苯酐成品自动包装系统的设计毕业设计 精品
- 格式:doc
- 大小:987.01 KB
- 文档页数:60


摘要近年来,随着经济水平的提高,我国的自动包装行业也迅猛发展,在粮食、化肥、饲料和轻工等行业中都有广泛应用,大大的提高了生产效率,节约了劳动力。
本文论述了尿素成品包装的整个运行过程,分析了各个部分的工作以及各部分之间的联系。
给出了实现有效状态的电气设计方案和PLC控制程序设计方案。
系统由PLC、变频器、传感器、称重控制仪表、电磁阀构成,以CPU224为控制核心,外加一些扩展模块,完成了系统的给料、称量、包装以及传输等功能。
采用二次给料方式,既保证了加料速度,又保证了尿素的重量。
利用控制仪表自动清零的功能,系统有效的解决了称量不准确的问题。
本设计能够对尿素包装系统进行自动控制,提高产品的精确度,避免物料的浪费。
监控系统安装维护方便,运行稳定、可靠。
关键词:PLC;传感器;称重仪表;电磁阀AbstractIn recent years, with the improvement of economic level, China's rapid development of automatic packaging industries, in food, fertilizer, feed and light industry and other industries have wide applications, which greatly improved the production efficiency, saves labor.This paper discusses the whole operation process of urea product packaging, analysis of the various parts of the work as well as the link between the various parts of the.Gives the realization of the electrical design of the active state and the PLC control program design.Gives the realization of the electrical design of the active state and the PLC control program ing two times the feeding mode, both to ensure the feeding speed, and ensure that the urea weight. Using control instrument automatic reset function, the system solved the problem of inaccurate weighing.The design of packaging systems to automatic control of urea to improve the accuracy of product and avoid the waste of materials. Monitoring system installation and maintenance easy, stable, and reliable.Keywords:PLC;sensor;weighing instruments;solenoid valve目录第1章绪论 (1)1.1引言 (1)1.2 包装机械行业的现状及发展趋势 (1)1.3 本设计所需完成的任务 (3)第2章设计方案论证 (4)2.1 概述 (4)2.2设计方案论证 (4)2.3 自动包装总体设计结构 (6)2.4 自动成品包装工作过程 (7)第3章硬件设计 (9)3.1输入/输出量系统分析 (9)3.2 PLC的选型 (10)3.3 扩展模块的选型 (12)3.3.1主机与模块的连接图 (13)3.3.2主机与模块之间的编址 (13)3.3.3 I/O地址分配 (14)3.4系统硬件的选型 (15)3.4.1称重仪表的选型 (15)3.4.2称重传感器选型 (16)3.4.3光电传感器的选取 (17)3.4.4 变频器的选取 (18)3.4.5执行器的选取 (20)3.4.6电机的选取 (22)3.4.7按钮的选取 (23)3.4.8指示灯的选取 (25)3.4.9通信协议的选取 (26)3.5电器控制系统原理图 (28)3.6 PLC与模块外部接线图 (30)第4章系统软件设计 (31)4.1 包装生产线工艺流程 (31)4.2 程序控制逻辑 (32)4.3 缝包流程图的设计 (33)4.4 传输流程图设计 (34)4.5 PID算法 (34)4.6 系统梯形图设计 (36)第5章总结 (46)参考文献 (47)致谢 (48)附录Ⅰ (49)附录Ⅱ (56)第1章绪论1.1引言随着科学技术的迅猛发展,生产力水平的不断提高,人们对降低劳动强度、改善工作环境同时重视起来。

课程设计(论文)任务及评语院(系):电气工程学院教研室:测控技术与仪器注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要苯酐是化工重要的生产原料,被广泛用于增塑剂的制造。
但在苯酐的生产过程中,由于空气与邻二甲苯的成分可能有变化,故其配比比不固定。
本设计通过对苯酐的生产工艺、系统要求等分析,最终实现对苯酐成分的控制系统设计。
本设计是通过对苯酐的物理性质和化学性质的分析,选用特定的传感器、变送器、控制器、执行器,对空气的输出量采用串级控制系统,对邻二甲苯的输出量采用单回路比值控制系统,并针对本设计的系统进行MATLAB软件仿真,最终实现了对苯酐配料成分的控制。
本设计的系统具有控制精度高,控制灵活等特点,进一步缓解了化工对苯酐的需求量。
关键词:苯酐;单回路比值控制系统;MATLAB仿真;目录第1章绪论 (1)1.1 背景概述 (1)1.2 苯酐概述 (1)第2章方案论证 (2)2.1 苯酐生产工艺类型 (2)2.2 控制方案的选择 (3)2.3 工艺流程图及系统方框图 (4)第3章各仪表的设计选择 (6)3.1 传感器的选型 (6)3.2 控制器的选型 (7)3.3 执行器的选型 (8)3.4 其他仪器的选型 (10)3.5 调节器正反作用及控制规律的确定 (10)第4章 PID算法 (11)4.1 PID控制概述 (12)4.2 比值系统系数的计算 (12)第5章系统仿真 (13)5.1 空气控制单元的仿真 (14)5.2 邻二甲苯控制单元的仿真 (15)5.3 整个系统仿真 (17)第6章总结 (19)参考文献 (20)第1章绪论1.1 背景概述随着现代工业的不断发展,石油化工作为国民经济的重要支柱也得到了不断发展,而苯酐是石油化工重要的生产原料,被广泛用于增塑剂的制造。
随着经济的迅速发展,在生产生活中,对苯酐的需求量也不断增加。
苯酐即邻苯二酸酐,是一种重要的有机化工原料,在4种主要有机酸酐中,其产量和消费量最大。

包装工程毕业设计方案一、项目背景和意义近年来,随着全球食品行业的不断发展,对食品包装的需求也越来越高。
食品包装作为食品安全的第一道防线,不仅需要具备良好的保护性能和卫生条件,还需要具备一定的市场吸引力和用户体验。
因此,如何利用先进的智能包装技术来设计和优化食品包装,成为当前食品包装工程领域中的热点研究方向。
本毕业设计将基于智能包装技术,以食品包装设计与优化为研究内容,旨在探索新型食品包装材料和技术,提高食品包装的功能性和可持续性,从而为实现食品包装智能化和个性化提供技术支持。
二、研究目标和内容2.1 研究目标(1)研究新型食品包装材料的性能及应用(2)研究食品包装设计的智能化技术(3)优化食品包装设计与生产流程(4)探索食品包装的环保与可持续发展路径2.2 研究内容(1)调研分析食品包装材料的发展趋势和应用前景(2)研究智能包装技术在食品包装设计中的应用(3)设计和制作新型食品包装样品(4)开展环保与可持续性分析三、研究方法和步骤3.1 研究方法(1)文献调研:通过查阅大量相关文献,了解国内外食品包装材料和技术的最新发展和应用情况,为后续研究提供理论支持。
(2)实地调研:走访相关行业企业,了解目前食品包装行业的发展状况和需求,为研究内容的确定提供现实基础。
(3)实验研究:针对新型食品包装材料和设计技术,对其性能进行实验测试,获取相关数据和结果。
3.2 研究步骤(1)确定研究内容和方向(2)进行文献调研和实地调研(3)开展实验研究和数据分析(4)设计新型食品包装样品(5)进行环保与可持续性分析(6)撰写毕业设计报告四、预期成果和应用价值4.1 预期成果通过对食品包装材料和设计技术的研究,预期能够取得以下成果:(1)获得新型食品包装材料的性能数据和设计方案(2)探索智能包装技术在食品包装设计中的应用路径(3)设计出符合市场需求和环保要求的新型食品包装样品4.2 应用价值本研究成果将为食品包装行业提供以下应用价值:(1)提高食品包装的保护性能和卫生条件(2)推动食品包装的智能化和个性化发展(3)促进食品包装材料的环保和可持续发展五、工作计划和进度安排工作计划及进度安排如下:1-2周:确认研究方向,初步进行文献调研及实地调研3-6周:深入研究食品包装材料及设计技术,进行实验研究并分析数据7-9周:设计新型食品包装样品,制作样品并进行测试10-12周:开展环保与可持续性分析,撰写毕业设计报告六、存在问题和挑战在进行食品包装设计与优化的过程中,可能会面临以下问题和挑战:1.新型食品包装材料的研究和开发难度较大,可能需要深入的实验研究和技术创新。
苯酐装置全自动包装码垛控制系统的改造苯酐又名:邻苯二甲酸酐,为白色鳞片状或结晶性粉末,目前广泛应用于化工、医药、电子、农业、涂料、精细化工等工业部门。
某石化公司染料厂的ME-203B苯酐产品称重包装机是意大利进口设备,整套包装系统包括电子定量秤、平台、供袋机、装袋机、夹口整形机、折边机、立袋输送机、倒袋机。
设备称重能力为800袋/小时(每袋25Kg),称重精度±0.2%,包装能力为800袋/小时,总耗电量20kw,总耗气量40Nm3/hr。
该套设备已运行十多年,设备损坏严重,如今其包装能力大幅度下降,现能力下降每小时2~3吨,且称重误差大,机械易损件磨损严重,更换频繁,但由于进口备件价格昂贵,且供货周期长,不但提高了本装置的生产成本,给设备检修也带来了极大的困难,已经满足不了装置满负荷生产的要求,急需对此系统包装机部分进行更新,从而提高装置包装工段的生产能力。
由此公司拟对该套全自动称重包装系统进行多方面的改进,力求通过本课题的开发,一方面提高本装置的包装生产能力、称重包装精度,进而提高产品的竞争力,另一方面力求使设备操作简单化,减少设备停机处理故障频次,从而降低人力、物耗等带来的生产成本的提高,进而实现装置产能最大化、效益最大化。
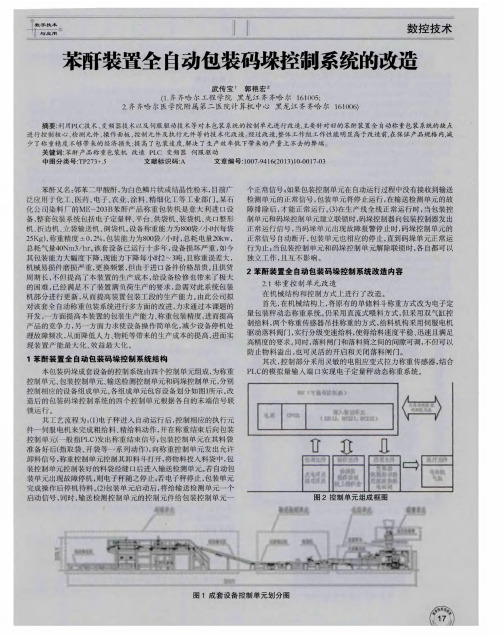
1 苯酐装置全自动包装码垛控制系统结构本包装码垛成套设备的控制系统由四个控制单元组成,为称重控制单元、包装控制单元、输送检测控制单元和码垛控制单元,分别控制相应的设备组成单元。
各组成单元包容设备划分如图1所示。
改造后的包装码垛控制系统的四个控制单元根据各自的末端信号联锁运行。
其工艺流程为:(1)电子秤进入自动运行后,控制相应的执行元件—伺服电机来完成粗给料、精给料动作,并在称重结束后向包装控制单元(一般指PLC)发出称重结束信号;包装控制单元在其料袋准备好后(指取袋、开袋等一系列动作),向称重控制单元发出允许卸料信号,称重控制单元控制其卸料斗打开,将物料投入料袋中,包装控制单元控制装好的料袋经缝口后进入输送检测单元。
第一章 文献综述1.1苯酐简述苯酐, 全称为邻苯二甲酸酐( Phthalic Anhydride ),常温下为一种白色针状结晶( 工业苯酐为白色片状晶体),易燃,在沸点以下易升华,有特殊轻微的刺激性气味。
苯酐能引起人们呼吸器官的过敏性症状,苯酐的粉尘或蒸汽对皮肤、眼睛及呼吸道有刺激作用,特别对潮湿的组织刺激更大。
苯酐主要用于生产PVC 增塑剂、不饱和聚酯、醇酸树脂以及染料、涂料、农药、医药和仪器添加剂、食用糖精等,是一种重要的有机化工原料。
在PVC 生产中,增塑剂最大用量已超过50%,随着塑料工业的快速发展,使苯酐的需求随之增长,推动了国内外苯酐生产的快速发展。
最早的苯酐生产始于1872 年,当时德国BASF 公司以萘为原料,铬酸氧化生产苯酐,后又改用发烟硫酸氧化生产苯酐,但收率极低,仅有15%。
自1917 年世界开始以氧化钒为催化剂,用萘生产苯酐后,苯酐的生产逐步走向工业化、规模化,并先后形成了萘法、邻法两种比较成熟的工艺[1]。
1.2苯酐的性质[2]苯酐,常温下为一种白色针状结晶( 工业苯酐为白色片状晶体),易燃,在沸点以下易升华,有特殊轻微的刺激性气味。
分子式C 8H 4O 3,相对密度1.527(4.0℃),熔点131.6℃,沸点295℃(升华),闪点(开杯)151.7℃,燃点584℃。
微溶于热水和乙醚,溶于乙醇、苯和吡啶。
1.3苯酐的合成方法比较及选取1.3.1合成苯酐的主要工艺路线1.3.1.1 萘法[1] 1.3.1.1.1反应原理萘与空气在催化剂作用下气相氧化生成苯酐。
+O OO 2V 2O 5CO 2OH 29/2++221.3.1.1.2 工艺流程空气经净化、压缩预热后进入流化床反应器底部,喷入液体萘,萘汽化后与空气混合,通过流化状态的催化剂层,发生放热反应生成苯酐。
反应器内装有列管冷却器,用水为热载体移出反应热。
反应气体经三级旋风分离器,把气体携带的催化剂分离下来后,进入液体冷凝器,有40%-60%的粗苯酐以液态冷凝下来,气体再进入切换冷凝器(又称热融箱)进一步分离粗苯酐,粗苯酐经预分解后进行精馏得到苯酐成品。
包装工程毕业设计一、引言包装工程作为一门新兴的综合性学科,涉及工程技术、材料科学、设计美学等多个领域,对于提高商品的附加值、减少灾害性包装的发生具有重要的意义。
通过对包装工程的研究和设计,可以提高包装的效率和功能,为商品的销售和使用提供更好的保障。
本次毕业设计将探讨包装工程的相关理论和技术,结合实际案例进行设计和分析,旨在提高包装工程的实际应用价值。
二、研究背景包装工程是一门综合性、交叉学科,随着经济的发展和人们对生活品质的追求,包装工程的设计和应用日益受到重视。
尤其是在电子商务、快递业等新兴领域,包装的安全、环保和美观性要求日益提高,对包装工程提出了更高的要求。
为了满足市场的需求,提高包装行业的市场竞争力,深入研究包装工程的应用和发展趋势具有重要的意义。
三、文献综述1. 包装工程的发展历程和现状包装工程的发展历程经历了由简单包装到智能包装的演变过程。
随着新材料、新技术的不断应用,包装工程的功能和效益得到了显著提高。
目前,包装工程已经涉及到食品、医药、化工、电子等多个行业,拓展了广阔的市场空间。
2. 包装工程的理论基础包装工程的理论基础主要包括包装设计原理、包装材料与工艺、包装机械与设备等方面。
这些理论为包装工程的实际应用提供了重要的理论支撑,为包装工程的技术创新提供了有力保障。
3. 包装工程的应用案例近年来,一些成功的包装工程案例为包装行业的发展提供了宝贵的经验。
一些创新包装设计不仅提高了商品的吸引力,还增加了包装的实用性和环保性,为包装工程的应用提供了新的思路和方向。
四、设计内容本次毕业设计将选择一种常见商品,如电子产品、食品饮料等,结合该商品的特点和市场需求,进行包装工程的设计与优化。
设计内容包括以下几个方面:1. 包装设计方案结合商品的特点和形态,设计包装的外观结构、材料选择、印刷工艺等,力求在美观性、实用性和环保性方面取得平衡。
同时考虑包装的运输、存储和销售环节,确保包装的完整性和安全性。
摘要自动包装控制系统适用于石油化工、化肥、粮食、港口等行业,可实时对PP、PE粒子、PVC、化肥、粮食等粉状、颗粒状物料进行全自动包装控制,便于用户储存、运输和销售。
包装系统的控制精度以及自动化程度,对产品的生产有着重要意义。
本设计主要对苯酐成品进行自动包装设计,苯酐成品自动包装系统主要由给料部分、称重部分、装袋折边部分、封口部分、冲突检测部分组成。
文中利用CPU224和称重仪表F701以及变频器、各种电机实现包装物料的称重及自动包装过程的控制。
通过检测信号对物料进行装袋、折边、封口、输送的控制。
本设计通过光电传感器实现了两条生产线的协调工作。
文中给出各器件选型及各部分电路设计,并给出了软件流程及主要梯形图。
本系统实现了粗细给料、称重、夹袋装袋、折边封口、输送的自动控制,并提高了控制运行速度,保证了生产的正常安全运行,大大提高了劳动效率。
该系统具有操作简单,运行可靠,维修方便等优点。
关键词:控制系统;传感器;可编程程序控制器;称重仪表AbstractAutomatic packaging control system is suitable for petrochemical, chemical fertilizer, grain, ports and other industries, can be real-time for PP, PE, PVC particles, chemical fertilizer, food,and other powder, granule materials such as fully automatic packaging control, making it easy for users to store, transport and sales. Packaging system control precision and automation degree, for the product production has important significance.This design mainly for benzene anhydride product to auto-packaging .Benzene anhydride product packaging automatic system is mainly composed of giving part, weighing part ,bagging folding part, sealing part,parts for collision detection. In this paper, we use CPU224,weighing instruments F701 and frequency converter, all kinds of motor to realize weighing and packaging materials and auto-packaging process control. By detecting signal to control the materials to be bagging , folding, sealing and transporting. This design achieve the coordination of two production lines through the photoelectric sensor . This paper giving all parts of the device selection and circuit design , and also giving the software flow and main ladder diagram .This system realizes the thickness giving weighing, bagging, sealing and transport ing automatic control, this improve the control speed, to ensure the safe operation of th e production, and also greatly improve the labor efficiency . The system has simple operation, reliable operation, convenient maintenance, etc advantages.Key words:Control Systems;Sensor;Programmable Logic Controller;Weighing目录第1章绪论 (1)1.1 自动包装系统的背景 (1)1.2 自动包装系统的应用现状 (2)1.3 自动包装系统的发展趋势 (3)1.4 苯酐的自动包装技术 (3)第2章方案论证 (5)2.1 设计任务及要求 (5)2.2 设计方案选择 (5)2.3 PLC的选型及I/O编址 (6)第3章硬件电路设计 (10)3.1 整体电路设计 (10)3.2 称重仪表和称重传感器设计 (10)3.3 封口机 (14)3.4 螺旋给料机 (16)3.5 气缸 (17)3.6 变频器 (18)3.7 夹袋机 (22)3.8 光电开关 (23)3.9 显示电路 (23)3.10 外围电路图 (24)3.10.1 CPU224外部接线图 (24)3.10.2 EM222和EM232接线图 (25)3.10.3 EM223接线图 (26)第4章软件设计 (27)4.1 主程序流程图 (27)4.2 各部分程序流程图 (29)4.2.1 夹袋部分 (29)4.2.2 称重部分 (31)4.2.3 装袋部分 (34)4.2.4 折边部分 (35)4.2.5 封口部分 (37)4.2.6 倒袋部分 (38)4.2.7 输送部分 (39)第5章系统组态界面设计 (41)第6章总结 (42)参考文献 (43)致谢 (44)附录I (45)附录II (47)第1章绪论1.1自动包装系统的背景自动包装控制系统是在第二次世界大战期间发展起来的,始于40 年代的美国橡树岭国家实验室的搬运核原料的遥控机械操作手。
自动包装系统是一种能自动控制、可重复编程、多功能、多关节的操作系统。
它可以是固定式或移动式的,用于工业自动化作业中。
自动包装控制系统与其他专用自动控制系统的主要区别在于,专用自动控制系统是适应于大量生产的专用自动化设备,自动包装控制系统是一种能适应产品种类变更,具有多自由度动作功能的柔性自动化设备。
自动包装控制系统是机电仪一体化高技术产品,适用于化工、粮食、食品及医药等行业。
它可实现对粉、粒、块状物料(如塑料、化肥、合成橡胶、粮食等)的称重、供袋、装袋、折边、封袋、倒袋整形、输送等作业全部实现自动化。
通过可编程序控制器,对整个生产线的工作过程进行自动控制。
可编程控制器(Programmable Logical Controller)简称PC或PLC,是60年代末发明的工业控制器件,是美国数字公司(DEC)为美国通用公司((GM)研制开发并成功应用于汽车生产线上,可编程控制器自此诞生。
随着计算机技术的飞速发展,PLC软硬件水平与规模也发生了质与量的变化,其控制技术也朝着智能化方向不断发展,同时推动了先进制造技术的相应发展。
现代PLC已经成为真正的工业控制设备。
最初,PLC主要是用在生产线控制和大型机械的控制上。
但不久,西德的西门子(SIEMENS)公司、BBC 公司就开始研制PLC,当时主要是用于轧钢机、升降设备等大型设备上。
70年代初,日本的OMRON也推出了他们的PLC。
三菱、日立、富土、东芝、横河、日电等公司也先后加入了PLC制造者的行列。
70年代中期,美国和西德首先出现了微电脑化的小型PLC。
由于PLC是为工业控制所生产的通用性很强,适合于大批量生产的装置,所以成本迅速下降;加上其是专为工业控制所设计,所以具有极好的抗干扰性能;并且他的使用和维护都极为方便,实现了低水平的操作、高性能的控制,所以在机械制造业深受欢迎。
小型PLC开始步入诸如塑料注塑机、包装机械、橡胶机械、纺织机械等轻工机械的控制领域,其成本的低廉和性能的优良对直接使用微机作为控制单元的做法构成了强有力的挑战,更有全面取代传统继电器控制屏的趋势。
据国外资料介绍:1982年美国PLC用户中,有48%来自自动程序操作部门(如汽车、拖拉机工业、机械工业等)、13%来自石油化工业、9%来自食品饮料业、7%来自冶金工业、其余部分来自造纸、采矿、污水处理等部门‘11。
近年来,随着我国对外开放,日、美、西德等国生产的PLC已通过多种途径进入了我国,引起了各方面的重视并得到应用。
如宝钢工程应用了数百台PLC,首钢、武钢、开滦煤矿也分别应用了美国和西德的PLC。
1.2自动包装系统的应用现状从专业化程度看,目前国内包装设备厂自动化程度还不高,57%的企业是兼业生产,仅上海、山东、江苏、辽宁、浙江、广东等省市专业厂较多。
很久以来,包装生产线只做到把物料包装好为止,至于后续的搬运工作,则完全由搬运工人来完成。
造成这种局面有多方面的原因,但主要是由于我国生产力水平较低,劳动力便宜,科研人才缺乏造成的。
随着知识经济时代的到来,这种局面必将会被打破。
总的来说,我国包装设备制造工业经近20 年的努力,在数量、质量、水平方面均有较大的进展,为我国建立一个门类齐全、技术先进、水平相当、独立完善的包装设备生产系统奠定了坚实的基础。
但要想在未来的国际竞争中占有一席之地,还必须要找出自身缺点和不足,特别是要找出与北美、日本、西欧等国家的差距。
纵观20 余年的发展,不难发现我国包装机械行业中存在的某些明显不足之处。
1.低水平产品重复生产多如小型自动封口机、真空包装机、小型灌装机、小食品生产设备等。
这些设备技术难度小,成本低,起步快,因此,不少企业选中它做“入门”产品,以此积累资金再展鸿图。
这样,就造成产品不可避免地重复,产品积压卖不出去,自然又影响设备的更新,最终使得生产水平难以提高。
2.高技术含量的产品尚未有人生产如多层共挤设备。
欧美一些著名的公司,虽有成套设备供应,但其共挤头也是从美国购来配套的。
再如高压杀菌设备,甚至连实验室阶段也未进入。
3.自主开发能力较弱一方面是我国的企业起步较晚,还未摸清市场的脉搏,另一方面是科技力量薄弱,高科技人力资源不足,不具备先进的设计工具。
本行业应用CAD 的还不是很多,所以一提新产品,许多企业往往看好别人已生产的产品,市场不错,买来图纸依样画葫芦,结果并不理想。