹强度约增加30%精度安定;4)母螺纹塑性流动成形面粗度良好,有效经之偏差较少。
5)以塑性加工方法作为母螺纹的加工用工具,适用于延展性良好的的材料,适用范围:铝、红铜、锌、黄铜、低碳钢材、不锈钢及非铁金属攻牙作业。
螺旋丝锥SFT特点:对不通孔被削材之攻牙作业,螺旋丝锥与一般手用丝锥不同的是,普通的手用丝锥之沟槽成直线型,而螺旋丝锥是成螺旋型,螺旋丝锥在攻牙时,以其螺旋槽的上升旋转作用能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝锥折断,刃部崩裂,因此能增长丝锥的寿命与切削出最高精度之螺纹,切削速度可较直槽丝锥加快30 -50%。
螺旋丝锥适用于适用范围:切削高韧性之材料(碳素钢、合金钢及非铁金属),而不适合铸铁等切屑成细碎之材料等盲孔加工。
螺帽丝攻NT.SNT特点:螺帽丝锥,主要适用于螺帽的加工攻牙,根据螺帽的加工特性考虑丝锥的牙部、柄部比较长,其食付倒角(吃入部)占整个牙长的75%。
使用时柄部需焊接故一般都不是方柄适用范围:主要用于攻45#钢、调质钢等螺帽。
直槽丝攻(手绞丝锥)HT特点:手绞丝锥直沟形一般广泛使用最普遍,HT一组包括三支不同切削部长度的丝锥有分第一攻(9山),第二攻(5山)与第三攻(1.5山),HT通常个别使用,但有时亦会成套使用。
适用范围:一般用于碳素钢、合金钢及非铁金属先端丝攻(前倾角丝攻、下螺旋丝攻)POT特点:对通孔切削的攻牙作业,先端丝锥将发挥其很好的切削效果,迅速、顺利地为您切削出最高级的螺纹,先端丝锥具有一般手用丝锥相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,籍以旋转推送切屑从孔的下方排出,由于先端丝锥具有旋转排出切屑的功能,除可保持沟槽的清洁从而减少切削时的抗力外,并能避免切屑堵塞而造成丝锥的损害,因此先端丝锥可采用比一般的手用丝锥更快速度来切削高精密的螺纹。
一种加工内螺纹的刀具,沿轴向开有沟槽。
也叫螺丝攻。
丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。
直槽丝锥加工容易,精度略低,产量较大。
一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。
螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝锥前部有容屑槽,用于通孔的加工。
工具厂提供的丝锥大都是涂层丝锥,较未涂层丝锥的使用寿命和切削性能都有很大的提高。
不等径设计的丝锥切削负荷分配合理,加工质量高,但制造成本也高。
梯形螺纹丝锥常采用不等径设计。
机用和手用丝锥是切制普通螺纹的标准丝锥。
中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。
通常,丝锥由工作部分和柄部构成。
工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。
供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝锥几乎是唯一的加工刀具。
丝锥的种类有:手用丝锥、机用丝锥、螺母丝锥、挤压丝锥等。
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,并且丝锥沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下工作的。
为了使攻丝顺利进行,应事先考虑可能出现的各种问题。
如工件材料的性能、选择什么的刀具及机床、选用多高的切削速度、进给量等。
在特殊工件材料上攻丝丝锥工件材料的可加工性是攻丝难易的关键。
现丝锥生产厂家主要关注的是,发展针对特殊材料加工的丝锥。
丝攻分类汇总直槽丝攻HT,HT-1:直槽丝攻HT高速钢直槽丝攻被广泛使用做一般的螺纹攻牙加工。
HT一组包括三支不同切削部长度的丝攻:第一攻、第二攻与第三攻。
HT通常是单支使用,但有时亦成套使用。
电镀用加大精度P3及P4丝攻,适合电镀螺丝用。
HT-1锋钢直槽丝攻是以滚压方式制造的机用丝攻,制造范围M1.4~M16,HT-1的牙部比一般手用丝攻短,并经设计增加强度与耐久力以减少集中力。
因此HT-1能提高攻牙加工经济效率外,并能切削出6H精度之螺纹。
-HT螺丝攻精度等级:YAMAWA P 级-螺丝攻材质:HSS-E-切刃吃入部牙数:第一攻[9牙]/第二攻[5牙]/第三攻[1.5牙]-表面处理:无-适用被削材:抗拉强度850N/mm2以下之碳钢,合金钢,铜,铝,锌等轻合金。
先端丝攻N-PO,HC-PO:主要是用于各种通孔材料之螺纹被削作业。
先端丝攻具有于一般之手用丝攻相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出。
由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切屑堵塞而造成丝攻的损害。
因此先端丝攻可采用比一般之手用丝攻更快的速度来切削高精度之螺纹。
HC-PO具有35°之切削槽,适用于各种材料的通孔螺纹加工如中碳钢。
N-PO具有40°之切削槽,适用于具黏性材料如铜,铝,中碳钢。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:5牙-表面处理:N-PO[OX]-酸化处理,N-PO[V]-镀钛处理-适用被削材:抗拉强度750N/mm2以下之中低碳钢,合金钢,铜,铝,镁合金等…螺旋丝攻N-SP,HC-SP:螺旋丝攻螺旋丝攻与一般手用丝攻不同的是,普通的手用丝攻之沟槽成直线型,而螺旋丝攻是成螺旋型。
螺旋丝攻在攻牙时,以其螺旋槽的上升旋转作用,能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝攻折断刃部崩裂,因此能增长丝攻的寿命与切削出最高精度之螺纹。
螺旋丝攻适用于切削高韧性之材料,而不适合铸铁等切屑成细碎之材料。
HC-SP具有35°之螺旋槽,最适合具黏性材料与塑胶材质如中碳钢,高碳钢等材料之不通孔螺纹攻牙。
N-SP具有40°之螺旋槽,最适合加工中碳钢。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:2.5牙-表面处理:HC-SP[OX]-酸化处理,N-SP[V]-镀钛处理-适用被削材:[N-SP]抗拉强度750N/mm2以下之中碳钢,铜,铝,镁合金等…[HC-SP-OX]抗拉强度600~900N/mm2之中高碳钢,合金钢,青铜等…挤压丝攻N-RS,N-RZ,R-V:挤压丝攻挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。
因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。
此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。
本公司之挤压丝攻有两种类型,N-RS(灰白色),N-RZ(黑色)。
N-RS,N-RZ是根据ISO标准,其牙部较短,适用于浅孔的攻牙。
挤压丝攻的切削部分有四牙与二牙两种。
使用挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹。
YAMAWA备有多种不同精度等级的挤压丝攻以供客户使用。
挤压丝攻分有油沟,无油沟两种。
无油沟标注"L型"-螺丝攻精度等级:YAMAWA G级-螺丝攻材质:HSS-E-切刃吃入部牙数:2牙/4牙-表面处理:N-RZ-酸化处理(黑色),R-V-镀钛(TIN)处理(金黄色)-适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等…N-RZ适用于低碳钢,中碳钢等。
无给油挤压丝攻OL-RZ,HP-RZ:OL-RZ无给油无铁屑挤压丝攻(如用油寿命更长)攻牙时无须使用切削油,可避免攻件钢材受切削油而变质的可能性。
亦能除去攻件洗净的过程。
OL-RZ是用微粒钢材制成,再加上表面TICN处理,提高更耐热,耐磨及耐用特性。
HP-RZ无给油高性能无铁屑挤压丝攻采用微粒压缩钢材及TICN处理,专为高硬度钢材制成的无铁屑挤压丝攻。
一般无铁屑挤压丝攻都只适用于软性钢材,因为螺纹是用塑性成形法而成,对高硬度钢材并不适合。
-螺丝攻精度等级:YAMAWA G级-螺丝攻材质:HSS-P-切刃吃入部牙数:OL-RZ-4牙,HP-RZ-2牙/4牙-表面处理:TiCN镀膜-适用被削材:[OL-RZ]抗拉强度500N/mm2以下冷扎钢板,碳钢,铜,铝合金等…[HP-RZ]抗拉强度900N/mm2以下之碳钢,合金钢,不锈钢,调质钢等…管用丝攻PF-PS,PT,S-PT,NPS,NPSF,NPT,NPTF:管用丝攻英制管用平行丝攻(G=PF)主要是用于机械结合(平行螺纹与平行螺纹的结合)用的螺纹攻牙,而极密性结合(推拔螺纹与推拔螺纹结合,或是推拔公螺纹与平行母螺纹之结合)用管用丝攻有两种,一种是管用推拔丝攻(Rc=PT),另一种是管用平行丝攻(Rp=PS)。
管用推拔丝攻依牙部长度与基准径之位置可分为长牙部型(标准型Rc=PT)与短牙部型(S-Rc=S-PT)。
美制管用螺纹的种类很多,一般被用来切削NPSC与NPSM螺纹的是管用平行丝攻(NPS),用来切削NPT螺纹的是管用推拔丝攻(NPT)。
另外,干式封闭型(DRY SEAL)管用丝攻用丝攻有管用平行丝攻(NPSF)与管用推拔丝攻(NPTF)两种。
不锈钢专用丝攻SU-HT,SU-SP,SU-PO,SU2-SP:不锈钢手用丝攻SU-HT具有高度的耐磨性,经设计有特殊的切削角度与沟形,并经以酸化处理,因此适用于具有黏性的难削材料如不锈钢等的攻牙加工之用。
不锈钢螺旋丝攻SU-SP具有与SU-HT相同的特性与功能,并经设计具螺旋沟槽供不通孔攻牙加工之用。
不锈钢先端丝攻SU-PO具有与SU-HT相同的特性与功能,并经设计具螺旋沟槽供通孔攻牙加工之用。
不锈钢螺旋丝攻SU2-SP特性如下:1、针对SUS316、SUS317等较难切削之不锈钢材特性,丝攻采用具耐热性、耐磨耗性之高级高速钢材。
2、为降低切削阻力与切削热,螺纹部有离隙角之设计,且为防止溶著发生丝攻表面施以酸化处理。
3、一般攻牙后会有收缩之倾向,本丝攻之精度均有适度加大之设计。
4、本丝攻采用BLF(螺纹部完全牙3山之后螺纹磨除至有效径位置)形状,以降低因切屑排出不良而造成之崩牙情形发生。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:SU-SP 2.5牙,SU-PO 5牙,SU2-SP 2.5牙-表面处理:酸化处理-适用被削材: [SU-SP]抗拉强度750N/mm2以下之不锈钢,钢,金钢,铸铁等…[SU-PO]硬度HRC30度以下之不锈钢,碳钢,合金钢,调质钢等…[SU2-SP]SUS316、317不锈钢,镍合金等材料。
铝合金专用丝攻LA-SP,LA-O:是专门供具有黏性性质的材料如铝等轻合金之压铸品的攻牙加工之用。
由于此类材料经攻牙加工后,螺纹会有收缩变小的倾向,因此铝合金用丝攻经设计具加大尺寸,并经施以窒化处理以配合次类材料之性质。
-螺丝攻精度:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:LA-O 1.5牙/5牙LA-SP 1.5牙/2.5牙-表面处理:窒化处理-适用被削材:铝,锌,镁等压铸合金等…铸铁专用丝攻FC-O:铸铁用直槽丝攻FC-O具设计有特殊的切削角度,适用于铸铁等表面坚硬,经切削后,铁屑成细碎状的材料。
由于切削铸铁时,会使丝攻的牙部造成重大磨损,因此FC-O之材料是采用耐磨性的钢材,并设计成加大尺寸,另在表面施以窒化处理以增大其耐磨性。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:1.5牙/5牙-表面处理:窒化处理-使用被削材:铸铁,球状石墨铸铁,强韧铸铁等…难削材专用丝攻EH-HT,EH-PO:难削材用丝攻最适合于高碳钢、合金钢等之调质钢或锻造钢,模型钢等硬度高达HRC30~45之高硬度钢之攻牙加工作业。
难削材用丝攻之材料是采用最具耐磨性之含钴钢材,又设计有适度的加大尺寸,以增长丝攻寿命。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E[Co]-切刃吃入部牙数:EH-HT 2.5牙/5牙EH-PO 4牙-表面处理:无-适用被削材:抗拉强度800~1200N/mm2,硬度HRC45度以下之合金钢,模具钢,调质钢等材料…超硬丝攻UH-CT:1、针对热处理后50~60HRC(Max:63HRC)之[模具钢],[工具钢]攻牙加工。
2、材料使用耐磨性,耐冲击性优良之超硬合金。
3、为增加耐磨性丝攻表面施以氮化铝钛(TiALN)处理。
4、特殊设计之沟槽角度能有安定之切削力与良好切屑形状。
-螺丝攻等级:YAMAWA P级-内螺纹等级:6H 旧JIS2级-切刃部牙数:5牙-螺丝攻种类:直槽机用丝攻-表面处理:TiALN深孔丝攻S-SP,S-PO:S-SP深孔用螺旋丝攻经特别设计来用于攻牙长度比丝攻之直径大2倍或2倍以上之不通孔螺纹攻牙。
S-SP之牙部长度经设计比一般螺旋丝攻短,而螺旋角度却比一般螺旋丝攻大。
并在表面施以酸化处理,以减少切削时所产生的摩擦抗力,而可增长丝攻寿命。
S-PO深孔用螺旋丝攻经特别设计来用于攻牙长度比丝攻之直径大2倍或2倍以上之通孔螺纹攻牙。
S-PO之牙部长度经设计比一般螺旋丝攻短,并在表面施以酸化处理,以减少切削时所产生的摩擦抗力,而可增长丝攻寿命。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:S-SP 2.5牙/S-PO 5牙-表面处理:酸化处理-适用被削材:抗拉强度750N/mm2以下之碳钢,合金钢,铸铁,调质钢等材料…加长丝攻LS-HT,LS-HC-SP,LS-HC-PO:加长丝攻由于被切削物品之形状与攻牙位置等不同的关系,使用NC、MC等攻牙专用攻牙时,一般丝攻有时长度不够,因此需要使用加长丝攻。
加长丝攻的种类一般有:加长直槽[LS-HT],加长螺旋[LS-HC-SP],加长先端[LS-HC-PO]等三种。
-螺丝攻精度等级:YAMAWA P级-螺丝攻材质:HSS-E-切刃吃入部牙数:LS-HT-[1.5牙/5牙],LS-HC-SP-[2.5牙],LS-HC-PO-[5牙]-长度:70mm/100mm/120mm/150mm/200mm-适用被削材:抗拉强度750N/mm2以下之碳钢,合金钢,铜,铝,锌等轻合金。
普通圆板牙AR-D调教式,管用圆板牙:AR-D可调式圆板牙普遍地被使用于切削高精度的螺纹,由于AR-D是可调式,因此可配合使用者之螺纹切削条件而加以调整使用。