制程能力水平
- 格式:doc
- 大小:89.01 KB
- 文档页数:6
制程能力指标制程能力指标是衡量制造过程稳定性和一致性的重要指标,对于企业来说具有重要的意义。
制程能力指标可以帮助企业评估其制造过程的质量水平,并提供改进的方向。
本文将从制程能力指标的定义、计算方法、作用以及如何提高制程能力等方面进行探讨。
一、制程能力指标的定义制程能力指标是用来度量制造过程是否在一定规格范围内运行的指标。
它可以反映制造过程的稳定性和一致性,即制造产品的质量水平。
常见的制程能力指标有Cp、Cpk、Pp和Ppk等。
1. Cp指数:Cp指数用于衡量制造过程的一致性,它是指过程能力指数与过程公差的比值,公式为Cp = (USL-LSL) / (6σ),其中USL 为上限规格限制,LSL为下限规格限制,σ为过程标准差。
2. Cpk指数:Cpk指数用于衡量制造过程的稳定性,它是指过程能力指数与过程公差的较小值,公式为Cpk = min(Cpu, Cpl),其中Cpu为过程能力指数上限,Cpl为过程能力指数下限。
3. Pp指数:Pp指数用于衡量制造过程的一致性,它是指过程能力指数与过程公差的比值,公式为Pp = (USL-LSL) / (6σ),其中USL 为上限规格限制,LSL为下限规格限制,σ为总体标准差。
4. Ppk指数:Ppk指数用于衡量制造过程的稳定性,它是指过程能力指数与过程公差的较小值,公式为Ppk = min(Ppu, Ppl),其中Ppu为过程能力指数上限,Ppl为过程能力指数下限。
三、制程能力指标的作用制程能力指标对企业的生产质量和效率具有重要的影响:1. 评估制造过程的稳定性和一致性。
通过制程能力指标的计算,企业可以了解制造过程是否稳定,以及产品是否能够在规定的公差范围内生产。
2. 提供改进的方向。
制程能力指标可以帮助企业确定制造过程中存在的问题和缺陷,并提供改进的方向,以提高产品质量和生产效率。
3. 与客户需求对接。
制程能力指标可以帮助企业了解客户的需求和期望,以便根据客户的要求来调整制造过程,提供符合客户需求的产品。
制程能力分析报告1. 引言制程能力分析是对某一制造过程的稳定性和一致性进行评估的重要工具。
通过分析制程能力,我们可以了解到制造过程是否符合规定的要求,以及是否有必要进行改进。
本报告将针对某一制造过程的制程能力进行分析,并给出相应的结论和建议。
2. 数据收集在制程能力分析前,我们首先需要收集相关的数据。
这些数据可以是该制造过程的样本数据,也可以是历史数据。
为了保证分析结果的有效性,我们需要收集足够的样本数据。
在本次分析中,我们采集了100个样本数据,每个样本包含了关键的制造参数。
3. 数据分析在进行制程能力分析前,我们需要对数据进行一些基本的统计分析,以获取有关制程能力的指标。
以下是一些常用的制程能力指标:平均值 (Mean)平均值是样本数据的总和除以样本数量。
它代表了制程的中心位置。
通过计算平均值,我们可以了解到制程的整体水平。
标准差 (Standard Deviation)标准差是对数据的离散程度的度量。
它告诉我们数据点的分布情况,越小表示数据越集中,越大表示数据越分散。
通过计算标准差,我们可以评估制程的稳定性。
Cp指数和Cpk指数Cp指数和Cpk指数是制程能力的两个重要指标。
Cp指数衡量了制程能力的上限,而Cpk指数衡量了制程能力的上下限。
通过计算这两个指标,我们可以判断制程是否满足规定的要求。
4. 制程能力分析结果根据对收集的数据进行的分析,我们得到了以下的制程能力分析结果:•平均值:X•标准差:S•Cp指数:Cp•Cpk指数:Cpk5. 结论和建议根据制程能力分析的结果,我们得出以下结论和建议:•结论1:制程的平均值为X,说明制程的中心位置符合要求。
•结论2:制程的标准差为S,说明制程的稳定性较好。
•结论3:Cp指数为Cp,说明制程的上限能够满足要求。
•结论4:Cpk指数为Cpk,说明制程的上下限能够满足要求。
基于以上结论,我们可以得出以下的建议:1.继续保持制程的稳定性和一致性,以确保产品的质量。
制程能力制程能力是指生产过程中所采用的制造方法、设备和控制系统的稳定性和可靠性。
它是评估生产过程质量水平以及产品是否符合要求的重要指标。
一个企业的制程能力决定了其产品质量的稳定性和可靠性,对于提高生产效率、降低生产成本具有重要意义。
制程能力的重要性1.质量控制:制程能力是实现质量控制的基础。
只有生产过程稳定、可靠,产品质量才能得到保障。
2.产品合格率:制程能力高的企业生产出的产品合格率高,可以降低返工率和废品率,提高生产效率。
3.产品一致性:制程能力强的企业生产的产品具有更好的一致性,客户对产品的评价更为稳定。
4.成本控制:稳定的制程能力可以减少不合格品的产生,降低生产成本。
制程能力的评估指标1.过程稳定性:通过控制图、频率分布图等方法评估过程的稳定性,判断生产过程是否受到特殊原因的影响。
2.过程能力指数:包括Cp、Cpk等指标,用于评估生产过程的能力是否满足产品规格要求。
3.变异性分析:通过方差分析、方差齐性检验等方法研究生产过程中的变异性,找出影响产品质量的主要因素。
4.过程改进:根据制程能力评估结果,对生产过程进行改进,进一步提高产品质量水平。
提高制程能力的方法1.制程优化:优化生产工艺流程、设备配置和工艺参数,提高生产效率和产品质量。
2.质量管理:实施全面的质量管理体系,建立有效的质量控制措施,保证生产过程稳定性。
3.员工培训:加强员工技能培训和意识培养,提高员工对生产过程质量管理的重视程度。
4.数据分析:建立科学的数据收集和分析体系,通过数据分析找出生产过程中存在的问题和改进方向。
在竞争激烈的市场环境下,提高制程能力已成为企业提升核心竞争力的重要途径。
企业应认识到制程能力对产品质量和企业形象的重要影响,注重制程能力的提升,不断改进生产过程,提高产品质量,赢得客户信赖,实现可持续发展。
制程能力参数CPK报告CPK (Process Capability Index) 是制程能力指数,用于评估一个制程的稳定性和能力。
CPK报告是制程能力的一种评估手段,通过分析制程产出的数据,计算各种CPK参数的数值,来评估制程的稳定性和能力水平。
CPK参数包括计算过程中的Cp、Cpk、Cpm等,下面将会详细介绍CPK 参数的计算和CPK报告的内容。
首先是CP参数,也称为过程能力指数。
Cp参数用来评估制程的稳定性,其计算公式为(CPU-CPL)/(6*σ),其中CPU为制程上限、CPL为制程下限,σ为制程标准差。
Cp参数的数值越大,表示制程的稳定性越好。
接下来是Cpk参数,也称为过程能力指数偏移量。
Cpk参数是CP参数的进一步扩展,用来评估制程的能力水平。
Cpk参数计算公式为min((CPU - μ) / (3 * σ), (μ - CPL) / (3 * σ)),其中CPU和CPL分别为制程上限和下限,μ为制程的平均值,σ为制程的标准差。
Cpk参数的数值越大,表示制程的能力水平越高。
最后是Cpm参数,也称为过程能力指数中心化。
Cpm参数结合了制程的稳定性和能力水平,其计算公式为Cp * K,其中K为制程中心偏移系数,计算公式为(K) = (X - T) / (6 * σ),其中X为制程平均值,T为制程目标值,σ为制程标准差。
Cpm参数的数值越大,表示制程的稳定性和能力水平越高。
CPK报告通常包含以下几个部分:1.制程参数概述:CPK报告会简要介绍评估的制程以及相关参数的计算方法。
2.数据收集和处理:报告会详细说明数据的收集方法和处理过程,例如采集的样本数量、采集间隔、样本的选取方法等。
3.CPK参数计算:报告会详细说明如何计算CPK参数,包括计算公式和计算过程。
4.结果分析和解释:通过计算出的CPK参数数值,报告会对制程的稳定性和能力水平进行分析和解释。
5.结论和建议:根据CPK参数的分析结果,报告会给出制程的总体评估,并提供改进和调整制程的建议。
smt制程能力分析报告:分析报告制程能力s mt smt制程怎么样smt制程怎么学好smt论坛篇一:SMT制程管理的重要性我对国外SMT厂家的多年,发现在SMT应用上,他们有多项工作做得不足够,其中一项是制造过程的管理工作。
早前,[电子工业]的主编和我谈到我以往系列文间提及的制程管理应用概念,相信国内厂家也会用得着。
因而我特写本篇来谈谈这方面的概念。
制程管理,译自英文中的Process Management一词。
由于我们把焦点放在SMT的制造技术上所以我把Process译成(即制造过程)。
其实Process Manage-ment所涵盖的范围更广。
本广只就SMT 制造有关的范围加以探讨。
从THT到SMT的管理需求变化制程管理,并不是专为SMT而同设的。
但要较成功的应用SMT 这门技术,正确的推行有必要的。
制程管理虽不是门新的管理技术,但它得人们认识、重视、有效应用并比SMT这门技术来早。
也正为这原因,许多由THT(插件技术)提升SMT的厂家并没有意识到在管理上需要做改革的工作。
在THT制造环境下,忽略制程管理并不会为制造商带来太大的问题;但对於SMT制造工作而言,尤其是进入微间距和采用现今BGA和倒装片(Flip-Chip)之类技术的情况下,制程管理是不可或缺的管理工具。
制程管理为何对SMT应用那么重要?回答这问题,们得了解THT和SMT之间存在许多不同的地方,尤以下下旬几项最为显著:1、微型化-SMT发展的动力,主要是突破旧有组装技术对产品微型化的限制。
由于THT本身的技术局限,不断提升微型化的程度。
2、质量因素-THT和SMT两者的组装技术不大相同,影响质量的因素也大分别。
虽然在许多方面,SMT组装质量已证实比THT 更及更可靠,但SMT保证中工作比THT较为复杂。
3、自动化-SMT的发明变带来了高度的自动化,此亦是SMT 生产效率比THT更高的原因。
以上三点所带出的信息是:SMT成品检查不易进行;成品寿命或可靠性的变化幅度大;制程工艺对成品的质量影响日益深刻;返修成本和代价高;即时诊断和改正生产误差的重要性提高等等。
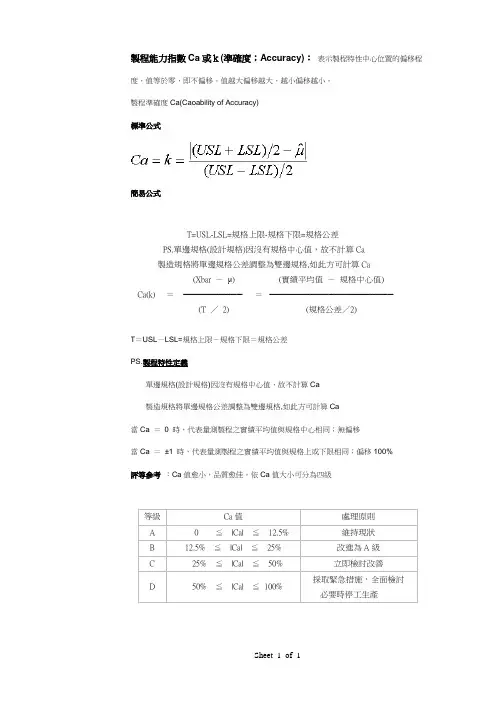
製程能力指數Ca或k(準確度;Accuracy):表示製程特性中心位置的偏移程度,值等於零,即不偏移。
值越大偏移越大,越小偏移越小。
製程準確度Ca(Caoability of Accuracy)
標準公式
簡易公式
T=USL-LSL=規格上限-規格下限=規格公差
PS.單邊規格(設計規格)因沒有規格中心值,故不計算Ca
製造規格將單邊規格公差調整為雙邊規格,如此方可計算Ca
(Xbar -μ) (實績平均值-規格中心值)
Ca(k) =──────────=─────────────────────
(T /2) (規格公差/2)
T=USL-LSL=規格上限-規格下限=規格公差
PS.製程特性定義
單邊規格(設計規格)因沒有規格中心值,故不計算Ca
製造規格將單邊規格公差調整為雙邊規格,如此方可計算Ca
當Ca =0 時,代表量測製程之實績平均值與規格中心相同;無偏移
當Ca =±1 時,代表量測製程之實績平均值與規格上或下限相同;偏移100%
評等參考:Ca值愈小,品質愈佳。
依Ca值大小可分為四級
Sheet 1 of 1。
cpk管控标准CPK(制程能力指数)是衡量制程稳定性和良率的一个重要指标。
在实际应用中,CPK 管控标准主要包括以下几个方面:1. 数据收集:进行 CPK 分析时,需确保数据来源可靠,涵盖的产品和过程具有代表性。
数据应包括生产过程中的关键参数,如尺寸、重量、时间等。
2. 数据分析:对收集到的数据进行统计分析,计算 CPK 值。
CPK 值反映了制程的稳定性和良率水平,不同行业的 CPK 要求可能有所不同。
通常情况下,CPK 值越高,表示制程能力越强。
3. 评级标准:根据 CPK 值的大小,对制程能力进行评级。
一般采用如下评级标准:- A级:CPK 值大于2.0,制程能力特优,不良率低,可考虑降低成本。
- B级:CPK 值在1.67至2.0之间,制程能力优良,状态稳定,但应尽力提升为A级状态。
- C级:CPK 值在1.33至1.67之间,制程能力一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为B级状态。
- D级:CPK 值小于1.33,制程能力差,不可接受。
4. 制程改进:根据 CPK 评级结果,针对不同级别的制程,采取相应的改进措施。
例如,对于C级和D级制程,应分析原因,改进设备、工装、量具和人员技能等方面,提高制程稳定性,争取提升至更高级别。
5. 持续关注:CPK 分析不是一次性的工作,而是需要持续关注和更新。
定期收集数据,重新进行 CPK 分析,以确保制程的稳定性和良率保持在目标水平。
总之,CPK 管控标准包括数据收集、数据分析、评级标准、制程改进和持续关注等方面。
通过这些标准,企业可以更好地管理制程能力,提高产品质量和竞争力。
制程能力指数Ca或k(准确度;Accuracy):表示制程特性中心位置的偏移程度,值等于零,即不偏移。
值越大偏移越大,越小偏移越小。
制程准确度Ca(Capability of Accuracy)标准公式简易公式T=USL-LSL=规格上限-规格下限=规格公差PS.单边规格(设计规格)因没有规格中心值,故不计算Ca制造规格将单边规格公差调整为双边规格,如此方可计算Ca(Xbar -μ) (实绩平均值-规格中心值)Ca(k) =──────=───────────(T /2) (规格公差/2)T=USL-LSL=规格上限-规格下限=规格公差单边规格(设计规格)因没有规格中心值,故不计算Ca制造规格将单边规格公差调整为双边规格,如此方可计算Ca当Ca =0 时,代表量测制程之实绩平均值与规格中心相同;无偏移当Ca =±1 时,代表量测制程之实绩平均值与规格上或下限相同;偏移100%评等参考:Ca值愈小,品质愈佳。
依Ca值大小可分为四级等级Ca值处理原则A0≦|Ca|≦12.5%维持现状B12.5%≦|Ca|≦25%改进为A级C25%≦|Ca|≦50%立即检讨改善D50%≦|Ca|≦ 100%采取紧急措施,全面检讨必要时停工生产制程精密度Cp(Capability of Precision)制程能力指数Cp、Pp、CPU、CPL(精密度;Precision):表示制程特性的一致性程度,值越大越集中,越小越分散。
或:双边能力指数(长期):双边绩效指数(短期):单边上限能力指数:单边下限能力指数USL:特性值之规格上限;即产品特性大于USL在工程上将造成不合格LSL:特性值之规格下限;即产品特性小于LSL在工程上将造成不合格:制程平均数估计值;即制程目前特性值的中心位置:制程标准差估计值;即制程目前特性值的一致程度PS.制程特性定义单边规格(设计规格)因没有规格上限或下限没有规格下限Cp =CPU =Cpk没有规格上限Cp =CPL = Cpk综合制程能力指数Cpk:同时考虑偏移及一致程度。

供應商制程能力控制水平調查表1.Incoming Quality Control1.1 Is the sampling plan for incoming inspection set with consideration of existing part and product quality level and target? 進料檢驗抽樣計畫是否有訂定品質(允收拒收)水準及目標?3210NA1.2 Is there a specific Inspection Instruction for a ll the parts to be inspected? Update on time? 是否有所有原物料之進料檢驗作業規範? 并及时更新?3210NA1.3 Are relevant and updated drawings, specs, and samples readily available to the inspector? 檢驗員是否有各原物料相關且最新版本之圖說,規格,樣品據以檢驗?3210NA1.4 檢驗作業規範中是否有包含所需機器﹑設備﹐以及重點管控事項及檢驗方法.3210NA1.5 Is there comprehensive inspection report for all inspection performed? 所有之檢驗情形是否均有納入檢驗報告?3210NA1.6 是否有對RoHS及非RoHS物料作區分及管控?3210NA1.7 Is the parts properly identified (source, P/N, description, quantity, etc.) when received? 元件是否有適當的識別(來源,料號,規格,數量等)?3210NA1.8 是否有就拒收批及產線,市場發現問題之原物料時開出SCAR﹐追蹤對策有效性?3210NA2.Warehouse2.1 暫收區之原物料是否擺放整齊有序?物料是否有適當標示﹐并在規定時間內轉入良品倉?3210NA2.2 拒收區之原物料是否有作明確標示?是否有及時處理?3210NA2.3 Whether there are temp.-humidity Control Standard and Conditions for warehouse? 倉庫是否有相關之溫度、濕度管制規範及條件?3210NA2.4 Whether there is Control on FIFO(First in ,first out)? 庫存品是否有(FIFO)先進先出管制?3210NA2.5 Whether dangerous materials is clearly identified and be separated? 危險材料是否有明顯標示﹐是否有區分放置?2.7 對于在庫品是否有作定期盤點?3210NA2.8 Whether dangerous materials is clearly identified and be separated? 危險材料是否有明顯標示﹐是否有區分放置?3210NA2.9 庫存品數量是否與系統賬或賓卡數量相符? 零数箱是否明确标识?3210NA3.Production Process-Flow3.1 首件检查是否有檢查線徑/种類/材質? wire漆是否損傷,被氧化?Bobbin/case不可有毛邊破損?3210NA3.2 繞線机張力設定是否按規格要求設定?繞線圈數/纏線角位/進出槽位,方向等是否受到管控?作業中是否有保護磁環和銅線不受損坏?3210NA3.3 Are the unnormal and scrap products marked and separated to storage in different area? 良品及不良品標示與區隔處理?3210NA3.4 Are the soldering temperature/time/flux according to spec? 焊錫溫度/時間/助焊劑是否有规范,实际是否符合要求? 焊锡的品质控制是否有效?3210NA3.5 Is there a check for the outset and number of circle o f tape if correct or not? 膠帶起始端,圈數是否正确? 胶带材质、颜色是否正确?3210NA3.6 测试是否有标准样品?3210NA3.7 What are scrap products marked and managed means? 不良品標示與處理方式?3210NA3.8 Are spec sheets including all the test items(Hipot..)? 测试SOP是否涵蓋所有測試項目?(Hi-pot)3210NA3.9 Are temperature and time of baking according to spec? 烘烤溫度,烘烤時間是否符合要求?3210NA3.10 Are temperature and time of baking controlled? 是否對烘烤的時間和溫度進行管控?3.12 Is the net board control prevent them from mixing to be used? 网板的管制能否防止网板混用?3210NA3.13 Are there use and inspection spec of scraper?Are the use and inspection of scraper meet spec? 是否有刮刀的使用/檢驗規范,使用檢驗是否符合要求?3210NA4.Failure Analysis Process4.1 Is there a document for the FA process? 失效分析流程有無文件規定?3210NA4.2 Are there enough equipments and training for FA? 有無足够的設備及教育培訓來支持FA?3210NA4.3 IQC、制程中的不良是否有FA,并追踪对策实施及有效性?3210NA4.4 Is the FA result used to corrective action?FA(Failure analysis) FA結果結果有否用於改善行動?3210NA4.5 Is there a procedure to validate the effect of FA? 有無程序驗證FA 的有效性?3210NA5.Outgoing Quality Control5.1 Is there an inspection Instruction for the specific product being audited? 各產品是否有製訂其檢驗規範?3210NA5.2 Is the WI readily available to the operator at the station? 各站是否均有作業規範供作業員使用? 作業規範是否有版次管制及更新?3210NA5.3 Does the WI list the machine and equipment settings to be used? 作業規範是否有明列各機器及設備的設定?3210NA5.4 Is the sampling plan set with considerat ion of existing outgoing quality level and target? 抽樣計畫是否有考量及OQL目標?3210NA5.5 Is there comprehensive inspection report for all inspection performed? 所有之檢驗是否有完整的檢驗報告?所有檢驗及測試所得到之量測數據是否均有納入檢驗報告?3210NA5.6 Is there a rework flow and procedure for lot rejected? 就拒收批是否有重工流程及程序? 并据此执行?3210NA5.7 Is there Indpection report to the Cus tomer? 出貨報告是否提供給客戶?3210NA6.Quality Control6.1 Is the inspector/operetor certified to perform the operation, or is he/she supervised by a certified inspector? 檢驗員/作业员是否合格及其指導員是否亦合格? 作业品质是否追踪及管制?3210NA6.2 Are all test equipment calibrated properly? 所有測試設備有否作定期校驗?3210NA6.3 Is there a comprehensive Preventive Mainte nance Plan and updated record? 是否有裝備保養計畫及記錄? 每日的设备点检完成。
制程能力指数cpk计算制程能力指数(Cpk)是一种用于评估制程稳定性和一致性的统计指标。
它是对制程过程的潜在变异性和规格限制之间的差异进行量化的方法。
Cpk值越高,说明制程过程越稳定,产品一致性越好,同时也意味着该制程过程满足规格限制的能力更强。
Cpk值的计算需要依赖制程数据,包括过程的上限规格(USL)、下限规格(LSL)以及制程的标准差(σ)。
根据统计学原理,Cpk的计算公式如下:Cpk = min((USL-μ)/(3σ), (μ-LSL)/(3σ))其中,μ表示过程的平均值。
Cpk值大于1表示制程能力良好,能满足规格要求。
Cpk值越接近于1.33,说明制程过程的能力越高。
制程能力指数的计算过程可以分为以下几个步骤:1. 收集制程数据:首先需要收集一定数量的制程数据,包括产品尺寸、重量、颜色等相关参数。
这些数据应该是随机采样得到的,以确保数据的代表性和可靠性。
2. 计算过程的平均值和标准差:根据收集到的数据,计算出制程过程的平均值和标准差。
平均值表示制程过程的中心位置,标准差表示制程过程的变异程度。
3. 确定规格限制:根据产品设计要求和市场需求,确定制程过程的上限规格和下限规格。
规格限制是产品质量的要求,制程过程必须在规格限制范围内才能被接受。
4. 计算Cpk值:根据上述公式,将制程过程的平均值、标准差和规格限制代入计算,得到Cpk值。
如果Cpk值大于1,说明制程能力良好;如果Cpk值小于1,说明制程能力不足,需要采取改进措施提高制程稳定性和一致性。
Cpk值的计算和评估可以帮助企业了解制程过程的稳定性和一致性,从而及时发现和解决潜在问题,提高产品质量和客户满意度。
对于制造型企业来说,制程能力指数是衡量生产能力和质量水平的重要指标之一。
除了Cpk值,还有其他一些与制程能力相关的指标,如Cp值、Ppk 值等。
Cp值是用于评估制程过程稳定性的指标,它只考虑了过程的平均值和标准差,而没有考虑规格限制。
CPK的介绍及计算Cpk (Process Capability Index )的定义:制程能力指数;Cpk的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
CPK的计算公式Ca (Capability of Accuracy):制程准确度;Cp (Capability of Precision) :制程精密度;注意: 计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。
Cpk等级评定及处理原则等级Cpk值处理原则A+≥1.67无缺点考虑降低成本A1.33≤Cpk<1.67状态良好维持现状B1.0≤Cpk<1.33改进为A级C0.67≤Cpk<1.0制程不良较多,必须提升其能力DCpk<0.67制程能力较差,考虑整改设计制程单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此时数据越接近上限或下限越好;双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm; USL (Upper Specification Limit):即规格上限;LSL (Low Specification Limit): 即规格下限;C (Center Line):规格中心;X=(X1+X2+……+Xn)/n 平均值;(n为样本数)T=USL-LSL:即规格公差;δ(sigma)为数据的标准差(Excel中的“STDEV”函数自动计算所取样数据的标准差(σ) )Ca (Capability of Accuracy):制程准确度;Ca 在衡量“实际平均值“与“规格中心值”之一致性;1.对于单边规格,不存在规格中心,因此也就不存在Ca;2.对于双边规格:Ca等级评定及处理原则:Cp (Capability of Precision) :制程精密度;Cp衡量的是“规格公差宽度”与“制程变异宽度”之比例;1. 对于只有规格上限和规格中心的规格:2.对于只有规格下限和规格中心的规格:3.对于双边规格:Cp等级评定及处理原则:Cpk总结为了方便大家计算CPK值,目前太友科技为广大朋友提供了免费CPK计算工具,无需安装,成功解压后即可使用,功能强大,是目前唯一一家提供免费破解版的 CPK计算工具,以后大家就不再需要把数据录入excel表格进行繁琐的计算了。