激光切割成本
- 格式:xls
- 大小:30.00 KB
- 文档页数:3

光纤激光切割机和二氧化碳激光切割机使用成本对比
1、精度高:适用于精密配件的切割和各种工艺字、画的精细切割。
2、速度快:是线切割的200倍以上。
3、热影响区小,不易变形。
切缝平整、美观,无需后序处理。
4、性价比极高:价格只有同类性能CO2激光切割机的1/3,及同等功效数控冲床的2/5。
5、使用成本很低:仅为同类CO2激光切割机的1/8~1/10,每小时成本仅为30元-40元,CO2激光切割机每小时成本为150~240元。
6、后续维护费用很低:仅为同类CO2激光切割机的1/10~1/15,及同等功效数控冲床的1/3~1/4。
7、性能稳定,保证持续生产。
固体YAG激光器是激光领域最稳定最成熟产品之一。
8、和数控冲床比较,Y AG激光切割机具有以下优点:
(1)能完成各种复杂结构的加工,只要能在电脑上画出任何图像,该机都能完成加工。
(2)不需要开模,只要在电脑上将图作出,产品马上就可以出来,即能快速开发新产品,又能节约成本。
(3)YAG切割机有自动跟踪系统,所以即能完成平面切割,也能完成各种高低不平的曲面切割。
(4)复杂的工艺要求数控冲床难以完成,激光切割都能做到。
(5)表面非常光滑,产品档次很高,数控冲床难以做到。
(6)既能完成各种圆形管材的切割,又能完成各种方形管材的切割,数控冲床难以做到。
(7)成型的箱体(厚0.5米以内)需增加孔槽等处理,数控冲床无法处理,Y AG数控金属激光切割机能解决。

激光切割加工的价格怎么算想用激光切割加工零件,又不知道怎么收费,有没有激光切割加工价格标准啊?特别是对于第一次接触激光切割加工产品的朋友来说,计算其加工费,是一个很头疼的问题,如果厂家直接报价,自己总觉得高,舍不得掏钱,而让自己去计算吧,自己又没有一个衡量的标准,因为不知道到底这个价格是不是真实的价格,只要认激光切割加工的厂家宰割一番了,激光切割加工按小时结算且地区有差异:一般每小时在400-1000不等,地区差异也比较大,合肥,浙江,深圳地区比较便宜;北京,上海,重庆等地相对比较贵点。
这一点和您所在的区域有着明显的区分,因为所在区域的钣金材料等价格不同,其人工成本等都不同,所以报价也会有所差别,但是价格浮动肯定是在这个范围之内,不过超越这个范围。
激光切割加工费用计算倍数关系。
有很多公司在计算费用时候,不一定按激光切割加工计算,而是按切割线长度来报价的,碳钢板一般每米是板厚的1.5倍,也就是说4MM的的碳钢板每米的切割费=4*1.5=6元/米。
市场价上的算法一般为:切割一米的价格=要切割材料的板厚×1.5(不含材料费的价格,客户带料加工)(举个例:比较6毫米的低碳钢板的激光切割一米的价格为:6(板厚)×1.5=9元/米10毫米的低碳钢激光切割一米的价格为:10(板厚)×1.5=15元/米12毫米的低碳钢激光切割一米的价格为:12(板厚)×1.5=18元/米根据这个公式可以得出不同厚度的切割一米的价格)不锈钢每米的价格一般是板厚的2.5倍,铝板每米的价格一般是板厚的4倍。
同时如果板材中间要割孔的,要收穿孔费,穿孔费根据板厚的不同一般在0.4-2元不等。
有些公司还要收空运转,一般总价格乘以1.2倍,有些公司不收空运转,量大的价格可以便宜。
当然具体价格跟加工量的大小、零件的形状(比较全是小孔就不能完全按米数算)、是否含运费、是否是带材料加工等都有很大关系。
所以一般的工厂或加工厂都会有所浮动的,会根据量来自动衡量的。
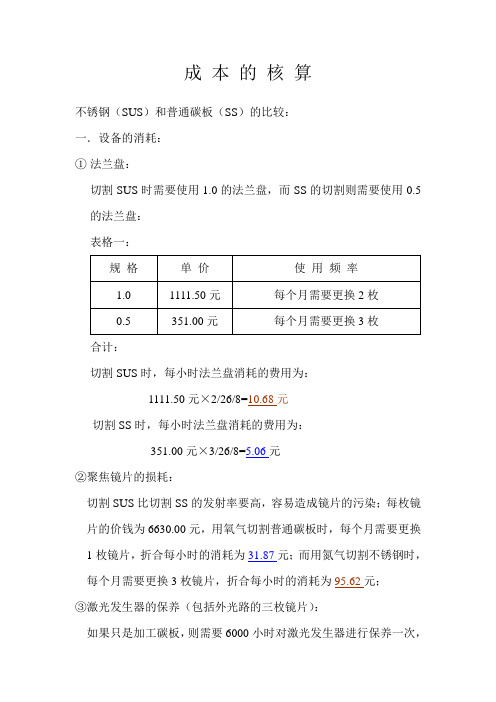
成本的核算
不锈钢(SUS)和普通碳板(SS)的比较:
一.设备的消耗:
①法兰盘:
切割SUS时需要使用1.0的法兰盘,而SS的切割则需要使用0.5的法兰盘:
表格一:
合计:
切割SUS时,每小时法兰盘消耗的费用为:
1111.50元×2/26/8=10.68元
切割SS时,每小时法兰盘消耗的费用为:
351.00元×3/26/8=5.06元
②聚焦镜片的损耗:
切割SUS比切割SS的发射率要高,容易造成镜片的污染;每枚镜片的价钱为6630.00元,用氧气切割普通碳板时,每个月需要更换1枚镜片,折合每小时的消耗为31.87元;而用氮气切割不锈钢时,每个月需要更换3枚镜片,折合每小时的消耗为95.62元;
③激光发生器的保养(包括外光路的三枚镜片):
如果只是加工碳板,则需要6000小时对激光发生器进行保养一次,
每次保养的费用约为10万元,折合每小时的消耗为16.00元;如果是加工不锈钢,因为其反射较为厉害,则需要每3000小时左右对激光发生器进行保养一次,保养的费用也是约为10万元,折合每小时消耗为33.00元。
④激光头的损耗:
切割SUS时,因为加工厚度不同,分别需要用2.0、3.0、3.5的激光头,而SS的切割则需要使用1.2的激光头:
表格二:
切割SUS时,折合每小时的费用为9.00元;切割SS时,折合每小时的费用为6.25元。
合计:不锈钢切割时,每分钟的消耗为2.47元,碳板切割时,每分钟的消耗为1元。
二.速度的比较:
表格三:
不锈钢的价格计算公式如下:
单价=成本/ 速度(m/min)/ 60分钟+ 2.47元纪明涛135********。

激光切割成本计算方法
激光切割成本计算方法
一、激光切割分析
激光切割是指,利用高能量密度的激光束照射到切割材料表面,使其在特定激光功率、瞬态温度和激光照射时间和焦点深度等条件下融化、汽化,而实现切割表面形成所需要的加工形状。
激光切割的工艺适用于各种材料,具有切割质量好、切口小、切削速度快、节约材料、产品可重复精确加工等优点。
二、激光切割成本计算
1、激光切割定额
激光切割定额是指按照工件加工面数、工序时间配备及钢材厚度等因素,经过计算得出的估算标准,用于计算激光切割成本的一个重要标准。
2、激光切割成本
激光切割成本是按照激光切割定额来估算激光切割成本的一种
方法。
它包括工艺费、制造费、投料费、运输费、质量保证费等成本。
根据激光切割定额,可以计算出激光切割成本。
3、激光切割产品成本
激光切割产品成本是指将激光切割成本加上产品材料成本、金属表面加工成本、质量检测成本和产品包装、标识成本等各项成本加以综合后,产品单价总成本的意思。
4、激光切割成本计算公式
激光切割成本=激光切割定额×激光切割单位成本+激光切割产品单价总成本。
三、总结
激光切割成本计算的关键在于正确计算激光切割定额和激光切割单位成本,以及综合考虑激光切割产品单价总成本来正确确定激光切割成本。

毫无疑问激光切割成本要远远大于火焰切割成本。
1。
从设备一次性投入来看。
购买一台火焰切割机,几把枪头,也不二十三万人民币。
而一台激光切割机,如果要切到16毫米的碳钢,价格最便宜也得两百万人民币。
2。
从运行成本来看。
火焰切割的成本主要来自于。
气体,一点机械传动电力费,割嘴等便宜的消耗品。
相对于激光与等离子切割机来讲是相当便宜。
激光切割的运行成本:1)电费。
一台4000W的激光切割机,一小时的电力消耗得40-60度电。
主要是激光器的电力消耗+水冷机的电力消耗+机床的消耗+空气压缩机的电力2)保养的费用。
激光切割机跟火焰切割机不一样,定期需要保养。
一般一年要一到两次,甚至更多。
一次的费用也不少3)气体。
气体分两种,一种是激光气体,一种是辅助气体(辅助气体分氧气和氮气)4)消耗品的费用。
激光切割机的消耗品虽然不是很多,用的周期也相对长。
但是单价相对贵。
如割嘴和镜片,一张镜片得好同千元。
给楼主一个概念,一台4000W的激光切割机,一小时的成本都得一两百元(不包括人工,厂房,机器折旧等费用)3。
激光切割与火焰切割都有各自的特征。
1)火焰切割优点在于成本便宜,可以一台机器安装N多切割头,可以切很厚的材料。
但是切割精度不是很高,因为火焰切割的热变形相当大,还有一点就是火焰切割机不能切不锈钢和铝合金等非铁金属材料。
2)激光切割的优点在于,切割精度高,单个割炬切割速度比火焰要快。
一些火焰和等离子切割机精度无法达到时可选用激光切割机。
但激光切割设备贵,运行成本高,不能切割太厚的钢板,一般25MM以下速度:等离子>激光>火焰>水切割>线切割(不是绝对的。
根据材料厚度不同这个公式有可能会变化。
如在切2毫米以下的钢板时,激光的速度会比等离子快)精度:线切割>水切割>激光>等离子>火焰(也不是绝对的。
还是跟材料的厚度有关。
比如40厚的钢板有激光切就不太好了,用等离子或火焰反而会好一些)成本:激光>水切割>等离子>线切割>火焰(这个更不能绝对。

激光切割收费标准激光切割是一种常见的金属加工方式,它通过高能激光束对金属材料进行切割,具有精度高、效率高、变形小等优点,因此在各种工业领域得到广泛应用。
而对于激光切割服务的收费标准,往往是大家关心的问题。
下面我们将详细介绍一下激光切割的收费标准。
首先,激光切割的收费标准与材料的种类和厚度有关。
一般来说,不同种类的金属材料,其切割难度和成本是不同的。
比如,对于常见的碳钢、不锈钢、铝合金等材料,其切割费用会有所不同;而对于不同厚度的材料,其切割难度也会有所差异,因此收费标准也会相应调整。
其次,激光切割的收费标准还与加工尺寸和加工数量有关。
一般来说,加工尺寸越大、加工数量越多,其切割费用相对会有所优惠。
因为大尺寸、大批量的加工可以提高生产效率,降低单位产品的生产成本,因此在收费上会有一定的优惠政策。
另外,激光切割的收费标准还与加工精度和表面要求有关。
对于一些特殊要求的产品,比如需要高精度的切割、需要进行后续的表面处理等,其切割费用会相对较高。
因为这些要求会增加加工难度和成本,因此在收费上会有所调整。
最后,激光切割的收费标准还与加工厂家的设备和技术水平有关。
一般来说,设备先进、技术精湛的激光切割厂家,其收费标准会相对较高。
因为他们能够提供更高质量的产品和更优质的服务,因此在收费上会有所体现。
综上所述,激光切割的收费标准是一个综合考量各种因素的结果,不同的加工要求会有不同的收费标准。
因此,在选择激光切割服务时,除了关注价格因素外,还需要综合考虑加工材料、加工尺寸、加工数量、加工精度、加工厂家等因素,选择最适合自己需求的激光切割服务商。
希望以上内容能够对大家有所帮助。
各种类型激光切割机的运行成本分析一.以1毫米不锈钢为例计算使用资金及时间成本举例:切割1mm的不锈钢累计50000米的生产费用及约计时间周期(因薄板打孔时间及极短及空程且无法统计,且每个企业生产安排不同,由于属于横向效率及成本比较,所以对统计结果的比较影响不大,上下料时间不计算在内)1光纤2000W50000米÷20米/分钟÷60分钟=41.7小时≈5个工作日41.7小时×(27.8元+70元)≈4078元2二氧化碳3000W50000米÷8米/分钟÷60分钟=104.2小时≈13个工作日104.2小时×(63.5元+70元)≈13911元3二氧化碳2000W50000米÷6.5米/分钟÷60分钟=128.2小时≈16个工作日128.2小时×(50.5元+70元)≈15488元二.以2毫米不锈钢为例计算使用资金及时间成本举例:切割2mm的不锈钢累计50000米的生产费用及约计时间周期(因薄板打孔时间及极短及空程且无法统计,且每个企业生产安排不同,由于属于横向效率及成本比较,所以对统计结果的比较影响不大,上下料时间不计算在内)1光纤2000W50000米÷8.5米/分钟÷60分钟=98小时≈12个工作日98小时×(27.8元+70元)≈9588元2二氧化碳3000W50000米÷4.5米/分钟÷60分钟=185.2小时≈23个工作日185.2小时×(63.5元+70元)≈24724元3二氧化碳2000W50000米÷3米/分钟÷60分钟=277.8小时≈34.7个工作日277.8小时×(50.5元+70元)≈33475元三.运行成本分析表四.运行效率(以1~4mm厚度为例)。
很多客户通过我们的网站来电话咨询便携式水切割机,那么今天小编就来讲解下便携式水切割机。
戳我试试激光切割和水切割都是高精度的切割方法,很多客户彼得也轮流使用这两种切割方法,特别是在金属相关行业,激光切割速度快,水刀切割厚度有其自身的优缺点,客户都比较关注。
关于切割的成本?厚度为1cm的激光切割金属板市场价格为15元/米,随地区波动。
水刀切割1厘米厚金属板的单价约为15元/米,市场价格切割成本非常接近,如果有人加工,金属和非高厚度产品选择激光切割效果更好,材料厚,或非金属,水刀是唯一的选择。
如果加工、激光切割和水切割成本比较?激光切割实际上会磨损激光并消耗大量的电能,而水刀也会消耗水砂和砂管的磨损,两者相比激光切割更节省,但考虑到设备的成本,价格相差很大,与激光切割的尺寸价格是2-5。
时代水刀,如不必要的激光切割,所以选择使用水刀切割是非常节省的。
激光切割和水切割是高端切割方法,市场成本要接近,根据实际切割厚度、材料和加工时间选择较多。
水刀切割玻璃制品时,一些设备切割后会出现玻璃边缘破碎不平。
其实,设置好的水刀就是存在这样的问题,如果出现问题,应尽早对水刀的以下方面进行故障排除。
1。
水刀高压水刀切割压力越大切割效率越高,但冲击力也会越强,尤其对于玻璃切割,水回流冲击会使玻璃振动,容易造成边缘不平整。
适当调整水刀的压力,使水射流可以切割玻璃。
2、砂管,喷嘴直径过大砂管和宝石喷嘴磨损后要及时更换,因为砂管、喷嘴都是易损件,消耗到一定的水柱不能集中,会在玻璃附近形成冲击,最终导致玻璃边缘碎裂。
3、选用优质砂在水刀切割中,水刀砂的质量与切割效果会成正比,优质水刀砂的质量较高,粒径平均且相对较小,而劣质水刀砂往往掺有不同粒径、劣质砂,一旦使用,切割力就会下降。
水刀的E 不再平均,刃口不再平整。
4。
切割高度问题水切割使用水压,切割出口压力最大,然后急剧降低,而玻璃往往有一定的厚度,如果玻璃与刀头之间有一定的距离,就会影响水刀的切割效果。
激光切割机的运行成本,你知道吗
激光切割机成本主要包括电力消耗、辅助气体费用以及易损件。
以500W光纤激光切割机为例:
1、电力消耗:500W光纤激光切割机的每小时耗电量为6度,电费成本大约6元/小时(以1元/度计算)。
2、辅助气体消耗:
氧气:15元/瓶,大约用1小时,小时单价15元
氮气:320元/罐,大约用12~16小时,小时单价20元。
备注:文中氧气指代瓶装的;氮气用灌装的比瓶装的节省成本,还省去操作工换气的时间和瓶装余气过多产生的浪费。
另外不同地区的气体价格会有所差别。
3、其它易损件消耗:
保护镜片:正常使用300小时以上,售价150元/片,约1-2元每小时
(工作环境好的话,使用时间会更长)
铜嘴:正常使用300小时以上,售价50元/片,约0.18元每小时
陶瓷环:正常使用7200小时以上,售价400元/片,约0.11元每小时。
由于不一样的板材,其激光下料加工的价格也会不一样,如,相同厚度的铜铝加工就比不锈钢的加工贵1倍有多,当然,即便是同种材料,加工厚度不一样其价格也会不一样,所以,具体的价格还要取决于加工难度与工时。
但根据目前市场收费情况来看,其计算方式一般为以下两种:
1、激光切割加工费按计算倍数关系
许多公司在计算费用时候,是按切割线长度来报价的,即切割1米的价格=要切割材料的板厚×1.5(不含材料费的价格,客户带料加工)
举个例子:
6毫米的低碳钢板的激光切割1米的价格为:6(板厚)×1.5=9 元/米;
8毫米的低碳钢激光切割1米的价格为:8(板厚)×1.5=12元/米;
10毫米的低碳钢激光切割1米的价格为:10(板厚)×1.5=15元/米;
根据这个公式可以看出不同厚度的板材切割每米的价格。
而不锈钢的价格与普通的不同,不锈钢每米的价格一般是板厚的2.5倍,铝板每米的价格一般是板厚的4倍。
同时如果板材中间要割孔的,要收穿孔费,穿
孔费根据板厚的不同一般在0.4-2元不等。
当然具体价格跟加工量的大小、零件的形状(比较全是小孔就不能完全按米数算)、是否含运费、是否是带材料加工等都有很大关系。
2、激光切割加工按小时结算且地区有差异。
一般每小时在400-1000不等,地区差异也比较大,郑州、浙江地区比较便宜,北京,上海,重庆等地相对比较贵点,这一点和您所在的区域有着明显的区分,因为所在区域的钣金材料等价格不同,其人工成本等都不同,所以报价也会有所差别,但是价格浮动肯定是在这个范围之内,不过超越这个范围。
以上就是有关激光下料加工计算方式的一些简单介绍,希望对大家在计算激光下料加工价格时有所了解。