西门子数控系统(工程师培训)
- 格式:pdf
- 大小:4.38 MB
- 文档页数:62
西门子840D数控系统调试上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接➢(1) 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z轴对应A2口,2-AXIS)➢(2) 设备总线,直流母线等是否正确可靠连接。
➢(3) 3相电源进线连接是否可靠,U,V,W是否对应。
➢(4) SIMATIC线的连接(IM361接OUT口,NCK接X111口)➢(5) MPI线的连接(两头ON中间OFF)➢(6) MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8) 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF)➢(7) 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电➢(1) 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
➢(2) 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
➢(3) 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:➢(1)将NC启动开关S3→“1”:➢(2)启动NC,如NC已启动,按复位按钮S1:➢(3)待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列)显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。


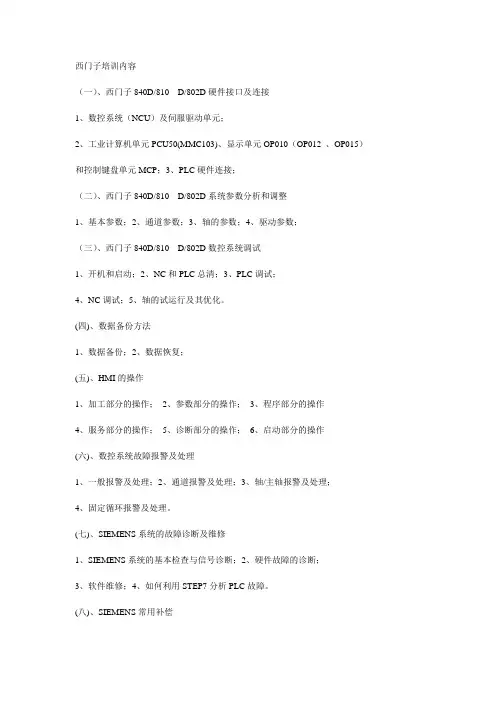
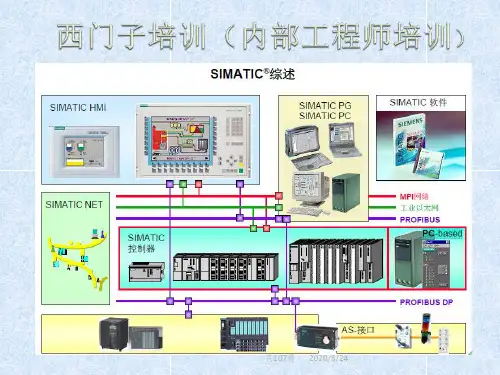
西门子培训内容
(一)、西门子840D/810 D/802D硬件接口及连接
1、数控系统(NCU)及伺服驱动单元;
2、工业计算机单元PCU50(MMC103)、显示单元OP010(OP012 、OP015)和控制键盘单元MCP;
3、PLC硬件连接;
(二)、西门子840D/810 D/802D系统参数分析和调整
1、基本参数;
2、通道参数;
3、轴的参数;
4、驱动参数;
(三)、西门子840D/810 D/802D数控系统调试
1、开机和启动;
2、NC和PLC总清;
3、PLC调试;
4、NC调试;
5、轴的试运行及其优化。
(四)、数据备份方法
1、数据备份;
2、数据恢复;
(五)、HMI的操作
1、加工部分的操作;
2、参数部分的操作;
3、程序部分的操作
4、服务部分的操作;
5、诊断部分的操作;
6、启动部分的操作
(六)、数控系统故障报警及处理
1、一般报警及处理;
2、通道报警及处理;
3、轴/主轴报警及处理;
4、固定循环报警及处理。
(七)、SIEMENS系统的故障诊断及维修
1、SIEMENS系统的基本检查与信号诊断;
2、硬件故障的诊断;
3、软件维修;
4、如何利用STEP7分析PLC故障。
(八)、SIEMENS常用补偿
1、螺距补偿;2 、反向间隙补偿;3 、圆度测试及过象限补偿。
(九)、与数控系统有关的S7-300的简单介绍
1、S7-300硬件的配置; 2 、S7-300程序的编制与调试;
3、S7-300程序的上传与下载;4 、利用STEP7软件在线检测软、硬件故障。

数控系统及编程本章介绍的XHA2120×40型动梁龙门加工中心配置的SINUMERIK840D数控系统的编程基本概念及基本指令。
一、编程基本概念1.坐标轴概述(1)Z坐标轴。
在机床坐标系中,规定传递切削动力的主轴方向为Z坐标轴。
(2)X坐标轴。
X坐标轴是水平的,为工作台(或龙门框)前后移动方向。
(3)Y坐标轴。
Y坐标轴是水平的,为主轴部分左右移动方向。
图1工作台移动式龙门机床图2龙门移动式铣床(4)主轴旋转方向:图3中使用右手螺旋定则判断主轴方向。
(使用附件头时特别注意:判断附件头转向)图3右手螺旋法则2.坐标系概述数控加工需要精确控制机床主轴上刀具运动的位置,因此,各运动部件的运动方向必须在一个坐标系统内进行规定,为了简化编程的方法和保证程序的通用性,对数控机床的坐标和方向的命名制定了统一的标准。
1)机床坐标轴:按照德国标准NIN66217的规定,对于机床应用右手螺旋定则、笛卡尔坐标系。
图3中大拇指的指向为X轴的正向。
食指的指向为Y轴的正向。
中指的指向为Z轴的正向。
X、Y、Z这三个轴为机床的基本直线轴。
图3右手定则围绕X、Y、Z轴旋转的圆周坐标轴分别为A、B、C轴。
根据右手螺旋法则。
图4中大拇指指向为+X、+Y、+Z方向,其余四指的指向为圆周运动的旋转轴A、B、C轴的正方向图4右手螺旋法则如果在基本的直角坐标轴X、Y、Z轴之外,另有分别平行于它们的直线轴,则称为U、V、W附加坐标轴。
2)机床坐标系(MCS):机床坐标系是用来确定工件坐标系的基本坐标系。
机床坐标系的原点也称为机床原点或机床零点。
这个原点的位置在机床出厂前已经由机床制造厂家进行了设定,它是一个固定的点。
为了正确地建立机床坐标系,通常在每个坐标轴的运动范围内设立一个机床参考点。
机床参考点与机床原点的相对位置由机床参数设定。
因此,机床开机后必须先进行回机床参考点的操作。
机床回参考点后,才能;1,建立机床坐标系。
2,螺距补偿数据生效。
S7-1500培训•名称:S7-1500内部工程培训
•所属部门:技术部
•培训人:xxX
•培训时间:2018.X.X
S7-1500控制器
应用复杂度 针对低端离散式自动化系统和单机自动化系统的紧凑型模块化控制器。
SIMATIC S7-1200
SIMATIC S7-300SIMATIC S7-400
针对分布式和过程自动化系统解决方案的模块化控制器。
针对分布式自动化系统解决方案的模块化控制器。
SIMATIC S7-300SIMATIC S7-400SIMATIC S7-1500针对工厂自动化系统的模块化控制器。
针对工厂自动化和过程自动化系统解决方案的模块化控制器V10.5V11V12
优化的SIMATIC S7-1500 CPU和模块
种类丰富,可覆盖几乎所有OEM应用及非冗余项目应用标准型/
故障安全型 CPU 借口模板
ET 200MP 电源模板通信模板信号模板工艺模板
2x IM PN 1x IM DP 2x PM 3x PS 4x CM PtP 2x CM/CP DP
2x CM/CP Ethernet 13xI/Q(35mm)8x I/Q (25 mm)3xTM TM Count TM PosInput2TM Timer DIDO CPU 1511/F -1PN CPU 1513/F -1PN CPU-1515/F -2PN CPU-1516/F -3PN/DP CPU-1518/F -4PN/DP CPU-1517/F -3PN/DP。
公司简介泰之(上海)自动化科技有限公司于2010年成立,位于上海浦东新区,是一家从事工业自动化和数控机床领域的技术主导型公司。
公司汇聚了一批专业从事工业自动化和数控技术的资深工程师,以“专业技术服务客户,实现共赢”为理念,为用户提供关于PLC、CNC、伺服驱动、变频器的硬件维修、技术培训、工程改造以及现场服务。
泰之(上海)自动化科技有限公司提供的硬(软)件维修项目有:西门子SINUMERIK 840D/810D、802Dsl/802D/C/S、810M/T、840C数控系统维修;西门子伺服驱动及变频器SIMODRIVE 611系列、SINAMICS S和G系列、MM4系列以及6ES70系列等;以及SEW、ABB、力士乐INDRAMAT等知名品牌的变频器。
在工业自动化设备方面,公司提供西门子PLC S5/S7系列、各种IO模块、CP通讯处理器、TP/OP/MP系列面板、触摸屏、各类变频器、伺服驱动器的维修服务。
公司配备了先进的测试设备和测试仪器,同时不断组织工程师学习和积累,这确保了公司在硬件维修的成功率上面达到95%以上。
公司拥有一只强有力的教研队伍和先进的实训实验台架,为了发挥公司的技术优势,更好的服务社会,公司常年开办数控机床和数控系统故障诊断和维修维护技术培训课程;西门子全集成自动化系统编程维护和故障诊断综合培训课程,以及HMI/PLC编程调试、变频器、伺服控制、DCS、仪器仪表等10余种针对不同品牌和型号产品的工业自动化及机械设备方面的培训课程。
同时,公司不断努力开发出适合国内企业和学员的工业自动化及机电设备类的技术培训课程。
在特色课程上积累了丰富的实践经验,并得到国内各企业和学员的认可。
同时公司也为企业提供西门子数控、驱动及PLC的备件服务,以及提供数控系统及自动化系统的现场技术服务和技术支持。
公司全体员工将以精湛的技术和细致的态度打造工业控制及数控领域中硬件维修、技术培训、现场服务以及工程改造的专业品牌。