阳极氧化检验批质量验收记录
- 格式:docx
- 大小:15.43 KB
- 文档页数:2

臭氧系统设备检验批质量验收记录一、项目背景二、检验对象本次检验的臭氧系统设备包括臭氧发生器、臭氧发生器控制系统、臭氧传感器等。
三、检验内容1.外观检查:对每台设备进行外观检查,检查设备是否有缺陷、变形、划痕等;2.电气性能检查:检查设备的电气连接是否牢固,是否存在短路、断路等问题;3.功能性能检查:对设备的臭氧发生、传感、控制等功能进行检查,确保设备正常工作;4.安全性能检查:检查设备的保护装置是否完好,是否存在漏电等安全隐患;5.现场操作检查:对设备进行现场操作,检查设备的操作是否方便、灵活,并记录操作过程中的问题和建议;6.性能指标检查:对设备的臭氧浓度、流量、温度等性能指标进行检查,确保符合设计要求。
四、检验过程1.外观检查:经过仔细检查,未发现设备存在的外观缺陷、变形、划痕等问题。
2.电气性能检查:检查了设备的电气连接情况,未发现短路、断路等问题。
3.功能性能检查:对设备的臭氧发生、传感、控制等功能进行了测试,设备均正常工作。
4.安全性能检查:检查了设备的保护装置,未发现安全隐患。
5.现场操作检查:对设备进行了现场操作,发现设备的操作非常方便、灵活,没有出现操作困难的情况。
根据操作人员提供的反馈意见,提出了设备操作更加智能化的建议。
6.性能指标检查:对设备的臭氧浓度、流量、温度等指标进行了检查,在设计要求范围之内。
五、工作总结本次臭氧系统设备的质量验收检验工作,通过对设备的外观、电气性能、功能性能、安全性能、现场操作、性能指标等方面进行全面检查,发现设备的质量达到预期要求,没有出现严重问题。
在现场操作检查中,通过与操作人员的沟通,了解到设备操作智能化程度不足的问题,提出了进一步优化设备的建议。
六、改进措施根据本次质量验收检验的结果和现场操作人员的反馈意见,建议对臭氧系统设备进行进一步的智能化优化改进,以提高设备的操作方便性和效率。
具体建议如下:1.增加人机界面,采用触摸屏等现代化控制方式,简化设备操作流程,提高操作简便性;2.提升设备的远程控制能力,增加手机APP等方式,方便用户随时随地监控和控制设备;3.优化设备的自动调节功能,通过传感器自动控制设备参数,减少人工干预,提高运行稳定性和能效。


阳极氧化检测报告一、引言阳极氧化是一种常见的金属表面处理技术,通过对金属进行电化学腐蚀来形成一层氧化层,从而提高金属的耐腐蚀性、硬度和装饰性。
在不同的应用领域中,阳极氧化的质量检测和评估显得尤为重要。
本报告旨在对阳极氧化的质量进行检测,并提供评估报告,以便有效的监控和改进阳极氧化工艺。
二、试验目的本次试验的目的是对经过阳极氧化处理的金属样品进行质量检测,验证阳极氧化工艺是否符合要求,并评估其质量特性。
三、试验方法1. 样品选择:在试验中选择了经过阳极氧化处理的铝合金样品。
2. 表面硬度测试:采用硬度计在样品表面随机选择5个点进行测试,记录其硬度值。
3. 腐蚀性测试:将阳极氧化后的样品浸泡在腐蚀液中,观察其表面是否出现腐蚀现象,并记录时间。
4. 厚度测量:采用显微镜对样品的氧化层厚度进行测量,选择样品表面随机的5个点,取平均值作为厚度。
5. 表面质量检测:使用裸眼检查样品表面是否存在脱落、气孔或其他缺陷,并记录结果。
四、试验结果1. 表面硬度测试:样品A的平均硬度为150HV,样品B的平均硬度为160HV,样品C的平均硬度为155HV,符合硬度要求。
2. 腐蚀性测试:样品A在腐蚀液中浸泡15分钟后未出现腐蚀现象,样品B在腐蚀液中浸泡20分钟后出现少量腐蚀,样品C在腐蚀液中浸泡10分钟后未出现腐蚀现象,符合腐蚀性要求。
3. 厚度测量:样品A的氧化层厚度为12μm,样品B的氧化层厚度为10μm,样品C的氧化层厚度为12.5μm,符合厚度要求。
4. 表面质量检测:在裸眼检查中,未发现样品表面有脱落、气孔或其他缺陷。
五、结果分析根据试验结果,经过阳极氧化处理的样品表面硬度、腐蚀性、厚度和表面质量均符合要求,说明阳极氧化工艺在当前条件下可稳定实现。
六、评估报告根据试验结果,阳极氧化工艺在样品表面硬度、腐蚀性、厚度和表面质量方面均符合要求。
然而,可以进一步改进的地方是在腐蚀性方面,样品B出现了少量的腐蚀现象,可能是由于工艺参数的调整或腐蚀液配方的优化可以减少腐蚀现象的发生。

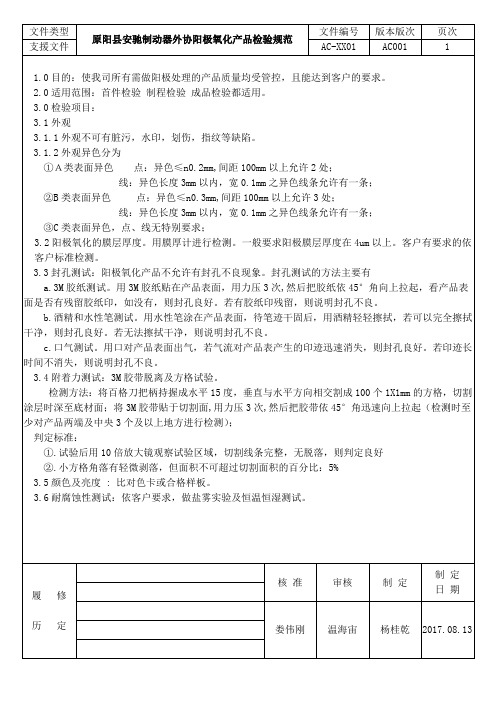
1 目的和适用范围1.1确立阳极氧化型材成品的检验对象、抽样的数量、检验频次、检验方法、检验计量器具和判定原则。
1.2适用于质检员对阳极氧化型材成品的检验。
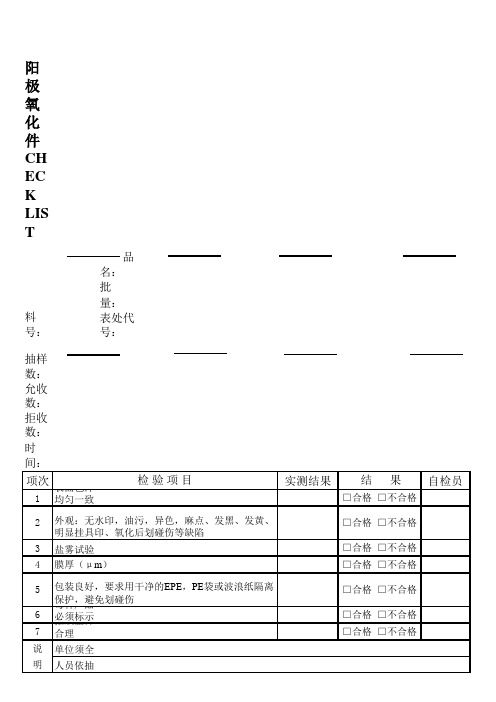
2 职责:归口责任部门:质检部3检验规程3.1检验对象:对入仓前阳极氧化型材成品化学成份、力学性能、尺寸偏差、膜厚、封孔、色泽、外观质量及包装质量进行检验。
3.2检验计量器具:分光光度计、分析天平、架盘药物天平、卡尺、千分尺、卷尺、万能角度尺、塞尺、硬度钳、拉力试验机,水浴锅、恒温干燥箱、涡流测膜仪。
3.3产品的化学成份、力学性能化学成分的仲裁分析按GB/T6987规定的方法进行;型材基材的室温拉伸试验按GB/T 228.1的规定执行。
硬度试验按GB/T 4340和YS/T 420的规定执行;阳极氧化型材化学成份、力学性能应符合GB/T5237.1-2017的规定。
3.3.1判定原则3.3.1.1化学成份不合格时该批判不合格.3.3.1.2当力学性能试验有任一试样不合格时,应从该批型材重取4个试样进行重复试验,其中每个不合格试样代表的型材本身必须切取一个试样。
经重复试验后仍有试样不合格,该批判为不合格。
3.4尺寸偏差3.4.1检验方法及频次:每批每种规格按1%抽查,不少于10根。
3.4.2检测仪器: 卡尺、千分尺、卷尺、万能角度尺、塞尺3.4.3检验方法与判定原则:型材尺寸测量时,采用相应精度的卡尺、千分尺、卷尺、万能角度尺、塞尺等工具测量;依照订单质量要求级别,按《内控标准》和图纸要求测定判定,若不合格为单件不合格,逐支检验,合格包装。
3.4膜厚质量3.4.1抽样的数量及方法: 每批每种规格按5%抽查。
3.4.2 检测仪器: 涡流测膜仪。
3.4.3检测方法: 从左至右在型材上测出五点,取其平均值为平均膜厚。
不要在产品的边缘、空洞、拐角弯曲处测量。
测膜仪在使用过程至少每四个小时校准一次,以确保仪器正常工作。
3.4.4判定原则: 依照订单质量要求级别,按(GB/T4957)标准要求判定,若8-10支中有2-3支不符,要判该批料不合格,进行返工处理。
铝合金建筑型材阳极氧化膜厚度检测能力验证试验原始
记录单
试验目的:
验证实验室对铝合金建筑型材阳极氧化膜厚度的检测能力。
试验日期:
试验时间:
试验委托单位:
试验人员:
记录人:
审核人:
试样信息:
试样编号:
试样形状:
试样材质:
表面处理方式:
试验过程:
1.根据试样编号,准备相应的试样,并进行表面处理。
2.使用阳极氧化膜厚度检测仪器进行测量。
3.随机选择三个位置进行测量,并记录每个位置的测量结果。
4.确保测量过程中设备的稳定性和准确性。
5.将测量的结果记录在下方的表格中,并计算平均值。
测量结果:
试样编号位置1位置2位置3平均值
试验结果评定:
根据试验结果,可以评定实验室对铝合金建筑型材阳极氧化膜厚度的检测能力是否符合要求。
结论:
根据试验结果评定,得出结论。
备注:
填写试验过程中的任何异常情况或注意事项。