SGT钢结构工程焊缝外观质量检查记录
- 格式:docx
- 大小:10.54 KB
- 文档页数:4
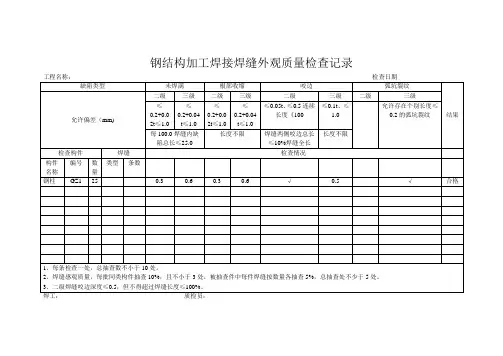
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
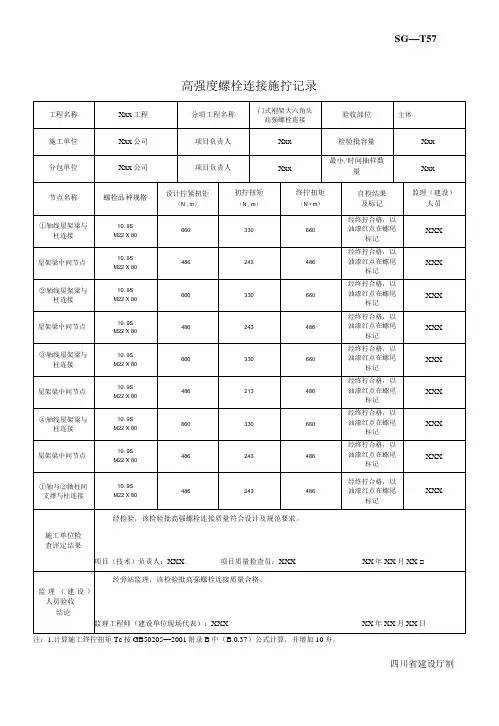
高强度螺栓连接施拧记录注:1.计算施工终拧扭矩Tc按GB50205—2001附录B中(B.0.37)公式计算,并增加10舟。
2.当天安装的高强螺栓应在当天终拧完毕,检验应在终拧完毕1h后、48 h内完成。
SG—T57填写说明一、本记录为钢结构高强螺栓连接分项工程检验批质量验收记录的支撑表。
二、施拧和检验所用的扭矩扳手应经计量检定合格,其精度误差应不大于3%。
三、计算扭矩时,扭矩系数(k)应为现场见证取样检验结果值。
四、高强螺栓连接副的储运、保管、安装应符合《钢结构高强螺栓连接的设计、施工及验收规范》的要求。
五、初拧扭矩为终拧扭矩的50虬六、本记录一式两份,施工单位、建设单位各存一份。
SG—T58钢结构主体工程检查记录o对所检查的立面中,除两列角柱外,尚应至少选取一列中间柱。
采用经纬仪注:1.检查时,对主要立面应全部检查全站仪检测。
2.所检测的数据均应在允许偏差范围内,方为合格。
SG—T58填写说明一、本记录适用于单层、多层及高层钢结构的安装工程。
它是单层、多层及钢结构安装分项工程检验批质量验收记录的支撑表。
二、单层钢主体结构安装的整体垂直度和平面弯曲的允许偏差按规范中表10. 3. 4的规定选取。
三、此两项检查项目均匀应在结构形成空间刚度单元,且连接固定后进行检测四、检验用的经纬仪、全站仪应经计量检定合格。
五、本录一式两份,施工单位、建设单位各存一份。
SG—T59钢结构焊缝外观质量检查记录注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
SG—T59填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.O. 1、表A.0.2、表A. 0.3等规定进行控制。
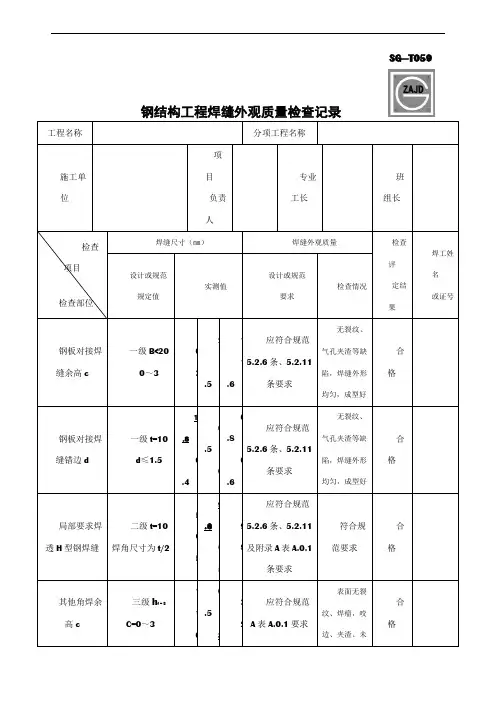
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
12345678910A B C D E F G H I J a b c d e f g h i j 12345678910hf≤6:0~1.5, hf>6:0~3.0hf≤6:0~1.5, hf>6:0~3.0B<20:0~3.0 B≥20:0~4.0d<0.15t, 且≤2.0零部件
编号数量经检查上述构件焊接焊缝符合《钢结构工程施工质量验收规范》GB50205-2001规定。
实测偏差值实测偏差值 日期: 年 月 日检查结果
1、本表依据现行国家标准《钢结构工程施工质量验收规范》GB50205-2001编制检查人:
实测偏差值允许偏差
附 图技术负责人
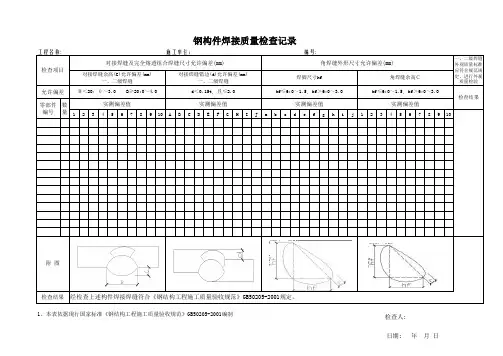
实测偏差值对接焊缝余高(C)允许偏差(mm)
一、二级焊缝
对接焊缝错边(d)允许偏差(mm)一、二级焊缝焊脚尺寸hf 角焊缝余高C钢构件焊接质量检查记录
工程名称: 施工单位: 编号:
检查项目对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
角焊缝外形尺寸允许偏差(mm)
一、二级焊缝外观质量标准应符合规范规定、进行外观质量检验
检查结果。
SGT钢结构工程焊缝外观质量检查记录焊缝外观质量检查是钢结构工程中非常重要的一环,它直接关系到焊接质量的好坏。
下面给出一个1200字以上的SGT钢结构工程焊缝外观质量检查记录作为参考:一、项目概述本次质量检查针对SGT钢结构工程的焊缝外观质量进行,以下是检查内容和检验标准。
二、检查内容本次检查主要从以下方面对焊缝外观质量进行检查:1.焊缝形状和尺寸;2.焊缝表面的缺陷,如气孔、裂纹、夹渣、夹杂物等;3.焊缝的颜色和亮度;4.焊缝的连接牢固性。
三、检验标准1.焊缝形状和尺寸应符合设计要求,并且焊缝厚度应均匀一致。
2.焊缝表面不得有气孔、裂纹、夹渣、夹杂物等缺陷,并且焊缝两侧应平整。
3.焊缝的颜色应均匀一致,不得有明显的色差,并且焊缝表面的亮度应符合要求。
4.焊缝连接牢固,不得有松动、脱落等现象。
四、检查记录日期:XX年XX月XX日地点:XXX检查单位:XXX被检单位:XXX检查人员:XXX检查内容及结果:1.焊缝形状和尺寸:对焊接连接处的焊缝进行测量,尺寸符合设计要求,形状均匀一致。
2.焊缝表面缺陷:对焊缝表面进行仔细观察,未发现任何气孔、裂纹、夹渣、夹杂物等缺陷。
3.焊缝的颜色和亮度:焊缝的颜色均匀一致,亮度符合要求,无明显的色差。
4.焊缝的连接牢固性:对焊接连接处进行检查,焊缝连接牢固,未发现松动、脱落等现象。
五、检查结论本次SGT钢结构工程焊缝外观质量检查结果良好,焊缝形状和尺寸符合设计要求,表面无缺陷,颜色亮度均匀一致,连接牢固。
六、存在问题及改进措施1.检查过程中未发现任何问题,说明被检单位在焊接过程中严格按照相关要求进行操作,但仍需继续保持注意,确保焊缝外观质量。
2.进一步加强对焊接人员的培训和管理,提高他们的操作技能和质量意识,减少焊接缺陷的发生。
七、检查人员签名:检查人员:签名XXX以上是针对SGT钢结构工程焊缝外观质量检查的一个1200字以上的检查记录,此记录可根据具体项目的需求进行调整和完善。
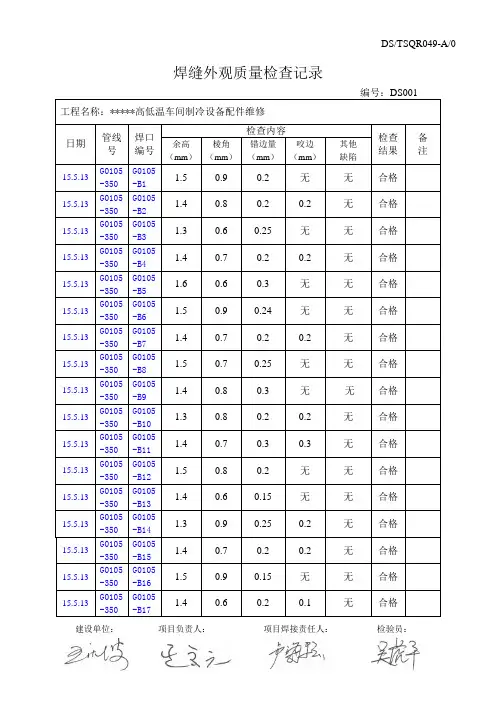
编号:DS001 工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.13 G0105-350G0105-B11.5 0.9 0.2 无无合格15.5.13 G0105-350G0105-B21.4 0.8 0.2 0.2 无合格15.5.13 G0105-350G0105-B31.3 0.6 0.25 无无合格15.5.13 G0105-350G0105-B41.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B51.6 0.6 0.3 无无合格15.5.13 G0105-350G0105-B61.5 0.9 0.24 无无合格15.5.13 G0105-350G0105-B71.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B81.5 0.7 0.25 无无合格15.5.13 G0105-350G0105-B91.4 0.8 0.3 无无合格15.5.13 G0105-350G0105-B101.3 0.8 0.2 0.2 无合格15.5.13 G0105-350G0105-B111.4 0.7 0.3 0.3 无合格15.5.13 G0105-350G0105-B121.5 0.8 0.2 无无合格15.5.13 G0105-350G0105-B131.4 0.6 0.15 无无合格15.5.13 G0105-350G0105-B141.3 0.9 0.25 0.2 无合格15.5.13 G0105-350G0105-B151.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B161.5 0.9 0.15 无无合格15.5.13 G0105-350G0105-B171.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS002工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.13 G0105-350G0105-B181.5 0.9 0.2 无无合格15.5.13 G0105-350G0105-B191.4 0.8 0.2 0.2 无合格15.5.13 G0105-350G0105-B201.3 0.6 0.25 无无合格15.5.13 G0105-350G0105-B211.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B221.6 0.6 0.3 无无合格15.5.13 G0105-350G0105-B231.5 0.9 0.24 无无合格15.5.13 G0105-350G0105-B241.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B251.5 0.7 0.25 无无合格15.5.13 G0105-350G0105-B261.4 0.8 0.3 无无合格15.5.13 G0105-350G0105-B271.3 0.8 0.2 0.2 无合格15.5.13 G0105-350G0105-B281.4 0.7 0.3 0.3 无合格15.5.13 G0105-350G0105-B291.5 0.8 0.2 无无合格15.5.13 G0105-350G0105-B301.4 0.6 0.15 无无合格15.5.13 G0105-350G0105-B311.3 0.9 0.25 0.2 无合格15.5.13 G0105-350G0105-B321.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B331.5 0.9 0.15 无无合格15.5.13 G0105-350G0105-B341.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS003工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.13 G0105-350G0105-B351.5 0.9 0.2 无无合格15.5.13 G0105-350G0105-B361.4 0.8 0.2 0.2 无合格15.5.13 G0105-350G0105-B371.3 0.6 0.25 无无合格15.5.13 G0105-350G0105-B381.4 0.7 0.2 0.2 无合格15.5.13 G0105-350G0105-B391.6 0.6 0.3 无无合格15.5.13 G0105-350G0105-B401.5 0.9 0.24 无无合格15.5.14 L0102-150L0102-A11.4 0.7 0.2 0.2 无合格15.5.14 L0102-150L0102-A21.5 0.7 0.25 无无合格15.5.14 L0102-150L0102-A31.4 0.8 0.3 无无合格15.5.14 L0102-150L0102-A41.3 0.8 0.2 0.2 无合格15.5.14 L0102-150L0102-A51.4 0.7 0.3 0.3 无合格15.5.14 L0103-150L0103-A11.5 0.8 0.2 无无合格15.5.14 L0103-150L0103-A21.4 0.6 0.15 无无合格15.5.14L0103-150L0103-A31.3 0.9 0.25 0.2 无合格15.5.14L0103-150L0103-A41.4 0.7 0.2 0.2 无合格15.5.14G0104-200G0104-A11.5 0.9 0.15 无无合格15.5.14G0104-200G0104-A21.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS004工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.14 G0104-200G0104-A31.5 0.9 0.2 无无合格15.5.14 G0104-200G0104-A41.4 0.8 0.2 0.2 无合格15.5.14 G0104-200G0104-A51.3 0.6 0.25 无无合格15.5.14 G0103-200G0103-A11.4 0.7 0.2 0.2 无合格15.5.14 G0103-200G0103-A21.6 0.6 0.3 无无合格15.5.14 G0103-200G0103-A31.5 0.9 0.24 无无合格15.5.14 G0103-200G0103-A41.4 0.7 0.2 0.2 无合格15.5.14 G0103-200G0103-A51.5 0.7 0.25 无无合格15.5.14 G0106-200G0106-A11.4 0.8 0.3 无无合格15.5.14 G0106-200G0106-A21.3 0.8 0.2 0.2 无合格15.5.14 G0106-200G0106-A31.4 0.7 0.3 0.3 无合格15.5.14 G0106-200G0106-A41.5 0.8 0.2 无无合格15.5.14 G0106-200G0106-A51.4 0.6 0.15 无无合格15.5.16G0107-200G0107-A11.3 0.9 0.25 0.2 无合格15.5.16G0107-200G0107-A21.4 0.7 0.2 0.2 无合格15.5.16G0107-200G0107-A31.5 0.9 0.15 无无合格15.5.16G0107-200G0107-A41.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS005工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.16 G0107-200G0107-A51.5 0.9 0.2 无无合格15.5.16 G0108-200G0108-A11.4 0.8 0.2 0.2 无合格15.5.16 G0108-200G0108-A21.3 0.6 0.25 无无合格15.5.16 G0108-200G0108-A31.4 0.7 0.2 0.2 无合格15.5.16 G0108-200G0108-A41.6 0.6 0.3 无无合格15.5.16 G0108-200G0108-A51.5 0.9 0.24 无无合格15.5.16 G0110-200G0110-A11.4 0.7 0.2 0.2 无合格15.5.16 G0110-200G0110-A21.5 0.7 0.25 无无合格15.5.16 G0110-200G0110-A31.4 0.8 0.3 无无合格15.5.16 G0110-200G0110-A41.3 0.8 0.2 0.2 无合格15.5.16 G0110-200G0110-A51.4 0.7 0.3 0.3 无合格15.5.16 L0101-200L0101-A11.5 0.8 0.2 无无合格15.5.16 L0101-200L0101-A21.4 0.6 0.15 无无合格15.5.16L0101-200L0101-A31.3 0.9 0.25 0.2 无合格15.5.16L0101-200L0101-A41.4 0.7 0.2 0.2 无合格15.5.16L0101-200L0101-A51.5 0.9 0.15 无无合格15.5.17L0101-200L0101-A61.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS006工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.17 L0101-200L0101-A71.5 0.9 0.2 无无合格15.5.17 L0101-200L0101-A81.4 0.8 0.2 0.2 无合格15.5.17 L0101-200L0101-A91.3 0.6 0.25 无无合格15.5.17 L0101-200L0101-A101.4 0.7 0.2 0.2 无合格15.5.17 G0102-200G0102-A11.6 0.6 0.3 无无合格15.5.17 G0102-200G0102-A21.5 0.9 0.24 无无合格15.5.17 G0102-200G0102-A31.4 0.7 0.2 0.2 无合格15.5.17 G0102-200G0102-A41.5 0.7 0.25 无无合格15.5.17 G0102-200G0102-A51.4 0.8 0.3 无无合格15.5.17 G0104-200G0104-B11.3 0.8 0.2 0.2 无合格15.5.17 G0104-200G0104-B21.4 0.7 0.3 0.3 无合格15.5.17 G0104-200G0104-B31.5 0.8 0.2 无无合格15.5.17 G0104-200G0104-B41.4 0.6 0.15 无无合格15.5.17G0104-200G0104-B51.3 0.9 0.25 0.2 无合格15.5.17G0104-200G0104-B61.4 0.7 0.2 0.2 无合格15.5.17G0104-200G0104-B71.5 0.9 0.15 无无合格15.5.17G0104-200G0104-B81.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS007工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.17 G0104-200G0104-B91.5 0.9 0.2 无无合格15.5.17 G0104-200G0104-B101.4 0.8 0.2 0.2 无合格15.5.17 G0104-200G0104-B111.3 0.6 0.25 无无合格15.5.17 G0104-200G0104-B121.4 0.7 0.2 0.2 无合格15.5.17 G0104-200G0104-B131.6 0.6 0.3 无无合格15.5.17 G0104-200G0104-B141.5 0.9 0.24 无无合格15.5.17 G0104-200G0104-B151.4 0.7 0.2 0.2 无合格15.5.17 G0104-200G0104-B161.5 0.7 0.25 无无合格15.5.17 G0104-200G0104-B171.4 0.8 0.3 无无合格15.5.17 G0104-200G0104-B181.3 0.8 0.2 0.2 无合格15.5.17 G0104-200G0104-B191.4 0.7 0.3 0.3 无合格15.5.17 G0104-200G0104-B201.5 0.8 0.2 无无合格15.5.18 G0109-250G0109-A11.4 0.6 0.15 无无合格15.5.18G0109-250G0109-A21.3 0.9 0.25 0.2 无合格15.5.18G0109-250G0109-A31.4 0.7 0.2 0.2 无合格15.5.18G0109-250G0109-A41.5 0.9 0.15 无无合格15.5.18G0109-250G0109-A51.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS008工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.18 L0107-65L0107-A11.5 0.9 0.2 无无合格15.5.18 L0107-65L0107-A21.4 0.8 0.2 0.2 无合格15.5.18 L0107-65L0107-A31.3 0.6 0.25 无无合格15.5.18 L0107-65L0107-A41.4 0.7 0.2 0.2 无合格15.5.18 L0107-65L0107-A51.6 0.6 0.3 无无合格15.5.18 L0107-65L0107-A61.5 0.9 0.24 无无合格15.5.18 L0107-65L0107-A71.4 0.7 0.2 0.2 无合格15.5.18 L0107-65L0107-A81.5 0.7 0.25 无无合格15.5.18 L0107-65L0107-A91.4 0.8 0.3 无无合格15.5.18 L0107-65L0107-A101.3 0.8 0.2 0.2 无合格15.5.18 L0108-65L0108-A11.4 0.7 0.3 0.3 无合格15.5.18 L0108-65L0108-A21.5 0.8 0.2 无无合格15.5.18 L0108-65L0108-A31.4 0.6 0.15 无无合格15.5.18L0108-65L0108-A41.3 0.9 0.25 0.2 无合格15.5.18L0108-65L0108-A51.4 0.7 0.2 0.2 无合格15.5.18L0108-65L0108-A61.5 0.9 0.15 无无合格15.5.18L0108-65L0108-A71.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS009工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.18 L0108-65L0108-A81.5 0.9 0.2 无无合格15.5.18 L0108-65L0108-A91.4 0.8 0.2 0.2 无合格15.5.18 L0108-65L0108-A101.3 0.6 0.25 无无合格15.5.18 G0102-200G0102-B11.4 0.7 0.2 0.2 无合格15.5.18 G0102-200G0102-B21.6 0.6 0.3 无无合格15.5.18 G0102-200G0102-B31.5 0.9 0.24 无无合格15.5.18 G0102-200G0102-B41.4 0.7 0.2 0.2 无合格15.5.18 G0102-200G0102-B51.5 0.7 0.25 无无合格15.5.18 G0102-200G0102-B61.4 0.8 0.3 无无合格15.5.18 G0102-200G0102-B71.3 0.8 0.2 0.2 无合格15.5.18 G0102-200G0102-B81.4 0.7 0.3 0.3 无合格15.5.18 G0102-200G0102-B91.5 0.8 0.2 无无合格15.5.18 G0102-200G0102-B101.4 0.6 0.15 无无合格15.5.19L0109-50L0109-A11.3 0.9 0.25 0.2 无合格15.5.19L0109-50L0109-A21.4 0.7 0.2 0.2 无合格15.5.19L0109-50L0109-A31.5 0.9 0.15 无无合格15.5.19L0109-50L0109-A41.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS010工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.19 L0109-50L0109-A51.5 0.9 0.2 无无合格15.5.19 L0109-50L0109-A61.4 0.8 0.2 0.2 无合格15.5.19 L0109-50L0109-A71.3 0.6 0.25 无无合格15.5.19 L0109-50L0109-A81.4 0.7 0.2 0.2 无合格15.5.19 L0109-50L0109-A91.6 0.6 0.3 无无合格15.5.19 L0109-50L0109-A101.5 0.9 0.24 无无合格15.5.19 L0110-50L0110-A11.4 0.7 0.2 0.2 无合格15.5.19 L0110-50L0110-A21.5 0.7 0.25 无无合格15.5.19 L0110-50L0110-A31.4 0.8 0.3 无无合格15.5.19 L0110-50L0110-A41.3 0.8 0.2 0.2 无合格15.5.19 L0110-50L0110-A51.4 0.7 0.3 0.3 无合格15.5.19 L0110-50L0110-A61.5 0.8 0.2 无无合格15.5.19 L0110-50L0110-A71.4 0.6 0.15 无无合格15.5.19L0110-50L0110-A81.3 0.9 0.25 0.2 无合格15.5.19L0110-50L0110-A91.4 0.7 0.2 0.2 无合格15.5.19L0110-50L0110-A101.5 0.9 0.15 无无合格15.5.19L0106-50L0106-A11.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS011工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.19 L0106-50L0106-A21.5 0.9 0.2 无无合格15.5.19 L0106-50L0106-A31.4 0.8 0.2 0.2 无合格15.5.19 L0106-50L0106-A41.3 0.6 0.25 无无合格15.5.19 L0106-50L0106-A51.4 0.7 0.2 0.2 无合格15.5.19 L0106-50L0106-A61.6 0.6 0.3 无无合格15.5.19 L0106-50L0106-A71.5 0.9 0.24 无无合格15.5.19 L0106-50L0106-A81.4 0.7 0.2 0.2 无合格15.5.19 L0106-50L0106-A91.5 0.7 0.25 无无合格15.5.19 L0106-50L0106-A101.4 0.8 0.3 无无合格15.5.19 G0102-200G0102-C11.3 0.8 0.2 0.2 无合格15.5.19 G0102-200G0102-C21.4 0.7 0.3 0.3 无合格15.5.19 G0102-200G0102-C31.5 0.8 0.2 无无合格15.5.19 G0102-200G0102-C41.4 0.6 0.15 无无合格15.5.19G0102-200G0102-C51.3 0.9 0.25 0.2 无合格15.5.19G0102-200G0102-C61.4 0.7 0.2 0.2 无合格15.5.19G0102-200G0102-C71.5 0.9 0.15 无无合格15.5.19G0102-200G0102-C81.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS012工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.19 G0102-200G0102-C91.5 0.9 0.2 无无合格15.5.19 G0102-200G0102-C101.4 0.8 0.2 0.2 无合格15.5.20 L0105-125L0105-B11.3 0.6 0.25 无无合格15.5.20 L0105-125L0105-B21.4 0.7 0.2 0.2 无合格15.5.20 L0105-125L0105-B31.6 0.6 0.3 无无合格15.5.20 L0105-125L0105-B41.5 0.9 0.24 无无合格15.5.20 L0105-125L0105-B51.4 0.7 0.2 0.2 无合格15.5.20 L0105-125L0105-B61.5 0.7 0.25 无无合格15.5.20 L0105-125L0105-B71.4 0.8 0.3 无无合格15.5.20 L0105-125L0105-B81.3 0.8 0.2 0.2 无合格15.5.20 L0105-125L0105-B91.4 0.7 0.3 0.3 无合格15.5.20 L0105-125L0105-B101.5 0.8 0.2 无无合格15.5.20 L0105-125L0105-B111.4 0.6 0.15 无无合格15.5.20L0105-125L0105-B121.3 0.9 0.25 0.2 无合格15.5.20L0105-125L0105-B131.4 0.7 0.2 0.2 无合格15.5.20L0105-125L0105-B141.5 0.9 0.15 无无合格15.5.20L0105-125L0105-B151.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS013工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.19 L0105-125L0105-B161.5 0.9 0.2 无无合格15.5.19 L0105-125L0105-B171.4 0.8 0.2 0.2 无合格15.5.20 L0105-125L0105-B181.3 0.6 0.25 无无合格15.5.20 L0105-125L0105-B191.4 0.7 0.2 0.2 无合格15.5.20 L0105-125L0105-B201.6 0.6 0.3 无无合格15.5.20 L0101-200L0101-C11.5 0.9 0.24 无无合格15.5.20 L0101-200L0101-C21.4 0.7 0.2 0.2 无合格15.5.20 L0101-200L0101-C31.5 0.7 0.25 无无合格15.5.20 L0101-200L0101-C41.4 0.8 0.3 无无合格15.5.20 L0101-200L0101-C51.3 0.8 0.2 0.2 无合格15.5.20 L0101-200L0101-C61.4 0.7 0.3 0.3 无合格15.5.20 L0101-200L0101-C71.5 0.8 0.2 无无合格15.5.20 L0101-200L0101-C81.4 0.6 0.15 无无合格15.5.20L0101-200L0101-C91.3 0.9 0.25 0.2 无合格15.5.20L0101-200L0101-C101.4 0.7 0.2 0.2 无合格15.5.20L0101-200L0101-C111.5 0.9 0.15 无无合格15.5.20L0101-200L0101-C121.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS014工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.20 L0101-200L0101-C131.5 0.9 0.2 无无合格15.5.20 L0101-200L0101-C141.4 0.8 0.2 0.2 无合格15.5.20 L0101-200L0101-C151.3 0.6 0.25 无无合格15.5.20 L0101-200L0101-C161.4 0.7 0.2 0.2 无合格15.5.20 L0101-200L0101-C171.6 0.6 0.3 无无合格15.5.20 L0101-200L0101-C181.5 0.9 0.24 无无合格15.5.20 L0101-200L0101-C191.4 0.7 0.2 0.2 无合格15.5.20 L0101-200L0101-C201.5 0.7 0.25 无无合格15.5.21 L0101-200L0101-C211.4 0.8 0.3 无无合格15.5.21 L0101-200L0101-C221.3 0.8 0.2 0.2 无合格15.5.21 L0101-200L0101-C231.4 0.7 0.3 0.3 无合格15.5.21 L0101-200L0101-C241.5 0.8 0.2 无无合格15.5.21 L0101-200L0101-C251.4 0.6 0.15 无无合格15.5.21L0101-200L0101-C261.3 0.9 0.25 0.2 无合格15.5.21L0101-200L0101-C271.4 0.7 0.2 0.2 无合格15.5.21L0101-200L0101-C281.5 0.9 0.15 无无合格15.5.21L0101-200L0101-C291.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS015工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.21 L0101-200L0101-C301.5 0.9 0.2 无无合格15.5.21 L0101-200L0101-C311.4 0.8 0.2 0.2 无合格15.5.21 L0101-200L0101-C321.3 0.6 0.25 无无合格15.5.21 L0101-200L0101-C331.4 0.7 0.2 0.2 无合格15.5.21 L0101-200L0101-C341.6 0.6 0.3 无无合格15.5.21 L0101-200L0101-C351.5 0.9 0.24 无无合格15.5.21 L0101-200L0101-C361.4 0.7 0.2 0.2 无合格15.5.21 L0101-200L0101-C371.5 0.7 0.25 无无合格15.5.21 L0101-200L0101-C381.4 0.8 0.3 无无合格15.5.21 L0101-200L0101-C391.3 0.8 0.2 0.2 无合格15.5.21 L0101-200L0101-C401.4 0.7 0.3 0.3 无合格15.5.21 L0101-200L0101-C411.5 0.8 0.2 无无合格15.5.21 L0101-200L0101-C421.4 0.6 0.15 无无合格15.5.21L0101-200L0101-C431.3 0.9 0.25 0.2 无合格15.5.21L0101-200L0101-C441.4 0.7 0.2 0.2 无合格15.5.21L0101-200L0101-C451.5 0.9 0.15 无无合格15.5.21L0101-200L0101-C461.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:编号:DS016工程名称:*****高低温车间制冷设备配件维修日期管线号焊口编号检查内容检查结果备注余高(mm)棱角(mm)错边量(mm)咬边(mm)其他缺陷15.5.21 L0101-200L0101-C471.5 0.9 0.2 无无合格15.5.21 L0101-200L0101-C481.4 0.8 0.2 0.2 无合格15.5.21 L0101-200L0101-C491.3 0.6 0.25 无无合格15.5.21 L0101-200L0101-C501.4 0.7 0.2 0.2 无合格15.5.21 L0101-200L0101-C511.6 0.6 0.3 无无合格15.5.21 L0101-200L0101-C521.5 0.9 0.24 无无合格15.5.21 L0101-200L0101-C531.4 0.7 0.2 0.2 无合格15.5.21 L0101-200L0101-C541.5 0.7 0.25 无无合格15.5.21 L0101-200L0101-C551.4 0.8 0.3 无无合格15.5.21 L0101-200L0101-C561.3 0.8 0.2 0.2 无合格15.5.21 L0101-200L0101-C571.4 0.7 0.3 0.3 无合格15.5.21 L0101-200L0101-C581.5 0.8 0.2 无无合格15.5.21 L0101-200L0101-C591.4 0.6 0.15 无无合格15.5.21L0101-200L0101-C601.3 0.9 0.25 0.2 无合格1.4 0.7 0.2 0.2 无合格1.5 0.9 0.15 无无合格1.4 0.6 0.2 0.1 无合格建设单位:项目负责人:项目焊接责任人:检验员:。

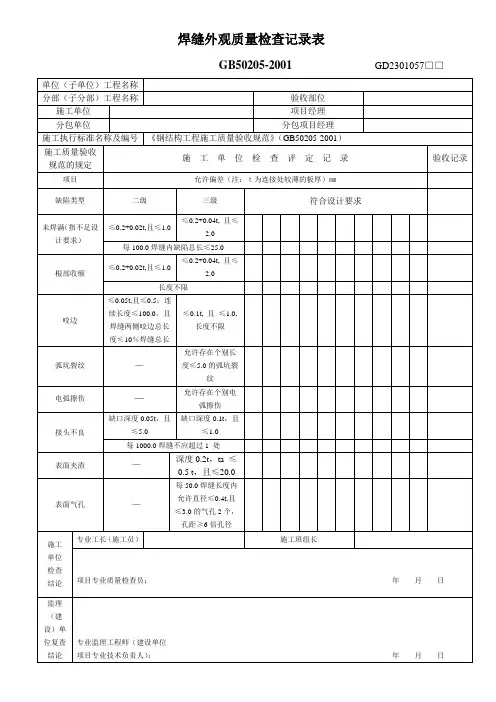
焊缝外观质量检查记录表GB50205-2001 GD2301057□□美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
流年为祭。
琴瑟曲中倦红妆,霓裳舞中残娇靥。
钢结构质量检验记录钢结构质量检验记录本文档旨在记录钢结构质量检验的过程和结果,以确保钢结构的安全性和质量。
所有相关检验都应遵守相关法规和标准。
一、检验目的:1.1 验证钢结构的设计、材料和施工符合相应的标准和规范要求。
1.2 检查钢结构的尺寸、焊缝、表面和标志等质量特征,确保其符合标准要求。
1.3 检测钢结构的材料的物理性能和力学性能,并与规范要求进行比较。
二、检验范围:2.1 钢结构的创造和安装。
2.2 钢结构的焊接。
2.3 钢结构的防腐处理。
三、检验方法:3.1 目视检查:通过裸眼观察,检查钢结构表面是否有明显缺陷和损伤。
3.2 尺寸检查:使用测量工具(如卷尺、角尺等)对钢结构的尺寸进行检查。
3.3 焊缝检查:使用无损检测方法(如超声波检测、射线检测等)对焊缝进行检查。
3.4 材料性能检测:通过实验室测试,对钢材的物理性能和力学性能进行检测。
3.5 防腐处理检查:检查防腐层的厚度和质量。
四、检验记录:4.1 检验日期:记录进行检验的日期。
4.2 检验项目:将需要检验的项目明确列出。
4.3 检验结果:记录每一个检验项目的具体结果。
4.4 处理意见:如发现质量问题,记录相应的处理意见。
五、检验结果评定:5.1 合格:符合相关标准和规范要求。
5.2 不合格:不符合相关标准和规范要求,需要进行修复或者重新创造。
附件:本文档所涉及附件如下:附件A:钢结构设计图纸。
附件B:钢结构焊工资质证书。
附件C:焊接工艺规程。
附件D:钢结构材料质量证明书。
法律名词及注释:1. 标准和规范要求:指国家和行业制定的钢结构质量标准和相关规范。
2. 裸眼观察:肉眼直接观察。
3. 无损检测:通过检测设备进行的检测,不会对被检测物体造成损伤。
引言:钢结构是建筑领域中常用的结构材料,其质量对建筑物的安全和稳定性至关重要。
因此,进行钢结构质量检验是保证建筑质量的重要环节。
本文将详细介绍钢结构质量检验记录的内容和要点。
概述:钢结构质量检验记录是记录钢结构施工过程中各项质量检验工作和结果的文件。
通过记录质量检验过程和结果,可以确保钢结构的设计、制造和安装符合相关标准和规范,并且满足建筑使用的要求。
正文内容:一、钢材质量检验记录1.钢材进场检验验收证明及检验报告的合格证明文件记录钢材标识、规格、批号等基本信息的记录钢材外观质量检验结果的记录钢材化学成分和机械性能检验结果的记录2.钢材加工过程质量检验压力加工设备的合格证明文件和检验报告的记录加工工艺和参数的记录加工完成后钢材的几何尺寸、表面质量等检验结果的记录对加工不合格的钢材的处理记录3.钢材出场检验钢材出厂合格证明文件和检验报告的记录钢材尺寸、重量等基本信息的记录钢材外观质量、化学成分和机械性能等检验结果的记录钢材出场时的保护措施记录二、焊接工艺质量检验记录1.焊工合格证明文件和焊接工艺评定文件的记录2.焊接工艺参数和焊接设备的记录3.焊接前的准备工作检查记录4.焊接工作过程的检验记录5.焊缝外观质量和焊缝性能检验结果的记录三、钢结构安装质量检验记录1.安装前的准备工作检查记录2.钢件与基础之间的垫铁、铺垫材料等检验记录3.钢构件吊装、定位和校直的检验记录4.钢构件连接的质量检验记录5.安装完成后的检验记录,包括外观质量、尺寸、平整度等方面的检验结果四、防腐、防火和防雷设施质量检验记录1.防腐层涂装工艺和材料的检验记录2.防火涂层工艺和材料的检验记录3.防雷装置的检验记录,包括接地装置、避雷针等4.防腐、防火和防雷设施的施工过程检验记录5.完工后的防腐、防火和防雷设施的检验记录,包括外观质量和性能等方面的检验结果五、其他质量检验记录1.设备安装和调试的质量检验记录2.管道安装和试压的质量检验记录3.钢结构抗震设防的质量检验记录4.玻璃幕墙或外墙保温等外部附件的质量检验记录5.钢结构整体验收记录,包括各项检测结果、验收评定和意见等内容总结:钢结构质量检验记录是保证钢结构建筑质量的重要手段之一。
S G —T 0 5 9
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制
SG—T059 填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝
质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检
查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6 条和附表A 表A.0.1 、表
A.0.2 、表A.0.3 等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h 后进行探伤检
验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应
超过其允许差值的1.2 倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。