T2紫铜工艺品热变形脆裂分析_张智强
- 格式:pdf
- 大小:94.76 KB
- 文档页数:2
第7卷第3期2000年9月塑性工程学报JOU RN AL O F PLASTICITY EN GIN EERIN GV ol.7 No.3Sep . 2000紫铜热塑性变形的研究(北京科技大学 100083) 樊百林 黄钢汉摘 要:从不同的变形温度、变形速率、变形程度三个方面来研究紫铜在热变形过程中对产生的加工硬化、动恢复和动再结晶的影响。
关键词:变形速率;变形温度;动恢复;动再结晶1 前 言金属塑性成形不仅改变金属坯料的形状、尺寸而且改善其组织和性能,从而获得所要求的产品,研究塑性变性的理论、了解塑性变形过程的规律,对科学地改进操作方法,合理地设计工艺、选用设备、正确分析与解决生产中的问题,以提高生产率和保证产品质量都有重要意义。
目前、国内外研究紫铜热变形过程中的规律比较少,本文系统地研究了紫铜热变形过程中的规律,对有色企业的生产提供了一定的理论和实践依据。
收稿日期:1999-05-052 热变形实验研究方法2.1 材料、设备及实验方法采用紫铜T 2其化学成分(质量分数,%)为,Cu >99.9,Pb -0.005,Bi -0.002,Fe -0.005,Sn -0.005,As-0.002,P-0.005,Sb-0.002。
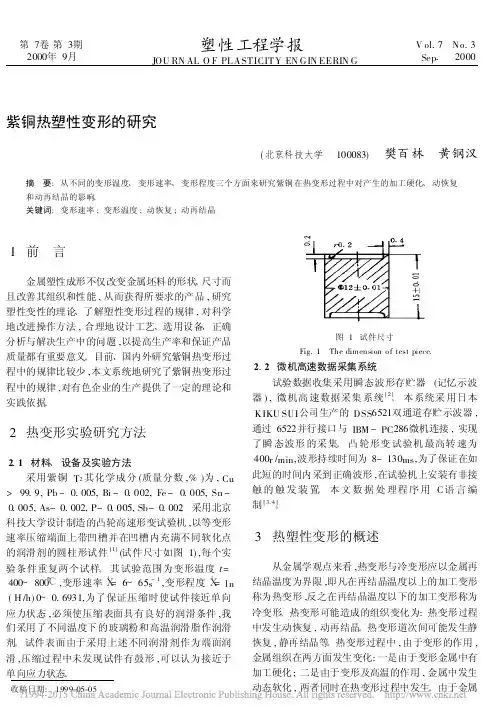
采用北京科技大学设计制造的凸轮高速形变试验机,以等变形速率压缩端面上带凹槽并在凹槽内充满不同软化点的润滑剂的圆柱形试件[1](试件尺寸如图1),每个实验条件重复两个试样。
其试验范围为变形温度t =400~800℃,变形速率X =6~65s -1,变形程度X =ln (H /h)0~0.6931,为了保证压缩时使试件接近单向应力状态,必须使压缩表面具有良好的润滑条件,我们采用了不同温度下的玻璃粉和高温润滑脂作润滑剂。
试件表面由于采用上述不同润滑剂作为端面润滑,压缩过程中未发现试件有鼓形,可以认为接近于单向应力状态。
图1 试件尺寸Fig.1 The dimension o f test piece.2.2 微机高速数据采集系统试验数据收集采用瞬态波形存贮器(记忆示波器),微机高速数据采集系统[2]。
某型号发动机壳体热裂纹失效分析袁钰坤;张鹏博;杨立合;张志正【摘要】某型号发动机铝合金壳体在工艺试验过程中出现热处理裂纹,通过对裂纹失效壳体的化学成分和力学性能进行分析,借助光学显微镜和扫描电镜观察了裂纹的宏观、微观形态及断口形貌,分析了裂纹与金相组织的关系,指出了造成热处理裂纹的主要原因是过烧和第二相粒子夹杂,并提出了预防产生裂纹的措施。
【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)015【总页数】3页(P34-35,36)【关键词】发动机;铝合金;热处理;裂纹分析【作者】袁钰坤;张鹏博;杨立合;张志正【作者单位】航天科工集团第六研究院210所;航天科工集团第六研究院210所;航天科工集团第六研究院210所;航天科工集团第六研究院210所【正文语种】中文某型号发动机壳体(下文简称为壳体)为薄壁多孔筒型结构(见图1)。
2A12铝合金因其具有密度小、比强度高、导电导热性好、耐腐蚀等特点,成为我所某型号发动机壳体的设计选材,采用该材料生产加工的壳体在热处理工艺试验过程中出现裂纹。
本文就开裂情况较严重的壳体展开分析。
(1)热处理裂纹情况统计失效件名称:壳体。
毛坯尺寸:φ320mm×25mm×295mm,2件,材料为2A12-H112厚度为25mm的铝管(热轧)。
壳体加工工序为:材料复验→下料→粗车→钳→热处理→半精车→稳定化处理→数控铣→高低温循环→精车→数控铣→表面处理。
裂纹发生在第一次热处理后(工艺参数:498℃,保温90min,水冷),淬水后目视检测发现2件壳体毛坯均有不同程度的裂纹。
对裂纹最严重的部位目视及着色观察,发现裂纹宏观外貌细直、非连续,两端尖细,裂纹棱边起源,裂纹长度20~30mm;深度2~4mm;裂纹扩展方向垂直于管料的轴向(见图2)(2)失效壳体化学成分和力学性能采用能量色散X射线荧光分析了失效壳体的化学成分,结果如表1所示。
从表1中可看出,材料的化学成分符合技术要求。
激光冲击T2紫铜微挤压成形性能研究ResearchonT2CopperFormabilityofLaserShockMicro--extrusionForming2013年6月独创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已注明引用的内容以外,本论文不包含任何其他个人或集体己经发表或撰写过的作品成果,也不包含为获得江苏大学或其他教育机构的学位或证书而使用过的材料。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
学位论文作者签名:沙|弓年占具l弓Et江苏大学硕士学位论文摘要激光冲击微挤压成形是利用激光诱导产生冲击波,板料在冲击波和凹模共同的作用下产生塑性变形的一种新型微成形技术,是激光在微塑性成形领域的新应用。
本文探讨了激光冲击微挤压成形机理、分析了工艺参数对成形性能的影响规律,并和实验进行了验证。
本文主要工作和结果如下:(1)将激光冲击成形技术运用到微挤压塑性成形工艺当中,深入探讨了激光冲击成形的机理以及激光冲击微挤压塑性成形的原理。
理论分析了影响激光冲击微挤压成形性能的主要工艺因素,如激光冲击波峰值压力、板料厚度和凹模孔径等,为激光冲击T2紫铜薄板微挤压成形模拟与实验研究奠定了理论基础。
(2)利用ABAQUS软件建立了激光冲击微挤压成形的有限元模型。
通过对成形深度、等效塑性应力分布及等效塑性应变进行分析,研究了单因素下(激光冲击波峰值压力、板料厚度和凹模孔径)对激光冲击T2紫铜微挤压成形性能的影响,并通过非线性拟合法获得最大成形深度和各影响因素之间的曲线方程,得出了成形量随峰值压力和凹模孔径的增加而呈非线性增加,而随着板料厚度的增加成形量呈显著的非线性减小趋势。
为寻找激光冲击T2紫铜微挤压成形过程中主要影响因素的较优水平组合,采用多因素正交优化法获得较优因素水平组合,为微零件设计和成形提供方法和理论指导。
1 绪论1.1 引言随着电子科技的进步,许多电子产品不断地往高性能化、高功率化以及超薄、微型化发展, 使得出现微电子芯片热流密度急剧增加而有效散热空间却日益狭小这一尖锐矛盾,导致芯片工作温度急剧增加,这将严重威胁到电子产品的安全与使用寿命。
因此,对狭小空间内高热流密度电子设备的高效散热是亟需攻克的关键技术。
目前,具有高导热率、良好等温性、快热响应、小尺寸而简单结构的微型热管已成为电子产品散热的理想导热元件。
微型热管的传热性能主要取决于管内壁吸液芯结构,而沟槽吸液芯结构的微型热管则符合电子器件短小轻薄的发展方向。
但其管内壁沟槽结构的加工是沟槽热管制造首要解决的问题,而传统的沟槽管犁削或旋压成形法加工均受到刀具加工等条件限制而不能制造尺寸较小的微型沟槽管,尤其是对于Ф 4mm以下的微型沟槽管若采用旋压直接成形将难以实现。
因此,具有良好毛细吸液芯性能的微型沟槽管加工是制造微型沟槽热管时亟待解决的问题。
1.2 本文的主要研究内容与目的微型沟槽式圆热管具有很多的优点,用途极广。
本文对微型圆热管的拉拔成形机理进行了研究,并基于实验研究和数值模拟方法,展开了微型热管拉拔成形的受力及变形分析研究工作。
本文主要研究内容如下:1)微型沟槽式圆热管拉拔成形机理与拉拔成形研究。
主要包括管材拉拔成形概述、管材拉拔成形模具设计、管材拉拔成形实验研究以及微型沟槽式圆热管拉拔成形研究。
2)微型圆热管拉拔成形的数值研究。
主要包括有限元方法概述、微小型沟槽式圆热管拉拔成形有限元模拟。
1.3 国内外微型热管的应用现状与进展目前,国外微热管产品的核心技术( 产品的设计和开发) 只被美日少数企业所掌握。
国内企业在微热管产品的关键技术上本身并不具备自行设计、研发及生产能力,只有少数几个台资企业为美日大企业进行代加工。
由于美日企业量产成本及目标市场的策略考虑,台资企业近年才获得美日大企业的技术转移,通过消化这些技术并开始自主研发,才逐步拥有了微热管生产的一些关键技术。
金属波纹管开裂失效分析与防控策略研究
张敬亮;张勋;蔡丰义;陈英华;李海生
【期刊名称】《化工管理》
【年(卷),期】2024()9
【摘要】金属波纹管开裂失效是化工流程生产安全重点关注的技术问题。
为了提
高金属波纹管的安全稳定性,在对金属波纹管开裂失效的主要原因进行综合分析的
基础上,以三氯氢硅储罐出料管线金属波纹管开裂失效为例,重点从断口宏观形貌分析、金相组织分析等方面入手,对该金属波纹管开裂失效的行为和原因进行了深入
研究,结合现场生产实际运行数据,对金属波纹管开裂失效提出了有意义的防控策略。
这有助于及时预防金属波纹管开裂失效事故,对确保设备长周期安全稳定运行具有
重要指导意义。
【总页数】4页(P136-138)
【作者】张敬亮;张勋;蔡丰义;陈英华;李海生
【作者单位】江苏中能硅业科技发展有限公司;中国矿业大学化工学院
【正文语种】中文
【中图分类】TQ05
【相关文献】
1.多层焊接不锈钢波纹管开裂失效分析
2.高温烟气膨胀节波纹管开裂失效分析
3.平衡式安全阀波纹管开裂失效分析和改进措施
4.船用天然气发动机废气旁通波纹管
开裂故障失效分析5.不锈钢截止阀波纹管组件腐蚀开裂失效分析
因版权原因,仅展示原文概要,查看原文内容请购买。
T2紫铜激光冲击微挤压成形的数值模拟与实验研究的开题报告一、研究项目背景及意义T2紫铜是一种优良的传热材料,具有良好的导电性、导热性和耐腐蚀性等特点。
随着工业领域的不断拓展和深入发展,T2紫铜的应用范围越来越广泛,如电子元器件、电器设备、航空航天和交通运输等领域。
然而,T2紫铜的加工难度比较大,常规加工方法需要较高的工艺条件和成本,因此需要寻求新的加工方法和工艺路线。
激光冲击微挤压成形技术是一种新兴的金属材料制造技术,具有高加工效率、高精度、低成本的特点。
该技术通过激光冲击对金属表面施加高温高压冲击,使其发生液态变形,产生微细的管道和膨胀形变,从而实现材料的塑性变形和成形。
该技术在金属制造、微电子器件、医疗器械等领域具有广阔的应用前景。
本研究拟采用T2紫铜材料进行激光冲击微挤压成形实验和数值模拟研究,探究其加工参数对成形质量和加工效率的影响,为该技术在T2紫铜材料加工中的应用提供一定的理论和实验依据,具有一定的实际应用价值和研究意义。
二、研究内容和技术路线本研究的主要内容包括:T2紫铜激光冲击微挤压成形的实验研究和数值模拟分析。
技术路线如下:1. 激光冲击微挤压成形实验:首先制备T2紫铜材料,然后采用激光冲击微挤压成形技术进行实验研究。
通过调整不同的加工参数,如激光功率、冲击次数、压力等,探究其对T2紫铜材料成形质量的影响,如管道直径、壁厚、表面粗糙度等;2. 数值模拟分析:采用ANSYS有限元软件建立T2紫铜激光冲击微挤压成形模型,模拟其成形过程,分析不同加工参数下的应变、温度、压力等变化规律,并对比实验结果进行验证;3. 实验与模拟结果的对比分析:将实验和模拟结果进行对比分析,探究其成形质量、加工效率和加工精度等方面的差异和影响因素。
三、研究预期成果本研究的预期成果主要包括:1. 探究T2紫铜激光冲击微挤压成形的加工参数和成形质量之间的关系,制定最优的加工方案和操作规程;2. 理论和实验基础上对激光冲击微挤压成形过程进行数值模拟和分析,深入研究其加工机理和规律;3. 对比实验和模拟结果,探究其差异和影响因素,为该技术在T2紫铜材料加工中的应用提供依据和参考。
尺寸效应下的紫铜薄板力学性能试验研究张赛军;龚小龙;李健强;周驰;袁宁【摘要】The tensile samples of different grain sizes were obtained by heating 0.1,0.2,0.4,0.6,0.8 and 1.0 mm T2 copper at 450,650 and 850C.Then,the deformation of the samples in uniaxial tension tests was measured by the digital image correlation (DIC) method,and the relationships between the relevant parameters (namely,the yield strength,the tensile strength,the maximum uniform strain and the fracture strain) and the grain size as well as the sheet thickness areevaluated.Experimental results show that the mechanical properties of the annealed T2 copper sheet show an obvious size effect;specifically,the tensile strength,the maximum uniform strain and the fracture strain decrease with the decrease of the sheet thickness or the increase of the grain size,and they all have an approximate exponential relationship with the ratio of the sheet thickness to the grain size.%通过对0.1、0.2、0.4、0.6、0.8和1.0mm厚的T2紫铜薄板在不同温度(450、650和850℃)下的热处理,获得不同的晶粒尺寸的试样,并采用数字图像相关性(DIC)方法对单向拉伸试验中的变形进行了测量,获得了相关力学性能参数(屈服强度、抗拉强度、最大均匀应变和断裂应变)与晶粒尺寸和板料厚度之间的关系.实验结果表明:所考察的退火T2紫铜薄板的力学性能参数均表现出明显的尺寸效应,抗拉强度、最大均匀应变和断裂应变均随材料厚度的减小或晶粒尺寸的增大而减小,且与厚度晶粒尺寸比呈近似指数关系.【期刊名称】《华南理工大学学报(自然科学版)》【年(卷),期】2016(044)010【总页数】7页(P8-14)【关键词】尺寸效应;数字图像相关性;力学性能;T2紫铜【作者】张赛军;龚小龙;李健强;周驰;袁宁【作者单位】华南理工大学机械与汽车工程学院∥广东省精密装备与制造技术重点实验室,广东广州510640;华南理工大学机械与汽车工程学院∥广东省精密装备与制造技术重点实验室,广东广州510640;华南理工大学机械与汽车工程学院∥广东省精密装备与制造技术重点实验室,广东广州510640;华南理工大学机械与汽车工程学院∥广东省精密装备与制造技术重点实验室,广东广州510640;华南理工大学机械与汽车工程学院∥广东省精密装备与制造技术重点实验室,广东广州510640【正文语种】中文【中图分类】TH142.3随着微型零件的广泛运用,对其成形过程的研究变得尤为重要,成形过程的力学性能和变形行为表现出对零件尺寸强烈的依赖性,这就是微成形中的尺寸效应.用传统的塑性理论已不能对微型零件的成形过程进行合理的描述,因此,对微成形中尺寸效应的理论研究具有十分重要的意义.目前,针对尺寸效应对不同薄板材料的力学性能和变形行为的影响规律已有大量的研究.研究对象大体上分为厚度较大的薄板和厚度较小的箔板(厚度一般小于0.1 mm),尺寸效应对这两类材料力学性能的影响展现出了不同的规律和特点[1].对于薄板而言,尺寸效应对强度和变形的影响主要表现为“越小越弱”.Michel等[2]通过单向拉伸试验研究了CuZn36 薄板(厚度0.1~0.5 mm)的尺寸效应,试验结果表明,保持宽厚比不变,当坯料厚度由0.2 mm减小到0.1 mm时,流动应力减小;而在坯料厚度不变的情况下,试样的横截面积对材料的流动应力影响很小.Saotome等[3]采用基于图像传感器(CCD)测量的单向拉伸装置对板厚从 0.05 mm到 1.0 mm的不锈钢薄板进行了单轴拉伸试验,结果显示随着板厚的减小,抗拉强度和延伸率下降.Chan等[4]通过厚度为0.1~0.6 mm纯铜的单向拉伸试验,研究尺寸效应对断裂行为的影响,研究认为流动应力和断裂应力应变都随N值(试样厚度与晶粒尺寸之比)的下降而下降,其主要原因解释为:一是材料的晶界分数随N值的下降而下降,微孔洞随N值的下降而减少;一是在试样的侧面,由线切割造成的表面缺陷不随试样厚度的减小而减少,随试样厚度的减小,其影响变得越来越重要.王刚等[5- 6]通过微拉伸试验研究了0.05、0.1 和0.15 mm厚度的AZ31 镁合金轧制箔材的尺寸效应,试验结果表明在拉伸实验中,材料抗拉强度和延伸率都随着试样厚度的降低而降低.对于箔板而言,由于材料很快发生断裂,延伸率都很小,因此研究主要集中在尺寸效应对强度的影响方面,主要表现为“越小越强”.Espinosa等[7]通过单向拉伸试验研究了不同厚度的铜薄膜的尺寸效应,实验结果表明:当薄膜的厚度由2.775μm减小到0.265 μm时,屈服强度增大了将近3倍.张广平等[8]采用聚焦离子束在轧制的不锈钢薄膜上加工了不同厚度(约1.6~17 μm)的微悬臂梁试样,利用静态及动态弯曲加载研究了微米尺寸材料的形变与疲劳开裂行为,实验结果表明材料的屈服强度随薄膜厚度的减小而升高.Raulea等[9]采用三点弯曲的方法研究了Al2S薄板尺寸效应,当N小于 1 时,N越小,屈服强度和抗拉强度反而越高.周健等[10- 12]通过基于CCD测量的单向拉伸试验研究了厚度为 20~100 μm 的轧制黄铜箔和厚度为20~320 μm 的轧制纯铜箔的尺寸效应,试验结果表明:在N接近4时,随着厚度的减小,屈服强度开始变化不大,当试样厚度继续减小至60μm以下时,屈服强度反而快速上升.孟庆当等[13]通过单向拉伸试验研究了10~200 μm厚的SS304不锈钢薄板的尺寸效应,试验结果显示,对于不同厚度板料,屈服强度随板料的减薄而增加,并认为由于薄板的表层有一层韧性钝化膜,故会提高材料的屈服强度,随着板料厚度的减小,表面层所占比例越大,对屈服强度提升的作用就越大.针对上述的尺寸效应现象,传统的材料模型已不再适用,因此建立微尺度下描述材料力与变形之间的本构关系尤为重要.Kals等[14]提出了表面层模型来解释材料流动应力随零件尺寸的减小而降低的现象.Peng等[15]基于表面层模型提出了一种混合本构模型,用来描述尺寸效应影响的材料的变形行为.近10年来,为解释材料在微米尺度下的尺寸效应现象,应变梯度理论发展尤为迅速,较为典型的有CS (偶应力)应变梯度塑性理论、SRG(拉伸与旋转)应变梯度塑性理论和MSG(基于机理)应变塑性理论[16- 20].Chan等[4]运用等应变模型和表面层模型描述了尺寸效应对纯铜变形行为的影响规律.尽管目前对于尺寸效应的研究已经相当广泛而深入,但并没有合适的模型描述基本力学性能参数与尺寸效应之间的关系.文中主要结合数字图像相关性(DIC)方法,通过对退火T2紫铜薄板的单向拉伸试验,考察了尺寸参数(试样厚度、晶粒尺寸)对力学性能参数(屈服强度、抗拉强度、最大均匀应变和断裂应变)的影响规律.1.1 试验材料与试样制备本研究以T2紫铜为研究对象,其厚度为0.1~1.0 mm,试样几何尺寸如图1所示.不同厚度初始坯料在真空条件下,通过450~850 ℃退火,并保温2 h,制成不同晶粒尺寸的试样.晶粒尺寸的测量依据“GB/T 6394—2002 金属平均晶粒度测定方法”,按比较法对各试样晶粒度进行评定,晶粒度评级完成后,参照标准评级系列图,获得晶粒的近似尺寸.不同厚度试样经不同退火温度后的晶粒尺寸如表1所示.图2和图3分别为初始材料和450 ℃热处理的不同厚度的紫铜金相图片.1.2 T2紫铜的拉伸试验不同厚度和不同晶粒尺寸的紫铜试样在常温下的单向拉伸试验在万能试验机上进行.需要注意的是,薄料(0.1和0.2 mm)的紫铜试样由于太薄,其拉伸试验在岛津AG-500N拉伸机上进行;同时由于试样很快产生断裂,为了获得更多的试验数据,拉伸速度设为1 mm/min.厚料(0.4、0.6、0.8和1.0 mm)试样的单向拉伸试验在岛津AG-100KN拉伸机上进行,拉伸速度设为2 mm/min.拉伸机的采样周期为0.1 s.试验过程中材料的变形则通过Nikon D90单反相机进行记录,采样周期为2 s,并通过DIC方法计算全场应变.应变采用Ncorr软件进行计算[21],主要参数为:子域半径、子域间隔和应变平滑半径分别设为21、1和5个像素.单向拉伸试验平台和不同热处理温度下不同厚度的紫铜薄板的工程应力-工程应变曲线分别如图4和图5所示.由图5可知,由于拉伸试样厚度和晶粒尺寸不同而导致的尺寸效应对退火T2紫铜的强度和变形都有很大的影响.不同厚度紫铜试样的屈服强度和抗拉强度与晶粒尺寸之间的关系分别如图6和图7所示.由图6可知,相同厚度材料的屈服强度总体上都呈现出随着晶粒尺寸的增大而减小的趋势;而当材料晶粒尺寸相同时,薄料和厚料表现出明显的强度差,薄料的屈服强度远高于厚料的屈服强度,且呈现出随着晶粒尺寸减小,强度差逐渐增大的趋势.晶粒尺寸从300 μm减小到50 μm时,薄料和厚料的平均屈服强度差从约30 MPa增大到约60 MPa,约增加了1倍.由图7可知,与屈服强度的变化趋势类似,相同厚度材料的抗拉强度总体上也呈现出随着晶粒尺寸的增大而减小的趋势,体现出细晶强化的效果.材料厚度对T2紫铜的抗拉强度的影响则呈现典型的“越小越弱”的特点,即当材料晶粒尺寸相同时,抗拉强度随着材料厚度的减小而减小.不同厚度材料的抗拉强度存在明显的强度差,随着晶粒尺寸的减小,强度差逐渐减小.晶粒尺寸从300 μm减小到50 μm时,0.1 mm薄料和1.0 mm厚料的平均抗拉强度差从约78 MPa减小到约42 MPa,降幅约达到46%.综上所述,材料厚度和晶粒尺寸都会对退火T2紫铜的屈服强度和抗拉强度产生很大的影响.为此,进一步考察了屈服强度和抗拉强度与厚度晶粒尺寸比N之间的关系,分别如图8和图9所示.由图8可知,在试样厚度不变的情况下,T2紫铜的屈服强度与N呈近似线性关系,屈服强度随着N的增大而增大.值得注意的是,薄料屈服强度与N之间的斜率明显要大于厚料,材料厚度对厚料的屈服强度与N之间的斜率的影响不大,薄料随着厚度的减小,其斜率逐渐增大,这与文献[12]对紫铜箔屈服强度的研究结果一致.由图9可知,当N≤10时,抗拉强度与N之间的关系总体上呈指数关系,即尺寸效应对T2紫铜的抗拉强度的影响非常明显.当N>10时,抗拉强度并没有随着N 的增大而发生明显的变化,这与常用的宏观材料几乎不考虑尺寸效应的常识相一致.根据这个特点,抗拉强度与N之间的关系可以用下面的公式很好地描述:σb=106.87+100.53×[1-exp(-0.84N)].进一步考察可以发现,相同厚度下材料的抗拉强度与N之间呈近似线性关系,这和屈服强度与N之间的关系类似,即随着材料厚度的增加,抗拉强度与N之间的斜率逐渐变小,同时,材料厚度对薄料的抗拉强度与N之间的斜率的影响远大于厚料.尺寸效应除了影响材料的强度,还会影响材料的变形和断裂.由于DIC方法可以计算得到单向拉伸试验整个过程中的全场变形,因此可以考察尺寸效应与拉伸过程中的最大均匀应变、断裂应变之间的关系.最大均匀应变为抗拉强度处所对应的真实应变,断裂应变则取断裂前最后一幅图像上在局部颈缩区域的平均真实应变.图10和图11分别为不同厚度的T2紫铜的最大均匀应变和断裂应变与晶粒尺寸的关系.由图可知,尺寸效应对最大均匀应变和断裂应变的影响规律基本一致.厚度相同时,T2紫铜的最大均匀应变和断裂应变均随着晶粒尺寸的增大而减小;0.1mm厚的试样,当晶粒尺寸从50 μm增加到300 μm时,最大均匀应变和断裂应变分别从0.094和0.100下降为0.028和0.054,降幅均超过45%.1.0 mm厚的试样,当晶粒尺寸从53 μm增加到440 μm时,最大均匀应变和断裂应变分别从0.298和0.457下降为0.147和0.273,降幅均超过40%.晶粒尺寸相同时,最大均匀应变和断裂应变均随着厚度的增大而增大.晶粒尺寸为50 μm左右,试样厚度从0.1 mm增大到1.0 mm时,最大均匀应变和断裂应变分别从0.094和0.100增大到0.298和0.457,增幅分别达到2.2和3.6倍.最大均匀应变和断裂应变与N的关系分别如图12和图13所示.由图可知,最大均匀应变和断裂应变与N之间的关系和抗拉强度与N之间的关系类似,总体上也呈指数关系,当N>10时,最大均匀应变和断裂应变基本保持为常数,不再随着N的增大而发生明显的变化.拟合后的最大均匀应变和断裂应变与N的关系分别为εM=0.030+0.282×[1-exp(-0.298N)],εf=0.038+0.456×[1-exp(-0.313N)].综上所述,退火T2紫铜的抗拉强度、最大均匀应变和断裂应变与N之间的关系可以用下面的公式统一描述:y=y0+ysat[1-exp(-n0N)].其中,y为抗拉强度、最大均匀应变或断裂应变,y0、ysat和n0为常数.由于N>0,该指数关系表明:随着N的变化,退火T2紫铜的抗拉强度、最大均匀应变和断裂应变在(y0,y0+ysat]之间变化.因此,y0和ysat分别表示相应的力学性能参数所能取得的最小值及其最大增量.n0则表示相应力学性能参数随着N的变化速率,n0越大意味着相应的参数随着N变大而增加越快,更容易达到饱和状态.需要注意的是,由于试验条件和试验数据点的限制,上述公式对于超薄材料(厚度小于0.1 mm)以及当N 很小(N<1)时不一定适用,对其他材料的适用性也需要进一步考察.通过对不同厚度的T2紫铜薄板在3种不同温度下的热处理,获得不同的晶粒尺寸,并对0.1~1.0 mm之间6种厚度的紫铜薄板进行单向拉伸试验,获得了尺寸效应分别对屈服强度、抗拉强度、最大均匀应变和断裂应变的影响规律,主要获得了以下结论:(1)相同厚度材料的屈服强度和抗拉强度体现为传统的细晶强化效果;而晶粒尺寸相同时,不同厚度材料的屈服强度和抗拉强度均表现出明显的强度差,且屈服强度差随着晶粒尺寸的减小而增大,而抗拉强度差则随着晶粒尺寸的减小而减小. (2)尺寸效应对最大均匀应变和断裂应变的影响规律基本一致.厚度相同时,最大均匀应变和断裂应变均随着晶粒尺寸的增大而减小;晶粒尺寸相同时,最大均匀应变和断裂应变均随着厚度的增大而增大.(3)抗拉强度、最大均匀应变和断裂应变与厚度晶粒尺寸比N总体上呈指数关系,可以通过公式很好地描述.当N≤10时,抗拉强度、最大均匀应变和断裂应变随着N的增加而快速增加;当N<10时均表现为饱和状态,即不再随着N的增大而变化.【相关文献】[1] 单德彬,郭斌,周健.金属薄板微成形技术的研究进展 [J].塑性工程学报,2007,14(3):93- 99. SHAN De-bin,GUO Bin,ZHOU Jian.The research progress of micro sheet metal forming technology [J].Journal of Plasticity Engineering,2007,14(3):93- 99.[2] MICHEL J F,PICART P.Size effects on the constitutive behaviour for brass in sheet metal forming [J].Journal of Materials Processing Technolgoy,2003,141(3):439- 446.[3] SAOTOME Y,YASUDA K,KAGA H.Microdeep drawability of very thin sheet steels [J].Journal of Materials Processing Technology,2001,113:641- 647.[4] CHAN W L,Fu M W.Experimental studies and numerical modeling of the specimen and grain size effects on the flow stress of sheet metal in microforming [J].Materials Science and Engineering,2011,528:7674- 7683.[5] 王刚,张治朋,张建凯.镁合金板材正反向快速气压胀形实验 [J].塑性工程学报,2013,20(1):45- 47. WANG Gang,ZHANG Zhi-peng,ZHANG Jian-kai.The rapid pressure bulging experiment of magnesium alloy sheet [J].Journal of Plasticity Engineering,2013,20(1):45- 47.[6] WANG Gang,ZHANG Jiankai.Gas blow micro-bulging behavior for AZ31 magnesium alloy rolled foil [C]∥Proceedings of 5th Asian Workshop on Micro/Nano Forming Technology (AWMFT-2012).Harbin:Journal of the Japan Society for Technology of Plasticity:2012.[7] ESPINOSA H D,PROROK B C,PENG B.Plasticity size effects in free-standing submicron polycrystalline FCC films subjected to pure tension [J].Journal of the Mechanics and Physics of Solids,2004,52:667- 689.[8] 张广平,高岛和希,肥后矢吉.微米尺寸不锈钢的形变与疲劳行为的尺寸效应 [J].金属学报,2005,41(4):337- 341. ZHANG Guang-ping,KAZUKI Takashima,YAKICHI Higo.The size effects on deformation and fatigue beha-viors of micron-size stainless steel [J].Acta Metallurgica Sinica,2005,41(4):337- 341.[9] RAULEA L V,GOIJAERTS A M,GOVAERT L E,et al.Size effects in the processing of thin metal sheets [J].Journal of Materials Processing Technology,2001,115(1):44- 48.[10] 周健,郭斌,单德彬.铜箔抗拉强度及延伸率的尺寸效应研究 [J].材料科学与工艺,2010,18(4):445- 449. ZHOU Jian,GUO Bin,SHAN De- bin.The influence of size effects on tensile strength and elongation of copper sheet [J].Materials Science and Technology,2010,18(4):445- 449.[11] 郭斌,周健,单德彬,等.黄铜箔拉伸屈服强度的尺寸效应 [J].金属学报,2008,44 (4):163- 166. GUO Bin,ZHOU Jian,SHAN De-bin,et al.The size effects on yield strength of yellow copper foil [J].Acta Metallurgica Sinica,2008,44 (4):163- 166.[12] 周健,郭斌.铜箔力学性能的尺寸效应及微拉深成形研究 [D].哈尔滨:哈尔滨工业大学,2010.[13] 孟庆当,李河宗,董湘怀,等.304 不锈钢薄板微塑性成形尺寸效应的研究 [J].中国机械工程,2013,24(2):280- 283. MENG Qing-dang,LI He-zong,DONG Xiang-huai,et al.The research of size effects on micro plastic forming of 304 stainless steel sheet [J].China Mechanical Engineering,2013,24(2):280- 283.[14] KALS T A,ECKSTEIN R.Miniaturization in sheet metal forming [J].Journal of Materials Processing Technology,2000,103:95- 101.[15] PENG L,LAI X,LEE H J,et al.Analysis of micro/mesoscale sheet forming process with uniform size depen-dent material constitutive model [J].Material Science Engineering,2009,526:93- 99.[16] TAD MOR E B,PHILLIPS R,ORTIZ M.Mixed atomistic and continuum models of deformation in solids [J].Langmuir,1996,12:4529- 4534.[17] EN S H,WANG T C.A new hardening law for strain gradient plasticity [J].Acta Materialia,2000,48:3997- 4005.[18] CHEN S H,WANG T C.A new deformation theory for strain gradient effects[J].International Journal of Plasticity,2002,18(8):971- 995.[19] CHEN S H,WANG T C.Strain gradient theory with couple stress for crystalline solids[J].European Journal of Mechanics A/Solids,2001,20:739- 756.[20] 陈少华,王自强.应变梯度理论进展 [J].力学进展,2003,33(2):207- 216. CHEN Shao-hua,WANG Zi-qiang.The progress of strain gradient theory [J].Advances in Mechanics,2003,33(2):207- 216.[21] BLABER J,ADAIR B,ANTONIOU A.Ncorr:open-source 2D digital image correlation Matlab software [J].Experimental Mechanics,2015,55(6):1105- 1122.。
《微量SiC_p对Mg-5Zn合金高温变形及热加工行为的影响》篇一一、引言随着现代工业的快速发展,轻质合金因其优异的物理性能和机械性能,在航空航天、汽车制造等领域得到了广泛应用。
其中,镁合金由于其低密度和高强度等特性,受到了广泛的关注。
在众多镁合金中,Mg-Zn系列合金以其良好的铸造性能和抗蠕变性能成为研究的热点。
而加入适量的陶瓷颗粒如SiC_p(硅碳复合颗粒)可进一步优化其性能。
本文着重探讨微量SiC_p对Mg-5Zn 合金高温变形及热加工行为的影响。
二、实验材料与方法本实验采用Mg-5Zn合金为基础材料,通过添加不同含量的SiC_p(如0.5%、1%、1.5%等)进行对比实验。
通过高温压缩实验、金相观察、显微硬度测试等方法,研究微量SiC_p对Mg-5Zn合金高温变形及热加工行为的影响。
三、实验结果与分析(一)高温变形行为通过高温压缩实验,我们观察到,在加入SiC_p后,Mg-5Zn 合金的高温变形行为发生了明显的变化。
首先,合金的屈服强度和抗拉强度均有所提高,特别是在加入1%的SiC_p后,效果最为明显。
这主要是由于SiC_p的加入增强了合金的晶界强度和晶内强化效果。
此外,随着SiC_p含量的增加,合金的高温变形抗力也相应增强,这有利于提高合金的高温稳定性。
(二)热加工行为在热加工过程中,我们发现微量SiC_p的加入对Mg-5Zn合金的加工性能产生了积极影响。
首先,SiC_p的加入改善了合金的流动性,使得合金在高温下更容易填充模具型腔。
其次,SiC_p 的加入使得合金的热导率提高,有利于热量的传递和散失,从而提高了加工效率。
此外,我们还发现,适量SiC_p的加入使得合金在热加工过程中产生的热裂倾向降低,这有利于提高产品的良品率。
(三)显微结构观察通过金相观察和显微硬度测试,我们发现微量SiC_p的加入使得Mg-5Zn合金的显微结构得到了优化。
SiC_p均匀地分布在镁基体中,起到了晶界强化和晶内强化的作用。
文章编号:1000-3851(2004)03-0157-05收稿日期:2003-02-20;收修改稿日期:2003-06-02基金项目:国家“863”高技术研究发展计划基金资助项目(2002AA302505)通讯作者:汪明朴,教授,研究方向:固态相变,有色金属新材料,功能材料 E -mail :w angmp @mail .csu .edu .cnCu -0.54Al 2O 3弥散强化铜合金的拉伸变形和断裂行为程建奕,汪明朴*,李 周(中南大学材料科学与工程学院,长沙410083)摘 要: 对Cu-0.54%Al 2O 3弥散强化复合材料的拉伸变形和断裂行为进行了研究。
结果表明,经挤压比为30∶1的热挤压后,复合材料的R b 、R 0.2、D 和R 0.2/R b 分别高达340M Pa 、250M P a 、24%和74%。
冷加工后合金的强度随退火温度的升高而逐渐下降,但R 0.2/R b 仍保持较高的值。
挤压态合金的加工硬化指数n 为0.256,明显低于纯铜。
铜基体中均匀弥散分布着平均尺寸为18nm ,间距为100nm 的Al 2O 3纳米粒子,提高了铜基体的强度,阻碍了高温退火时再结晶的发生,降低了合金的加工硬化速率。
挤压态合金的拉伸断口宏观上为杯锥状,微观上表现为明显的韧性断裂特征。
关键词: Cu-A l 2O 3;弥散强化;拉伸变形;断裂;加工硬化中图分类号: T B 331 文献标识码:ATENSILE DEFORMATION AND FRACTURE BEHAVIOR OF Cu -0.54Al 2O 3DISPERSION STRENGTHENED C OPPER ALLOYCHENG Jianyi ,WANG M ing pu *,LI Zhou(Schoo l o f M ater ials Science and Eng ineering,Centr al-South U niver sity ,Cha ng sha 410083,China)Abstract : T he tensile defo rmation and fractur e behavior o f Cu-0.54%A l 2O 3dispersio n str engthened copper allo y w ere examined .T he result s show that R 0.2,R b ,D and R 0.2/R b of Cu -0.54%A l 2O 3co mposite r each 250M Pa ,340M Pa,24%and 74%r espectiv ely after ho t-ex tr uded in the ext rusion ratio of 30∶1.T he str eng th decreases gr adually w ith the incr ease of annealing tempera ture,while R 0.2/R b r emains hig h value.It s str ain har dening ex po -nent n is 0.256,which is o bv io usly low er than that o f pure copper.T he A l 2O 3nanopart icles w ith the aver age size of 18nm and mean inter part icle spa cing of 100nm distr ibute unif or mly in t he copper matr ix ,a nd impro ve the streng th of t he co pper matr ix and pr event the matr ix fr om recr ystallizing dur ing a nnealing at elevat ed temperat ur e and low er the strain har dening ex po nent n .T he fr acture of the as-ext ruded co mpo site on a macr oscopic scale is cup and co ne mo rpholog y a nd features w ith t he t oughness failur e on the micr oscopic scale .Keywords : Cu -A l 2O 3;disper sion streng thening ;tensile defor mation ;fr acture ;strain har dening 铜合金的强化可以通过在铜基体中引入第二相纳米粒子来实现,强化程度与引入粒子的体积含量、尺寸、形状、间距、硬度、分布及与基体的共格程度密切相关[1~4]。
T2纯铜平板剪切试样的大变形破坏试验研究李柳;秦胜欢;熊再银;张克实【摘要】用纯铜平板剪切试样进行破坏试验,对试样的断口倾角、韧带截面和断裂截面的应力三轴度、Lode参数进行了计算分析,并通过实测给出破坏区域的断裂应变估计,从而给出平板剪切试样剪切断裂应变与光滑试样拉伸断裂应变的比较,两者近似相等。
该结果证实Rice-Tracey指数函数公式与实测断裂应变规律不符,从而说明Rice-Tracey指数函数公式在应用过程中存在局限性。
%The rupture experiments were conducted by using plate shear specimen of T2 purecop-per. The fracture dip angle, the stress triaxiality and Lode parametersat the ligament section and the fracture section of the specimen were analyzed and calculated, and the fracture strain of failure area was estimated, which gave the comparison of shear fracture strain with tensile fracture strain of the material. Both the two strains are approximately equal. The results imply that Rice-Tracey exponen-tial function formula does not match the fracture strain data by the experiment, which also shows the limitations of Rice-Tracey exponential function formula in its application.【期刊名称】《广西大学学报(自然科学版)》【年(卷),期】2015(000)004【总页数】7页(P890-896)【关键词】纯铜;断裂应变;平板剪切试样;Lode参数;应力三轴度【作者】李柳;秦胜欢;熊再银;张克实【作者单位】广西大学土木建筑工程学院,广西南宁 530004;广西大学土木建筑工程学院,广西南宁 530004;广西大学土木建筑工程学院,广西南宁 530004;广西大学土木建筑工程学院,广西南宁 530004【正文语种】中文【中图分类】O346.1+2韧性材料在不同加载方式下的断裂应变有很大的不同,而现有的破坏理论以及用于材料强度和破坏分析的计算软件只适用于一些特殊应力状态的破坏准则,没能给出适用于不同应力状态下材料破坏的判据[1]。
半孔孔口铜断裂分析及改善张仁军 杨海军 牟玉贵 胡志强(四川英创力电子科技股份有限公司,四川 遂宁 629000)摘 要 模块PCB板中常使用的半孔设计,会在外层蚀刻后加工过程中因半孔方向不同,在水平线磨刷加工时出现孔口铜厚损耗差异大,影响产品品质。
文章通过试验对半孔板加工过程中出现半孔孔口铜薄原因进行分析,从设计到生产设备等方面提出解决方法。
关键词 含半孔印制板;孔口断裂;磨板;磨刷中图分类号:TN 41 文献标识码:A 文章编号:1009-0096(2020)08-0053-04The copper fracture analysis and improvement of half hole orifice Zhang Renjun Yang Haijun Mou Yugui Hu Zhiqiang(GuangDong Kingshine Electronic Technology Co., Ltd.)Abstract The half hole design in the module PCB board which is commonly used will cause the difference of hole thickness loss in the horizontal line grinding brush processing due to the different half hole direction in the processing process after the out-layer etching, which will affect the quality of product. This article analyzes the reason of copper thinness of half hole orifice in the process of half hole plate by test and puts forward the solution from design to production equipment.Key words PCB With Half Hole; Orifice Fracture; Grinding Plate; Grinding Brush1 背景模块形式的印制电路板(PCB)的需求越来越大,模块板的运用在减低采购成本、控制返修成本、缩短返修周期非常有优势。
T2紫铜工艺品热变形脆裂分析
张智强;杨忠
【期刊名称】《理化检验-物理分册》
【年(卷),期】2000(036)005
【摘要】对T2紫铜工艺品热冲压开裂件进行了分析.认为,紫铜中的微量氧在高温下被CO还原,形成晶界裂纹,造成脆裂.
【总页数】2页(P226-227)
【作者】张智强;杨忠
【作者单位】洛阳铜加工集团,洛阳,471029;洛阳铜加工集团,洛阳,471029
【正文语种】中文
【中图分类】O4
【相关文献】
1.T2紫铜微正挤压件表面形貌与微观组织分析 [J], 王传杰;王春举;程利冬;郭斌;单德彬
2.Ti60钛合金/GH3128高温合金电子束焊接头脆裂原因分析 [J], 王廷;张峰;李宁;侯兆滨;张秉刚;冯吉才
3.T2紫铜换热管在特殊环境下的快速腐蚀机理分析 [J], 邓为民;朱明军;赵广宇
4.大坝T2紫铜“止水板”退火热处理失效原因分析 [J], 高俊生;芮鸿
5.Tp2紫铜管弯裂原因分析 [J], 张鸿雁;易文思
因版权原因,仅展示原文概要,查看原文内容请购买。
行星轧制—联拉紫铜管坯的“黑纹”缺陷研究李明茂;杨斌;赵鸿金【摘要】“黑纹”是行星轧制法生产紫铜管时常常出现的一种产品缺陷,对铜管的质量造成严重影响.笔者通过现场跟踪、塑性变形计算、显微组织显现与观察、试验验证等研究手段,对“黑纹”的形貌、特征、分布等方面进行了充分研究,此外分析了其产生的原因,提出措施来有效减少甚至避免“黑纹”的产生.【期刊名称】《有色金属科学与工程》【年(卷),期】2011(002)003【总页数】4页(P36-39)【关键词】行星轧制;黑纹;铜管【作者】李明茂;杨斌;赵鸿金【作者单位】国家铜冶炼及加工工程技术研究中心,江西赣州341000;国家铜冶炼及加工工程技术研究中心,江西赣州341000;国家铜冶炼及加工工程技术研究中心,江西赣州341000【正文语种】中文【中图分类】TG339随着经济的快速发展和人们生活水平的提高,紫铜管以其优良的导电、散热、耐腐蚀性能以及易成型性被大量应用在制冷、信号传输等领域.这些领域对紫铜管的要求很高,尤其是制冷管,不仅要求铜管具有良好的散热和耐腐蚀性能,还必须具有足够的韧性、内外表面质量、尺寸精度等[1-2],紫铜管在生产过程中的质量控制尤为重要.目前生产紫铜管的方法有3种,分别为焊管法、挤压法和行星轧制法,其中焊管法已逐渐被淘汰,仅存在于一些小规模企业或用于特殊用途产品的生产.挤压法和行星轧制法是主流的铜管生产方法,由于挤压法耗能较大,工序较长,生产成本较大,因此目前90%以上的紫铜管是利用行星轧制法生产[3].“黑纹”是行星轧制法生产紫铜管时产生的一种常见产品缺陷,也是困扰我国紫铜管生产企业的普遍产品缺陷.一般在联拉时开始显现,随着生产流程的进行,铜管规格越来越小,“黑纹”逐渐变细、变长、变淡,轻微的“黑纹”在后续工序中逐渐消失,但严重的“黑纹”在后续工序中将演变成裂纹、“锯齿伤”等严重缺陷,尤其是在内螺纹成型工序中更容易发生,从而造成产品报废,给生产的正常运行带来严重影响.因此,认识和控制“黑纹”对于减少紫铜管产品缺陷,提高成品率具有重大意义.行星轧制法生产精密铜管的主体工艺流程为水平连续铸坯→铣面→行星轧制→联拉→盘拉.依不同的轧坯尺寸和联拉装备,联拉可为二联拉或三联拉等.由于行星轧制属于多辊轧制,因此表面无法光滑,轧制后的铜管表面呈现条纹分明的“轧纹”,此时观察不到“黑纹”,也无法直接从静观上判断“黑纹”是否已在行星轧制这一工序产生.当铜管进入拉伸工序时,“黑纹”开始显现,如图1中箭头所指示的为三联拉后,铜盘上较为严重的“黑纹”.对“黑纹”的显微组织等进行多方面研究,得出了以下结论.“黑纹”通常分布在同一螺旋线上,少数分布在三条螺旋线上,对“黑纹”进行仔细观察,发现其实际为“亮带”,其色泽不同于其他部位,比其他部位更为光亮,更容易产生镜面,整条“亮带”是呈螺旋状分布.如图1所示.在此基础进一步用十倍体式显微镜对其进行观察,发现“黑纹”并不是连贯的一整条缺陷,而是由无数个呈螺旋状分布的粗糙点所构成.对这些粗糙点金相显示并进行显微观察,其轴向组织如图2所示.从图2可以看出,所谓的粗糙点实际是一条短线,该条短线上的晶粒与周围的晶粒大小和形貌相差较大,且发生了严重扭曲(见图2(a)),在扭曲度最严重的位置往往出现裂纹(见图2(b)).裂纹四周的晶粒呈以裂纹为中心的发散状,离裂口越近则晶粒扭曲越严重.每一个粗糙点就是每一条扭曲的短线,而“黑纹”也就是由大量扭曲甚至发生裂口的晶粒组成的.对裂口局部进行观察,发现所有的裂纹周围都明显分布有尺寸相差较大的晶粒组织,如图3所示.经过对比,这些粗晶粒的晶粒度与其他无“黑纹”位置的晶粒度相当,而这些细晶粒的晶粒度则小了一个数量级以上.此外,另一个重要特征是,所有晶粒扭曲最大处和裂口处均处于细小晶粒与正常晶粒相连接的位置(见图3(a)、图3(b)),因此可以推断,这两种局部晶粒度相差很大的组织,在塑性变形时,由于金属流动性质不一致,金属为了同步变形,将使材料局部产生附加应力,而这种附加应力造成大量晶粒的扭曲,形成“黑纹”.当这种附加应力过大,达到超过材料本身的抗拉强度时,裂口产生,裂纹源存在铜管当中,严重的将对产品造成明显缺陷的“黑纹”.上述分析表明,大量局部晶粒度相差较大的组织在变形后造成扭曲甚至产生裂纹,从而形成“黑纹”.显然,这种晶粒度相差较大的组织不是在冷拉过程中产生的,其产生源头应在前面工序.联拉的前一道工序即为行星轧制,通过变形程度计算[4-5],可基本判断前续工序混晶组织在铜管上的分布位置.判断方法:量取联拉管“黑纹”与管材轴线的角度,通过变形量反推,计算联拉前管坯(即轧制管)“黑纹”线与管材轴线的角度.步骤如下:如图4所示,设联拉前尚未显现的黑纹线为AC,AB为垂直铜管轴线的外表面圆弧,则两者形成的∠ACB即为“黑纹”所处轧制管位置的螺旋角.设经过联拉后,A、B、C 3 点分别变形至A’B’C’,外径收缩率为ε径,延伸率为λ,则∠A’C’B’为联拉后显现“黑纹”的螺旋角,且有如下对应关系:因此,通过式(3),已知铜管的变形量和外径收缩率,只要测得联拉后“黑纹”的螺旋角,便可计算出对应联拉前铜管(轧制管)上“黑纹”的分布情况.已知,某铜管企业采取行星轧制法生产空调用精密铜管,其连铸铜管坯经过行星轧制后的尺寸为Ф60 mm×2.8 mm,其后经过三联拉后尺寸为Ф30 mm×1.36 mm,则λ=4.11,ε 径=50%,测得三联拉后黑纹的螺旋角约为37°,则通过上计算式可计算得联拉前的螺旋角为80.8°.此时,测得轧制管轧痕的典型螺旋线的平均角度约为80°,如图5所示.因此,可断定“黑纹”在拉伸变形前的分布与轧痕呈同一角度螺旋分布,且极有可能就沿着轧痕分布,造成“黑纹”产生的原因也就在于行星轧制这一工序.通过前面的分析得知,“黑纹”是由局部晶粒度相差较大的组织经过大变形量的冷变形造成的,而这种局部晶粒度相差较大的组织是在行星轧制这一工序形成的.因此,凡是造成局部晶粒度相差较大的组织的原因也就是造成“黑纹”的原因.目前的行星轧制铜管主要为三辊轧制,在轧制过程中,轧辊在自转的过程中同时绕着铜管进行公转,在这种复杂的轧制过程中,铜管坯受到三向压应力进行轴向延伸,同时进行壁厚减薄的过程[6-7].在这种剧烈的变形当中,铜管产生巨大的热量,使主变形区的金属处于热变形状态,金属将发生动态硬化与动态再结晶以及晶粒破碎与晶粒长大的过程,在金属离开变形区,进入出辊整圆区时,由于余热尚存,金属还有可能继续发生晶粒长大的过程.轧制管的组织将在此时形成“黑纹”的缘头——局部晶粒度较大差异这一缺陷也在此时产生.显然,根据三辊行星轧制的变形特点,晶粒尺寸大小主要受变形程度、变形速度和变形温度的影响,由于铜管坯变形量大,变形均匀,同一部位晶粒度差异较大一般不是由变形产生的,而是在热变形过程及变形结束后的再结晶和晶粒长大产生的[8-9].此时,再结晶和晶粒长大主要是靠温度决定,当局部温度不一致,将产生不一致的晶粒度.如果这种温度相差较大,将在局部产生晶粒度相差较大的组织.因此,造成变形区和变形后铜管出辊区铜管温度不一致的因素,就是造成局部产生晶粒度相差较大组织的因素,这些组织同时在铜管发生旋转变形的过程中呈螺旋状分布.同时也是造成“黑纹”产生的原因.轧辊冷却不均、出辊整圆区冷却不均、铜管坯受到不良激冷、变形速度与轧辊冷却强度不匹配等因素,均可造成局部晶粒度差异,都是“黑纹”产生的原因.根据前面的分析,要避免“黑纹”的产生,要在工艺和设备上保证铜管的变形均匀和加工区的温度均匀,并通过工艺措施,保证铜管在各个部位的组织均匀.主要有以下几个方面:(1)应确保变形过程中轧辊的冷却均匀.轧辊是与铜管接触并提供变形力的工具,在变形过程中高速自转和公转,将产生很高的温度,为保持轧辊的强度和刚度,需要给轧辊冷却.轧辊的冷却同时带来变形区的冷却,是调节变形区温度的重要工艺参数,因此,轧辊各区的冷却必须均匀,否则造成局部过冷,带来铜材变形区域的温度不均,造成组织不均.(2)确保铜管坯不受到局部强冷.铜管坯在变形过程中,如果在局部受到水滴、油滴等的强冷,将影响到局部的再结晶与晶粒长大,造成严重的组织不均匀.因此,检查行星轧机的冷却喷头、变形区上部的水路和油路十分必要.应确保行星轧机水路、油路的相对封闭,在变形区和出辊区不可有严重的滴水和滴油,否则将对铜管造成较大影响.(3)适当提高铜材变形区温度、适当降低出辊区的冷却强度.由于晶粒长大的驱动力在于晶界的界面能,晶粒越小,晶界越多,则长大的驱动力越大,因此,即使前面产生了不均匀的组织,只要有足够的再结晶和长大的温度或时间,铜材的组织将趋于均匀,“黑纹”缺陷将大大减少或消失.因此,在保证轧辊安全的前提下,降低轧辊冷却强度将提高变形温度,变形晶粒有足够的长大能量,组织均匀度将大大提高.同理,降低出辊区的冷却强度,使铜材在晶粒长大的温度区间时间延长,晶粒有足够的时间完成再结晶并进行晶粒长大,组织均匀度也将提高.在某精密铜管生产线的行星轧机上采取以上三个措施,严格控制工艺制度,加强生产管理,其结果是“黑纹”的出现率几乎为零,“黑纹”缺陷得以解决,产品的成品率大大提高.“黑纹”是行星轧制法生产紫铜管的一种常见缺陷,对铜管的成品率造成重大影响,通过科学手段找出其产生原因,并通过合理的工艺制度及设备维护,这种缺陷是可控制的.(1)“黑纹”的实质是:一系列螺旋分布的局部晶粒度差异较大的组织经冷变形后造成附加应力,产生晶粒扭曲和微裂纹,大量的扭曲晶粒和微裂纹呈螺旋分布在铜管表面,在宏观上形成肉眼可见的“黑纹”.(2)造成“黑纹”的螺旋分布的局部晶粒度差异较大组织产生的原因是:行星轧制时,变形区和变形后铜管出辊区铜管温度不一致,导致晶粒的再结晶和晶粒长大的条件不一致,从而形成局部晶粒差异较大的组织.(3)在行星轧制过程当中,轧辊的均匀冷却、确保铜管坯不受到局部强冷、降低轧辊冷却强度、降低出辊区的冷却强度等措施可有效减少甚至避免“黑纹”的产生.【相关文献】[1]吕冰,李耀民.铜管材市场分析与预测[J].有色金属加工,2007,36(2):7-10.[2]侯仰东.应用于空调制冷行业的ACR铜盘管[J].电器制造商,2001,(3):58-59.[3]何涛.我国高精度紫铜盘管生产工艺及设备发展现状[J].有色金属加工,2006,35(5):36-40.[4]李耀群,易茵菲.现代铜盘管生产技术[M].北京:冶金工业出版社,2005:6.[5]臧勇,张新其.薄壁铜管游动芯头拉拔过程拉拔力影响因素分析[J].塑性工程学报,2010,17(3):143-147.[6]李立敏,臧勇.铜管行星轧制过程金属流动规律的研究[J].机械设计与制造,2010,(1):115-117.[7]李立敏,臧勇,姚会忠.摩擦状况对铜管行星轧制过程的影响[J].塑性工程学报,2009,16(1):115-119.[8]Ya Li Wang.Microstructure and Properties of T2 Copper Tube Produced by Severe Hot Rolling Materials Science Forum[J].International Journal of Product Development,2010,11:193-198.[9]W-H Shen,Z-G Li,S-H Zhang,et al.NumericalSimulation of Floating-plug Drawing of Copper Tubes with Pores[J].International Journal of Product Development, 2009,(7):301-310.。