焊丝选用表
- 格式:doc
- 大小:40.50 KB
- 文档页数:1
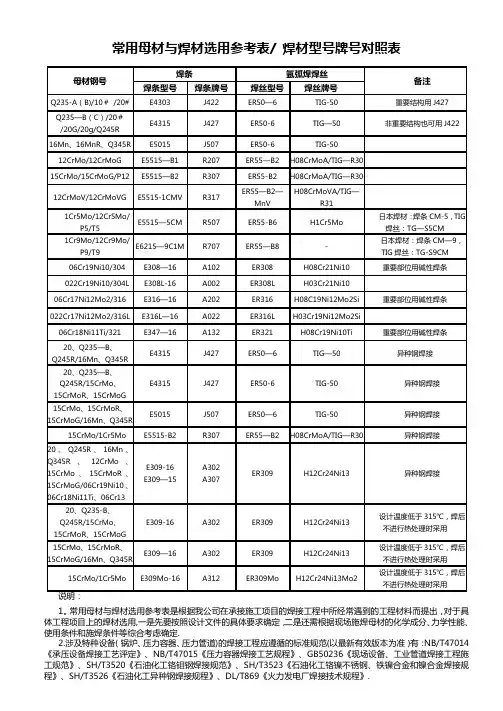
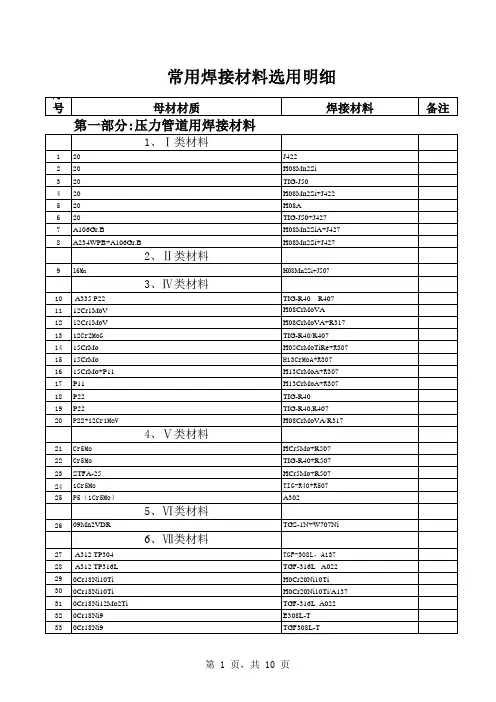
常用母材与焊材选用参考表/ 焊材型号牌号对照表
1。
常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定.
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》.
3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。
山东环海石化工程有限公司技术发展部
2016年3月31日。
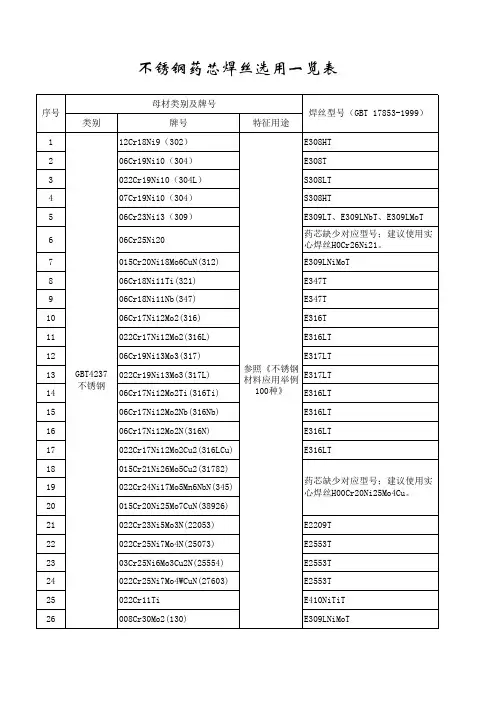
类别牌号特征用途112Cr18Ni9(302)E308HT 206Cr19Ni10(304)E308T 3022Cr19Ni10(304L)S308LT 407Cr19Ni10(304)S308HT506Cr23Ni13(309)E309LT、E309LNbT、E309LMoT 606Cr25Ni20药芯缺少对应型号;建议使用实心焊丝H0Cr26Ni21。
7015Cr20Ni18Mo6CuN(312)E309LNiMoT 806Cr18Ni11Ti(321)E347T 906Cr18Ni11Nb(347)E347T 1006Cr17Ni12Mo2(316)E316T 11022Cr17Ni12Mo2(316L)E316LT 1206Cr19Ni13Mo3(317)E317LT13022Cr19Ni13Mo3(317L)E317LT1406Cr17Ni12Mo2Ti(316Ti)E316LT1506Cr17Ni12Mo2Nb(316Nb)E316LT 1606Cr17Ni12Mo2N(316N)E316LT 17022Cr17Ni12Mo2Cu2(316LCu)E316LT18015Cr21Ni26Mo5Cu2(31782)19022Cr24Ni17Mo5Mn6NbN(345)20015Cr20Ni25Mo7CuN(38926)21022Cr23Ni5Mo3N(22053)E2209T 22022Cr25Ni7Mo4N(25073)E2553T 2303Cr25Ni6Mo3Cu2N(25554)E2553T 24022Cr25Ni7Mo4WCuN(27603)E2553T 25022Cr11Ti E410NiTiT 26008Cr30Mo2(130)E309LNiMoT序号不锈钢药芯焊丝选用一览表母材类别及牌号GBT4237不锈钢药芯缺少对应型号;建议使用实心焊丝H00Cr20Ni25Mo4Cu。
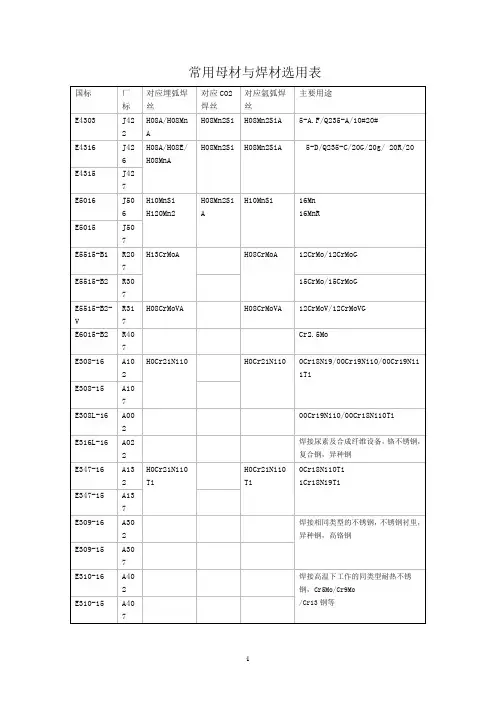
常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
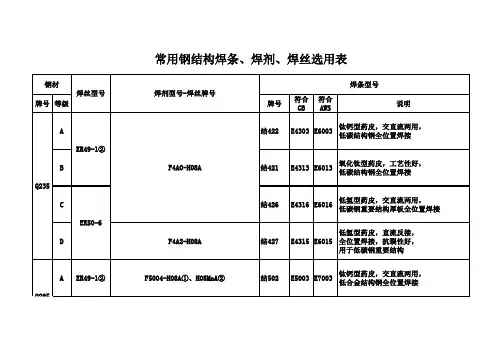
焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下.①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝.对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等.对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1 实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比2 实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类.①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
各种焊接用焊丝的选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表 1。
平焊操作难易横角焊立焊焊缝外观其他表 1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比实芯焊丝CO 焊接,药芯焊丝焊接工艺性能2熔渣型金属粉型22CO 焊接Ar+CO焊接超薄板(δ≤ 2mm)稍差优稍差稍差薄板(δ<6mm)一般优优优中板(δ>6mm)良好良好良好良好厚板(δ> 25mm)良好良好良好良好单层一般良好优良好多层一般良好优良好向下良好优优稍差向下良好良好优稍差平焊一般优优良好横角焊稍差优优良好立焊一般优优一般仰焊稍差良好优稍差电弧稳定性一般优优优熔深优优优优飞溅稍差优优优脱渣性——优稍差咬边优优优优2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。