轴弯曲度测量教案讲课讲稿
- 格式:doc
- 大小:1.17 MB
- 文档页数:7

轴弯曲度测量方法嘿,咱今儿就来聊聊轴弯曲度测量方法这档子事儿。
你说轴弯曲度咋测呀?这就好比咱要知道一根扁担弯没弯,得有办法不是?一般来说呢,有这么几种常见的招儿。
可以用个百分表来量一量,就像医生拿听诊器给病人看病似的。
把百分表固定在一个地方,然后让轴在那儿慢悠悠地转,看看百分表上的指针咋跳动的,这就能知道轴弯曲的大概情况啦。
这办法简单吧?还有一种呢,就像是给轴照镜子,用个专门的测量仪器,对着轴一照,它就能把弯曲度给显示出来。
就好像你站在哈哈镜前面,一下子就能看出自己变胖变瘦、变高变矮了。
再有一种呢,就是通过光线来测。
让光线从轴的一边照过去,然后看在另一边形成的影子。
要是轴是直直的,那影子肯定也是直直的呀;要是轴弯了,那影子不也就跟着弯啦?这就跟咱晚上走在路上,看到路灯下自己的影子一样,要是影子歪歪扭扭的,那肯定是咱走路姿势不对啦!那有人可能要问啦,这些方法准不准呀?嘿,那当然得看你操作得好不好啦!就像你做饭,盐放多放少味道能一样吗?测量的时候可得仔细着点,不能马马虎虎的。
而且测量轴弯曲度可不能瞎糊弄,这就跟给人量身高一样,得量准了才行呀。
要是量错了,那后面的事儿不都得跟着错呀。
比如说要安装这个轴,要是弯曲度没测准,安上去不合适,那不得出大问题呀!咱再想想,要是轴弯曲得厉害,就像一个人走路一瘸一拐的,那能行嘛!机器运转起来也会不顺畅,说不定还会出故障呢。
所以说呀,轴弯曲度测量可太重要啦,可不能小瞧了它。
你说这轴弯曲度测量是不是挺有意思的?虽然看起来是个技术活儿,但咱只要掌握了方法,也能把它干得漂漂亮亮的。
咱可不能让轴就那么弯着不管呀,得想办法把它弄直咯,让它好好工作。
总之呢,轴弯曲度测量方法有多种,咱得根据实际情况选择合适的方法,而且要认真仔细地去做,这样才能保证测量结果准确可靠。
可别不当回事儿哦,不然到时候出了问题,那可就麻烦大啦!。

轴弯曲测量与校正教学目的通过对轴弯曲测量及校直理论学习与实际操作,使学员掌握轴弯曲测量及校直的方法、步骤。
能够进行一般的轴弯曲测量,绘制轴弯曲曲线图,确定轴弯曲的最大弯曲点位置和弯曲值。
并根据轴弯曲的情况选择适当的校直方法进行一般的校直工作。
教学方法通过模拟弯曲轴,理论与实际相结合,讲述轴弯曲测量、校直的方法、过程和操作要点。
教学内容•轴弯曲测量前的检查----对轴进行清扫,外观检查,判断轴的基本情况。
•轴弯曲的测量----正确使用百分表测量、记录转轴各段截面跳动情况,计算绘制截面弯曲向量图,根据各截面弯曲向量图绘制弯曲曲线图,分析确定最大弯曲值及最大弯曲点位置。
直轴前的检查----对轴进行必要的金相检查,以进一步确定轴的整体情况,为直轴做好前期工作。
直轴的方法----机械加压直轴法;捻打直轴法;局部加热直轴法;局部加热加压直轴法;内应力松弛直轴法。
概述转动机械是发电厂设备组成的重要部分,如汽轮机、发电机、电动机、给水泵、循环水泵、凝结水泵、风机以及各类中低压水泵等。
这些设备运行性能的好坏,直接影响机组的经济性和安全性。
这些转动设备在发电厂占据着极其重要的地位。
而对这些转动设备最应引起重视的莫过于转轴,而最易出现问题的也恰恰在转动轴上。
此外,还有一些设备虽然不是转动机械,如阀门、设备的推拉机构等,这些设备中存在轴向承力的阀杆、推拉杆等,这些阀杆、推拉杆出现弯曲的几率也较大,实际检修中出现异常的几率会更高,轴、阀杆、推拉杆弯曲是发电厂设备设备故障较高的部件,转轴、阀杆、推拉杆一般精度较高,价值较大,出现弯曲修复的必要性很高。
在我们现场可进行操作的一般为弯曲情况测量和中小型水泵泵轴、阀杆、推拉杆的校直。
一、轴弯曲测量前的外观检查对拆卸后的泵轴、阀杆、推拉杆等表面进行外观检查时,一般情况下不需要特意加以修整,只需要清除油污,用细砂布打光,对有拉毛或有毛刺的地方用什锦铿修整光滑,使泵轴清洁即可。
检查是否有沟痕,轴颈表面是否有擦伤、碰痕,如果有,则应专门进行修整。
实践教学教案用纸
实践教学教案用纸
教案用纸附页
提要教学内容、方法和过程附记
一、安全教育
1、人身安全教育与实训纪律要求
2、设备、量具的安全、规范使用
二、训练考生操作试卷填写的速度、规范性、准确性
1、信息表格
操作项
目曲轴测量考生姓名
工位号准考证号
曲轴编
号考试时间30分钟
2、设施设备
⑴游标卡尺(0-150mm)、⑵千分尺(0-25mm)、⑶千分尺(25-75mm)、
⑷千分尺(75-100mm)、⑸百分表(1-5mm)、⑹V形铁、⑺电筒、⑻抹布、
⑼标签、⑽记号笔、⑾磁力表座、⑿测量平台。
三、分组操作训练与巡回指导
实践教学教案用纸
教案用纸附页
提要教学内容、方法和过程附
记
一、针对问题,再次讲解工位上的配套标签
二、针对问题,再次讲解量具的清洁与较零
三、针对问题,再次讲解测量部位的清洁、检查
四、针对问题,再次讲解测量方法、动作及正确读取测量值
五、针对问题,再次讲解百分表和磁性表座的组装
六、针对问题,再次讲解读取百分表的测量值并规范记录
七、针对问题,再次讲解测量结果的记录、计算
为计算气缸体的圆柱度误差,请将上表中正确的数值填写到下列公式中,并计算出结果。
(1)气缸圆度误差上部面计算:(—)÷2 =
气缸圆度误差中部面计算:(—)÷2 =
气缸圆度误差下部面计算:(—)÷2 =
(2)气缸圆柱度误差计算:(—)÷2 =
教案用纸附页
实践教学教案用纸
教案用纸附页。
发电厂水泵轴弯曲度的测量泵轴弯曲度的测量一、轴弯曲概述轴的弯曲变形分为两种:即临时性弯曲变形和永久性弯曲变形。
前者是轴受外力(机械力或温差应力)弯曲时,其应力在该材料的弹性极限范围内,当外力除掉后,弯曲变形随之消失,这种变形为弹性变形;后者是轴受外力(机械力或温差应力)弯曲时,所受应力超过该材料的屈服极限,存在残余弯曲变形,这种变形称为塑性变形。
临时性弯曲变形是任何轴都存在的,是设计时充分考虑了的,不会影响轴的使用。
而永久性弯曲变形是影响轴的正常使用的,是不允许存在的。
现在所讨论的轴弯曲的测量就是指对永久性弯曲变形的而言的。
二、轴弯曲产生的原因1、设备运输或停放不当,由于受有机械外力的作用而造成轴的永久性弯曲变形。
2、由于材质不佳或加工不良,使轴内存有残余应力,运行时此种应力消失导致轴的永久性弯曲变形。
3、由于安装、检修质量不好或运行方式不当,造成动静部分在运转中的强烈摩擦或转子振动,均能使轴产生永久性弯曲变形。
汽轮机轴的永久性弯曲变形多属于这种原因。
下面就几种情况来讨论。
(1)运行中强烈振动导致轴弯曲这多是安装检修中对轮找中心不良,转子不平衡(或因叶轮磨损,更换部件等使转子平衡破坏),轴承间隙过大、轴承座或地脚螺栓松动等所造成的。
(2)运行中局部摩擦过热使轴弯曲这多是由于安装检修中动静部分间隙留得过小造成其摩擦力增大,摩擦部分金属受热膨胀,因周围温度较低部分金属的限制而承受压应力所致。
如图a所示,其应力分布情况如图b,当压应力大于该温度下金属的屈服极限(屈服极限随温度升高而降低)时,则产生塑性变形,即受热部分金属受压而缩短;完全冷却后,轴就产生相反方向的永久性弯曲,摩擦伤痕处于轴的凹面侧,此时应力分布如图(c)所示。
根据相同原理可采用局部加热直轴法把轴校直,即在轴弯曲处凸侧局部加热使其产生塑性变形,冷却时则因附加应力而使轴伸直,应力分布如图d所示。
(3)对于汽泵来说,小汽轮机停机、启动操作不当也会造成轴弯曲停机后,汽缸内上部温度高于下部温度,轴的下部比上部冷却快,轴将向上弯曲,随着冷却时间的延长,汽缸内温度逐渐趋于均匀,轴弯曲逐渐减少而接近自然伸直。

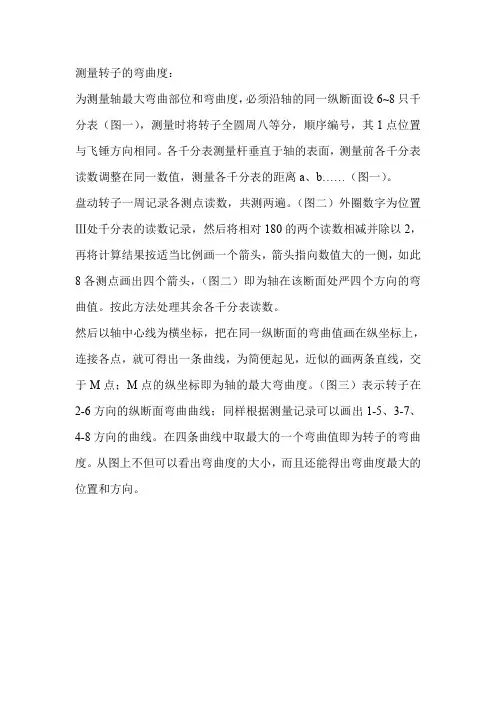
测量转子的弯曲度:
为测量轴最大弯曲部位和弯曲度,必须沿轴的同一纵断面设6~8只千分表(图一),测量时将转子全圆周八等分,顺序编号,其1点位置与飞锤方向相同。
各千分表测量杆垂直于轴的表面,测量前各千分表读数调整在同一数值,测量各千分表的距离a、b……(图一)。
盘动转子一周记录各测点读数,共测两遍。
(图二)外圈数字为位置Ⅲ处千分表的读数记录,然后将相对180的两个读数相减并除以2,再将计算结果按适当比例画一个箭头,箭头指向数值大的一侧,如此8各测点画出四个箭头,(图二)即为轴在该断面处严四个方向的弯曲值。
按此方法处理其余各千分表读数。
然后以轴中心线为横坐标,把在同一纵断面的弯曲值画在纵坐标上,连接各点,就可得出一条曲线,为简便起见,近似的画两条直线,交于M点;M点的纵坐标即为轴的最大弯曲度。
(图三)表示转子在2-6方向的纵断面弯曲曲线;同样根据测量记录可以画出1-5、3-7、4-8方向的曲线。
在四条曲线中取最大的一个弯曲值即为转子的弯曲度。
从图上不但可以看出弯曲度的大小,而且还能得出弯曲度最大的位置和方向。
图三
图二。
曲轴弯曲度的测量
曲轴是发动机中的重要零件,用于将活塞的往复运动转换为旋转运动。
曲轴的弯曲度是指曲轴在运转时发生的弯曲变形程度,这会导致发动机的性能下降,甚至出现故障。
为了测量曲轴的弯曲度,需要使用专门的测量仪器,如曲轴测量仪。
测量时需要将曲轴放置在测量仪器上,并进行旋转,通过测量仪器的显示,可以得到曲轴的弯曲度数值。
曲轴的弯曲度对发动机的性能和寿命有着重要影响,因此在维护和保养发动机时,应定期进行曲轴弯曲度的测量和检查,以确保发动机的正常运行。
曲轴的弯曲度是发动机运行中需要注意的重要问题,测量曲轴弯曲度可以及时发现问题并进行维护,保障发动机的正常运行。
曲轴弯曲度检测
清洁曲轴,重点清洁曲轴的主轴颈位置。
清洁百分表,重点清洁百分表的测量头,清洁磁性表座,清洁V型块。
检查百分表,看百分表大小指针是否能灵活转动,如果指针有卡滞现象那么更换。
检查磁性表座,检查磁性表座各组成零件是否齐全,是否有损坏。
检查两块V型块的V型口的最低点是否对准,高度是否一致。
组装磁性表座。
正确组装好磁性表座。
安装百分表。
组装好百分表和磁性表座,再一次检查各旋钮的旋紧程度,不要有滑动现象,特别是百分表的夹装,再将磁性底座旋钮转至“ON〞档。
把V型块放置到钢板上。
两V型块最低点对准,高度保持一致。
根据曲轴的长度调整两块V型块到适宜的距离,以便放置曲轴。
把曲轴放在V型块上。
水平放置曲轴,不要倾斜,否那么会影响测量结果。
把磁性底座旋钮转至“OFF〞档,移动磁性表座,把组装好的百分表移动至曲轴中间主轴颈的位置,再把磁性底座旋钮转至
“ON〞档进行固定。
调整磁性表座连接件,使百分表测头垂直抵住曲轴中间主轴颈径向的最高点位置,并对百分表预压〔〕,即百分表小指针指向1。
调整好后锁紧百分表的调整螺母。
用大拇指和食指轻轻转动百分表表盘,使大指针完全对准表盘的“0〞刻度线。
双手慢慢转动曲轴一圈,一边转动一边仔细观察百分表大指针的转动情况。
读数,百分表大指针逆时针偏离0刻度线的最大格数与顺时针偏离0刻度线的最大格数之和再乘以所得结果那么为曲轴的圆跳动量,圆跳动量越大,那么曲轴弯曲度越大。
轴弯曲度测量教案轴弯曲度测量教案一、轴弯曲测量工器具准备二、测量步骤1.检查平台及平板是否放置牢固。
2.将平板和V型铁清理干净,将轴打磨光滑,无毛刺。
3.将V型铁支在轴的两端变径处。
4.防止轴窜动用V型铁靠在轴的变径处。
在平板上将轴颈两端支撑在滚柱架或V型铁上,轴的窜动限制在0.10mm以内。
5.将轴的对轮端面八等分(可用纸做好并粘在对轮上,或直接在对轮上标记),并标好序号,序号1点应定在有明显固定记号的位置,如键槽、止头螺钉孔,并把1点放在最上面,画图并标转动方向。
6.将测量段轴分成五个等分,测量点应选在无锈斑、无损伤的轴段上,并做好标记,同时标出V型铁支承点位置(单位:mm)。
7.在各测量点上装一个百分表,百分表测量杆垂直轴线并通过轴心,并指在圆面最高点上,从侧面检查各百分表测量杆应在一条线上,为方便记录,应将百分表面向测量人一侧,要求各磁力表座固定牢固。
8.将各表的大针调到“50”(转动百分表盘),小针调到量程中间,缓缓盘动轴一圈,表针应回到初始点。
9.做记录图,将轴沿序号方向转动,依次记录各百分表在等分点的读数,注意不要倒转(单位:0.01mm)。
10.根据记录图计算每个测段截面的弯曲向量值,取同一断面内相对两点差值的一半即为轴的弯曲值,并制作向位图(单位:0.01mm)。
11.根据各截面弯曲向位图,绘制弯曲曲线图,纵坐标为轴的弯曲值,横坐标为全轴长和各测量截面的距离(按同一比例绘制),根据各交点连线成轴的弯曲曲线图。
12. 根据弯曲曲线图可以看出最大弯曲部位在C表处,转动轴找出最大弯曲值,,用钢板尺测量距离对轮端面距离,用半圆仪测量实际角度,记录测量数据,并制作总结图。
13.答:最大弯曲部位在3点向4点10度处,距离对轮端面280mm 处,最大弯曲值为0.125mm。
三、制图要求1.端面等分图2.测量尺寸图3.实测记录图4.相位图5.弯曲曲线图6.总结图7. 答:最大弯曲部位在3点向4点10度处,距离对轮端面280mm 处,最大弯曲值为0.125mm。
精心整理
泵轴弯曲度测量
1.泵轴检修
高压水泵结构精密,动、静部分之间间隙小,转子的转速高,轴的负荷重,因此对轴的要求严格。
轴的弯曲度一般不允许超过0.05mm,否则应进行直轴工作。
解体后若发2将轴颈3(1(2;并作
(3)将百分表装在测量位置上(最好在每个测段都装一百分表),测量杆要垂直轴线,其中心通过轴心,如下图所示,将表的大针调到“50”处,把小针调到量程中间,然后缓缓将辅转动一圈,表针应回到始点。
轴弯曲测量
精心整理
(4)将轴按同一方向缓慢地转动,依次测出各点读数,并作好记录,下图共有5个测量断面,每个断面测8点。
测量时各断面应测两次,以便校对,每次转动的角度应一致,读数误差应小于0.005mm。
(5)根据记录,算出各断面的弯曲值。
取同一断面内相对两点的差值的一半,绘制相位图,如下图所示。
(6
,。
轴弯曲度测量教案
轴弯曲度测量教案
一、轴弯曲测量工器具准备
二、测量步骤
1.检查平台及平板是否放置牢固。
2.将平板和V型铁清理干净,将轴打磨光滑,无毛刺。
3.将V型铁支在轴的两端变径处。
4.防止轴窜动用V型铁靠在轴的变径处。
在平板上将轴颈两端支撑
在滚柱架或V型铁上,轴的窜动限制在0.10mm以内。
5.将轴的对轮端面八等分(可用纸做好并粘在对轮上,或直接在对
轮上标记),并标好序号,序号1点应定在有明显固定记号的位置,如键槽、止头螺钉孔,并把1点放在最上面,画图并标转动方向。
6.将测量段轴分成五个等分,测量点应选在无锈斑、无损伤的轴段
上,并做好标记,同时标出V型铁支承点位置(单位:mm)。
7.在各测量点上装一个百分表,百分表测量杆垂直轴线并通过轴
心,并指在圆面最高点上,从侧面检查各百分表测量杆应在一条线上,为方便记录,应将百分表面向测量人一侧,要求各磁力表座固定牢固。
8.将各表的大针调到“50”(转动百分表盘),小针调到量程中
间,缓缓盘动轴一圈,表针应回到初始点。
9.做记录图,将轴沿序号方向转动,依次记录各百分表在等分点的
读数,注意不要倒转(单位:0.01mm)。
10.根据记录图计算每个测段截面的弯曲向量值,取同一断面内相
对两点差值的一半即为轴的弯曲值,并制作向位图(单位:
0.01mm)。
11.根据各截面弯曲向位图,绘制弯曲曲线图,纵坐标为轴的弯曲
值,横坐标为全轴长和各测量截面的距离(按同一比例绘制),根据各交点连线成轴的弯曲曲线图。
12. 根据弯曲曲线图可以看出最大弯曲部位在C表处,转动轴找出最大弯曲值,,用钢板尺测量距离对轮端面距离,用半圆仪测量实际角度,记录测量数据,并制作总结图。
13.答:最大弯曲部位在3点向4点10度处,距离对轮端面280mm 处,最大弯曲值为0.125mm。
三、制图要求
1.端面等分图
2.测量尺寸图
3.实测记录图
4.相位图
5.弯曲曲线图
6.总结图
7. 答:最大弯曲部位在3点向4点10度处,距离对轮端面280mm 处,最大弯曲值为0.125mm。
四、弯曲度测量标准
1. 测量弯曲值与实际值误差不大于0.01mm。
2. 轴向位置误差应在5mm以内。
3. 周向误差在22.5度以内。
五、试简述测量轴弯曲的方法。
答案: 沿整个轴长装若干只百分表,各表距离大致相等,各表杆要位于通过轴中心线的同一平面内,表杆接触的轴表面要选择整圆和无损伤处。
检查表的正确性后进行测量。
一般先按联轴器螺栓孔把轴端面等分,并编号作为测量方位,测量出每个方位各表所在断面的晃度,晃度的二分之一就是对应断面处的弯曲度。