棉花加工工艺流程图及经济技术指标
- 格式:doc
- 大小:56.69 KB
- 文档页数:6
棉纺织生产工艺流程清棉工序1.主要任务:(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.主要机械的名称(1)混棉机械:自动抓包机,由于某种原因1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。
(2)棉箱机械:棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。
(3)43号棉箱(A092),开松小棉块,具有较好的均棉、松解作用。
(4)打手机械:①毫猪式开棉机(A036),进行较剧烈的开棉和除杂作用,清除破籽等中等杂质。
②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。
目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用)。
③A035混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂装置,有较好的混棉、开棉和除杂作用。
④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。
梳棉工序(普梳)1.主要任务(1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
(2)除杂:清除棉卷中的细小杂质及短绒。
(3)混合:使纤维进一步充分均匀混合。
(4)成条:制成符合要求的棉条。
2.主要机械名称和作用:(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。
齿尖将纤维带走,并转移给锡林。
(2)锡林、盖板①将经过刺辊松解的纤维进行自由分流,使之成为单纤维状态,具有均匀混合作用。
②除去纤维中残留的细小杂质和短绒。
③制成质量较好的纤维层,转移给道夫。
(3)道夫:①剥取锡林上的纤维,凝聚成较好的棉网。

棉纺工艺流程清棉工序1.主要任务(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.主要机械的名称(1)混棉机械(1)自动抓包机,由于某种原因1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。
(2)棉箱机械:棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。
(3)43号棉箱(A092),开松小棉块,具有较好的均棉、松解作用。
(4)打手机械:①毫猪式开棉机(A036),进行较剧烈的开棉和除杂作用,清除破籽等中等杂质。
②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。
目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用)。
③A035混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂装置,有较好的混棉、开棉和除杂作用。
④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。
梳棉工序1.主要任务(1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
(2)除杂:清除棉卷中的细小杂质及短绒。
(3)混合:使纤维进一步充分均匀混合。
(4)成条:制成符合要求的棉条。
2.主要机械名称和作用:(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。
齿尖将纤维带走,并转移给锡林。
(2)锡林、盖板①将经过刺辊松解的纤维进行自由分流,使之成为单纤维状态,具有均匀混合作用。
②除去纤维中残留的细小杂质和短绒。
③制成质量较好的纤维层,转移给道夫。
(3)道夫:①剥取锡林上的纤维,凝聚成较好的棉网。
②通过压辊及圈条装置,制成均匀的棉条。
技术经济指标加工1t锯齿棉的耗电量不大于115kw/h,皮辊棉的耗电量不大于150kw/h。
加工1t机采棉的耗电量不大于250kw/h。
打包1t皮棉耗电量小于185kw/h。
包装每吨皮棉耗钢丝(钢带、塑料捆扎带)、耗包布(塑料包装袋)见表1。
见表1 包装每吨皮棉耗钢丝(钢带、塑料捆扎带)、耗包布(塑料包装袋)材料类型钢丝/kg 钢带/kg 包布/㎡塑料捆扎带/kg 塑料包装袋/㎡消耗控制指标≤10 ≤12 ≤22 2.6±0.3 3.1±0.3棉花加工企业作业场所空气中粉尘浓度不大于10mg/m³,排向大气的粉尘浓度最高不超过120mg0m³。
作业场所噪声一般不得超过85 dB(A)。
籽棉回潮率与含杂率手摘棉籽棉规定回潮率应不大于10%,所收购的棉花回潮率大于10%的,应当进行晾晒、烘干等技术处理。
棉花标准含杂率,皮辊棉应不大于3.0%,锯齿棉应不大于2.5%。
机采棉籽棉规定回潮率应不大于13%,所收购的棉花回潮率大于13%的,应当进行晾晒、烘干等技术处理。
籽棉含杂率应不大于13%。
仓库和货场的设置1、每幢仓库最大允许占地面积:单层库为6000㎡,每1500㎡要设防火墙。
2、露天货场的总贮量如超过5000t宜分设堆场,每个堆场之间的防火间距为30米。
3、露天货场堆垛必须分组;每组不应超过8个棉垛,棉垛与棉垛之间的防火间距应不小于4m;组与组之间的防火间距应不小于10m,周围设有消防通道,保证畅通。
4、露天货场每个籽棉垛占地面积以不超过(14×20)㎡计:(280㎡),垛高不应超过8m。
籽棉垛场1、当各籽棉垛的温度超过38℃或籽棉回潮率超过12%是,要及时采取通风倒垛措施或者采取烘干措施或立即加工。
2、机采棉采用堆垛贮存时,堆垛高度不超过4m。
回潮率超过13%的机采棉应烘干后贮存或立即加工,定期测定机采棉籽棉垛内部温度,当温度超过33℃时,应立即采取通风倒垛措施或者采取烘干措施或立即加工。
我国的棉花加工工艺流程在我国,商品籽棉的加工主要由供销合作社系统的棉花加工厂承担;留种籽棉的加工主要由农业部门的棉花加工厂承担。
籽棉以人工采摘为主,机械采棉才开始在新疆少数地区试点。
手摘棉相对机摘棉而言,外附杂质较少,含水较低。
供销合作社系统现有棉花加工厂约2400多个,其生产模式大多是轧花----剥绒,产品是皮棉、短绒。
所谓轧花就是利用轧花机将长纤维与棉籽分离的工艺过程。
按工作原理来分,轧花机有两种类型,一是锯齿轧花机,二是皮辊轧花机。
锯齿轧花机是棉花加工厂规模生产的必备机具;皮辊轧花机目前主要用作收购棉花的检验机具及加工长绒棉。
所谓剥绒就是利用剥绒机将生着在棉籽上的短纤维与棉籽分离的工艺过程。
国内目前普遍使用锯齿剥绒机,锯齿剥绒工艺实行分道剥绒,连续生产,即先剥头道绒,再剥二道绒,最后剥三道绒。
棉花加工的工艺过程工艺过程是生产过程的主要部分。
棉花加工工艺过程是指,直接对籽棉进行加工,使之成为皮棉、短绒、棉籽的过程。
棉花加工工艺过程可分为三个工艺阶段,即准备阶段、加工阶段和成包阶段。
准备阶段采用烘干 (或加湿)、清理工艺方法,为后续加工提供含水适宜、充分松懈且清除了大部分外附杂质和部分原生杂质的籽棉。
加工阶段对籽棉、棉籽进行轧、剥,对皮棉、短绒进行清理,对不孕籽等下脚料进行清理回收,以获得棉花加工厂生产的各种产品。
成包阶段将单位体积重量很小的松散而富有弹性的皮棉、短绒压缩成型、包装、便于运输、储存和保管。
棉花加工工艺过程包括的主要工序有籽棉预处理、轧花、剥绒、下脚料清理回收、打包等。
棉花加工过程中出现的产量问题、质量问题、产量质量矛盾等问题必须从系统的角度去考察和分析,如“主机拿产量,辅机拿质量”就是用系统观点解决轧花产质量矛盾问题的很好办法。
皮棉加湿的方法及原理(一) 皮棉加湿的方法皮棉加湿的方法有很多种,按加湿装置的原理不同,可分为蒸汽加湿,高压喷雾加湿、超声波雾化加湿等等;按皮棉加湿的位置不同,可分为皮棉管中加湿、集棉机内加湿和皮棉滑道上加湿。
纯棉针织物加工工艺流程一、原料准备。
咱要开始纯棉针织物的加工之旅啦。
首先就是原料准备这个重要环节呢。
纯棉原料嘛,那可得好好挑选。
一般来说,要选择质量好的棉花,就像咱挑水果一样,得新鲜、饱满。
棉花的纤维长度、强度都是咱要考量的因素哦。
纤维长一点的,织出来的织物会更结实、更柔软呢。
为啥这么说呢?你想啊,长纤维就像长长的绳子,它们交织在一起肯定比短纤维更牢固,而且摸起来也更顺滑呀。
选好棉花后,就会把它们加工成棉条。
这个过程就像是把棉花搓成一根根粗粗的“面条”。
棉条的粗细均匀度也很重要呢,如果不均匀,后面织出来的布就会这儿厚那儿薄的,可不好看啦。
二、针织工序。
好啦,原料准备好,就到了超有趣的针织工序啦。
针织机可是这个环节的大明星哦。
它就像一个超级灵活的小工匠,有好多不同的针织方法呢。
最常见的就是纬编和经编啦。
纬编就像是横着织毛衣,一根纱线在机器的指挥下,左穿右插的,很快就织出了一片织物。
这种织法织出来的织物横向弹性特别好,就像咱们穿的T恤,一拉就有弹性,穿着可舒服啦。
经编呢,是竖着织的,它织出来的织物比较稳定,不容易变形,适合做一些比较精致的衣物或者装饰性的织物。
在针织的时候,针织机的速度和张力也要控制好哦。
速度太快,纱线可能就会断掉,就像跑步太快会摔倒一样。
张力太大呢,织物就会变得紧绷绷的,没有那种柔软的感觉啦。
这就需要操作人员有很丰富的经验,像个老司机一样稳稳地把控着针织机这个“小汽车”的速度和张力。
三、染色工序。
针织好的织物就像一个素颜的小美女,接下来就要给她上妆啦,也就是染色工序。
染色可是个技术活呢。
首先要选择合适的染料。
对于纯棉织物来说,活性染料是个很不错的选择。
为啥呢?因为活性染料和棉纤维的亲和力很强,就像好朋友一样紧紧地结合在一起,染出来的颜色鲜艳又牢固。
在染色的时候,要把织物放进染缸里,就像把小美女放进大浴缸一样。
染缸里的温度、染料的浓度、染色的时间都要严格控制。
温度高一点或者低一点,染出来的颜色可能就会不一样哦。
棉型织物织造工艺流程
棉织物由经纱和纬纱组成,所以织造前应先纺纱,经纱和纬纱的制作工艺不同,具体步骤如下:
(1)络筒:由清纱器清除纱线表面有害疵点,络成容量较大,成型良好,质量符合要求的筒子纱。
(2)整经:将一定根数的经纱集成片纱,按一定长度整齐平行地卷绕在移经轴上。
(3)浆纱:将若干个整经轴上的经纱并成一片,将其浸入浆液,并烘干,使浆料浸入并包覆纱线,增加纱线的强度和伏贴毛羽,以适应织造生产。
(4)直接纬纱:由细纱机纺出的纫纱卷绕在纬管上:直接供织造小产。
(5)间接纬纱:将细纱络成筒子纱,经卷纬织成纾子,供织造生产。
(6)定捻:为防止纬缩疵点,通常纬纱经热湿定捻,待其捻度稳定后再使用。
(7)织造:用不同的织机,采用不同的组织和上机参数,将经、纬纱织成不同风格织物的过程。

棉花加工步骤有哪些,棉花的生育期棉花加工具体分为准备阶段,加工阶段,成包阶段。
1、准备阶段:采用烘干(或加湿)、清理工艺方法,得到的是水分合适,大部分附着杂质以及部分原生杂质被清除的籽棉。
2、加工阶段:对籽棉、棉籽进行轧花、剥绒,对短绒、皮棉进行清理,对不孕籽等下脚料进行清理回收。
3、成包阶段:对单位体积重量极小,松散而富有弹性的皮棉、短绒进行压缩、包装处理。
一、棉花加工步骤有哪些1、棉花加工工艺过程指的是对籽棉进行加工处理,使其变成皮棉、短绒、棉籽的过程。
具体可分为准备阶段,加工阶段以及成包阶段。
2、准备阶段:在该阶段中,采用烘干(或加湿)、清理工艺方法,为后续加工过程提供水分合适,充分松懈,大部分附着杂质以及部分原生杂质被清除的籽棉。
3、加工阶段:在该阶段中,主要是对籽棉、棉籽进行轧花(利用轧花机将长纤维与棉籽分离)、剥绒(利用剥绒机将生着在棉籽上的短纤维与棉籽分离),对短绒、皮棉进行清理,对不孕籽等下脚料进行清理回收。
4、成包阶段:在该阶段中,主要是对单位体积重量极小,松散而又富有弹性的皮棉、短绒进行压缩处理,然后包装起来,方便运输、储存和保管。
二、棉花的生育期1、生育期特早熟品种,生育期在110天以下。
早熟品种,生育期为110-120天。
中早熟品种,生育期为120-135天。
中熟品种,生育期为135-145天。
中晚熟、晚熟品种,生育期在145天以上。
2、生育时期(1)播种出苗期:指的是从播种至出苗的这段时间。
子叶出土并完全展开称之为出苗,而全田50%左右的种子出苗时称之为出苗期。
(2)苗期:指的是从出苗期至现蕾期的这段时间。
棉花植株第一个幼蕾的苞叶长至3mm左右时,称之为现蕾,而全田有50%棉花植株现蕾时,称之为现蕾期。
(3)蕾期:指的是从现蕾期至开花期的这段时间。
全田50%棉花植株的第一果枝上第一果节的第一朵花开放时称之为开花期。
(4)花铃期:指的是从开花期至吐絮期的这段时间。
棉花植株第一果枝第一国节上的棉铃裂开,各室均现絮称之为吐絮,而全田50%棉花植株吐絮时,称之为吐絮期。

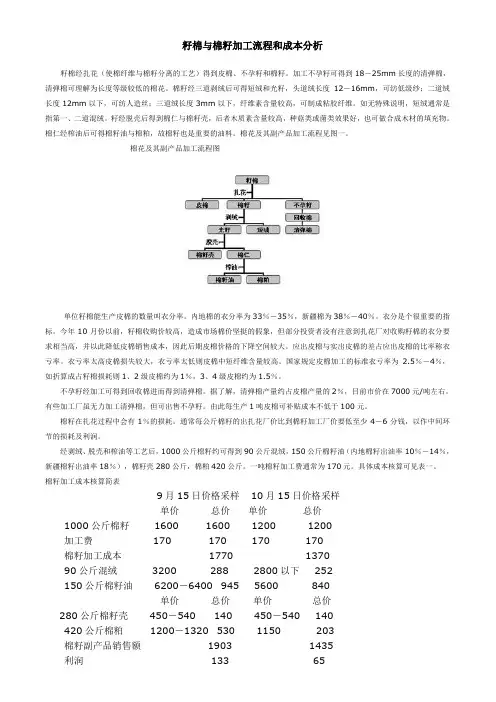
籽棉与棉籽加工流程和成本分析籽棉经扎花(使棉纤维与棉籽分离的工艺)得到皮棉、不孕籽和棉籽。
加工不孕籽可得到18-25mm长度的清弹棉,清弹棉可理解为长度等级较低的棉花。
棉籽经三道剥绒后可得短绒和光籽,头道绒长度12-16mm,可纺低级纱;二道绒长度12mm以下,可纺人造丝;三道绒长度3mm以下,纤维素含量较高,可制成粘胶纤维。
如无特殊说明,短绒通常是指第一、二道混绒。
籽经脱壳后得到棉仁与棉籽壳,后者木质素含量较高,种菇类或菌类效果好,也可做合成木材的填充物。
棉仁经榨油后可得棉籽油与棉粕,故棉籽也是重要的油料。
棉花及其副产品加工流程见图一。
棉花及其副产品加工流程图单位籽棉能生产皮棉的数量叫衣分率。
内地棉的衣分率为33%-35%,新疆棉为38%-40%。
衣分是个很重要的指标。
今年10月份以前,籽棉收购价较高,造成市场棉价坚挺的假象,但部分投资者没有注意到扎花厂对收购籽棉的衣分要求相当高,并以此降低皮棉销售成本,因此后期皮棉价格的下降空间较大。
应出皮棉与实出皮棉的差占应出皮棉的比率称衣亏率。
衣亏率太高皮棉损失较大,衣亏率太低则皮棉中短纤维含量较高。
国家规定皮棉加工的标准衣亏率为 2.5%-4%,如折算成占籽棉损耗则1、2级皮棉约为1%,3、4级皮棉约为1.5%。
不孕籽经加工可得到回收棉进而得到清弹棉。
据了解,清弹棉产量约占皮棉产量的2%,目前市价在7000元/吨左右。
有些加工厂虽无力加工清弹棉,但可出售不孕籽。
由此每生产1吨皮棉可补贴成本不低于100元。
棉籽在扎花过程中会有1%的损耗。
通常每公斤棉籽的出扎花厂价比到棉籽加工厂价要低至少4-6分钱,以作中间环节的损耗及利润。
经剥绒、脱壳和榨油等工艺后,1000公斤棉籽约可得到90公斤混绒,150公斤棉籽油(内地棉籽出油率10%-14%,新疆棉籽出油率18%),棉籽壳280公斤,棉粕420公斤。
一吨棉籽加工费通常为170元。
具体成本核算可见表一。
棉籽加工成本核算简表9月15日价格采样10月15日价格采样单价总价单价总价1000公斤棉籽1600 1600 1200 1200加工费170 170 170 170棉籽加工成本1770 137090公斤混绒3200 288 2800以下252150公斤棉籽油6200-6400 945 5600 840单价总价单价总价280公斤棉籽壳450-540 140 450-540 140420公斤棉粕 1200-1320 530 1150 203棉籽副产品销售额1903 1435利润133 65由表一可见,棉籽油及棉粕售价要占棉籽副产品价格的75%左右,而混绒售价只占棉籽副产品售价的15%左右,可见影响棉籽收购价主要是油料及饲料市场走势。
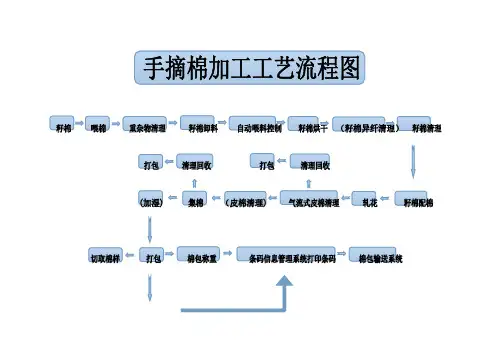
机采棉加工生产流程
机采棉加工生产流程是指将采摘下来的棉花进行一系列的加工处理,以获得用于纺织等领域的优质棉纤维。
该生产流程主要包括以下几个步骤:
1. 棉花清理:将采摘下来的棉花进行清洗、分离杂质等处理,以去除其中的杂质和不纯物质。
2. 精梳:将清洗好的棉花送入精梳机进行加工处理,以分离出纤维较细的棉花,获得较高品质的棉纤维。
3. 干燥:将精梳后的棉纤维进行干燥处理,以使其含水量降至一定水平,以便后续的加工处理。
4. 轧棉:将干燥后的棉纤维送入轧棉机进行加工处理,压缩成棉花板或棉花袋等形式。
5. 梳理:将棉花板或棉花袋等形式的棉纤维进行梳理,以进一步分离纤维并去除其中的杂质。
6. 选剔:经过梳理后的棉纤维进行选剔处理,去除其中的短纤维、杂质和异物等,以获得较高品质的棉纤维。
7. 包装:将选剔后的棉纤维进行包装处理,以便于储存和运输。
包装方式有纸箱、编织袋、集装袋等。
以上就是机采棉加工生产流程的主要步骤,不同的厂家可能会在其中加入一些其他的环节,但总体的流程和步骤是相似的。
该流程不仅可以提高棉花的质量和纤维长度,还可以将棉花的产值提高到更高的水平。
棉花加工工艺流程及车间安全操作规程一、概述棉花加工工艺过程可分为三个工艺阶段,即准备阶段、加工阶段和成包阶段。
准备阶段采用烘干(或加湿)、清理工艺方法,为后续加工提供含水适宜、充分松懈且清除了大部分外附杂质和部分原生杂质的籽棉。
加工阶段对籽棉、棉籽进行轧、剥,对皮棉、短绒进行清理,对不孕籽等下脚料进行清理回收,以获得棉花加工厂生产的各种产品。
成包阶段将单位体积重量很小的松散而富有弹性的皮棉、短绒压缩成型、包装,便于运输、储存和保管。
棉花加工工艺过程中出现的产量问题、质量问题、产量质量矛盾等问题必须从系统的角度去考察和分析,如“主机拿产量,辅机保质量”就是用系统观点解决轧花产量质量矛盾问题的很好办法。
籽棉通大气阀重杂物分离器分离器储棉厢烘干塔风机闭风器六滚籽棉清理机烘干塔六滚籽棉清理机回收车间不孕籽不孕籽籽棉清理机配棉绞龙气流皮清机锯齿皮清机轧花机锯齿皮清机打包机集棉机二、工艺流程1.重杂分离当籽棉随气流进入重杂物沉积器时,籽棉中的重杂物因重量较籽棉大,所以惯性也大,继续按原由的运动方向运动,直至撞到圆)锥筒的侧壁。
加之沉降室过流断面积的突然扩大,气流速度显著下降,只有籽棉能被悬浮带走,重杂物只能向下坠落。
2.籽棉清理籽棉清理是指利用各种清理设备清除籽棉中所含杂质(包括原生杂质和外附杂质)工序的总称1)(籽棉清理的作用, 减少机件磨损, 提高皮棉质量, 避免火灾事故, 减少落棉损失, 改变籽棉组成成分比例2)(籽棉清理的方法籽棉中含有的各种类型杂质,其颗粒大小、表面状态、密度、弹性、硬度及空气动力学性质等与籽棉不相同。
籽棉清理就是借助了籽棉与杂质之间物理性质的差异来实现的。
籽棉清理方法主要有气流法和机械作用法。
气流法是利用籽棉与杂质在颗粒大小、质量及空气动力学性质(主要是悬浮速度)上的差别,借助于气流式清理设备——重杂物沉积器将密度大于籽棉的杂质从籽棉中分离出去。
机械作用法是利用籽棉与杂质颗粒大小、表面状态、密度、弹性、硬度等的差别,借助于刺钉滚筒或锯齿滚筒与有关工作部件的配合,将密度大于或小于籽棉的杂质从籽棉中分离出去。
棉花加工步骤有哪些,棉花的生育期回答棉花加工具体分为准备阶段,加工阶段,成包阶段。
1、准备阶段:采用烘干(或加湿)、清理工艺方法,得到的是水分合适,大部分附着杂质以及部分原生杂质被清除的籽棉。
2、加工阶段:对籽棉、棉籽进行轧花、剥绒,对短绒、皮棉进行清理,对不孕籽等下脚料进行清理回收。
3、成包阶段:对单位体积重量极小,松散而富有弹性的皮棉、短绒进行压缩、包装处理。
一、棉花加工步骤有哪些1、棉花加工工艺过程指的是对籽棉进行加工处理,使其变成皮棉、短绒、棉籽的过程。
具体可分为准备阶段,加工阶段以及成包阶段。
2、准备阶段:在该阶段中,采用烘干(或加湿)、清理工艺方法,为后续加工过程提供水分合适,充分松懈,大部分附着杂质以及部分原生杂质被清除的籽棉。
3、加工阶段:在该阶段中,主要是对籽棉、棉籽进行轧花(利用轧花机将长纤维与棉籽分离)、剥绒(利用剥绒机将生着在棉籽上的短纤维与棉籽分离),对短绒、皮棉进行清理,对不孕籽等下脚料进行清理回收。
4、成包阶段:在该阶段中,主要是对单位体积重量极小,松散而又富有弹性的皮棉、短绒进行压缩处理,然后包装起来,方便运输、储存和保管。
二、棉花的生育期1、生育期特早熟品种,生育期在110天以下。
早熟品种,生育期为110-120天。
中早熟品种,生育期为120-135天。
中熟品种,生育期为135-145天。
中晚熟、晚熟品种,生育期在145天以上。
2、生育时期(1)播种出苗期:指的是从播种至出苗的这段时间。
子叶出土并完全展开称之为出苗,而全田50%左右的种子出苗时称之为出苗期。
(2)苗期:指的是从出苗期至现蕾期的这段时间。
棉花植株第一个幼蕾的苞叶长至3mm左右时,称之为现蕾,而全田有50%棉花植株现蕾时,称之为现蕾期。
(3)蕾期:指的是从现蕾期至开花期的这段时间。
全田50%棉花植株的第一果枝上第一果节的第一朵花开放时称之为开花期。
(4)花铃期:指的是从开花期至吐絮期的这段时间。
棉花植株第一果枝第一国节上的棉铃裂开,各室均现絮称之为吐絮,而全田50%棉花植株吐絮时,称之为吐絮期。
技术经济指标
加工1t锯齿棉的耗电量不大于115kw/h,皮辊棉的耗电量不大于150kw/h。
加工1t机采棉的耗电量不大于250kw/h。
打包1t皮棉耗电量小于185kw/h。
包装每吨皮棉耗钢丝(钢带、塑料捆扎带)、耗包布(塑料包装袋)见表1。
见表1 包装每吨皮棉耗钢丝(钢带、塑料捆扎带)、耗包布(塑料包装袋)
材料类型钢丝/kg 钢带/kg 包布/㎡塑料捆扎带/kg 塑料包装袋/㎡
消耗控制指标≤10 ≤12 ≤22 2.6±0.3 3.1±0.3
棉花加工企业作业场所空气中粉尘浓度不大于10mg/m³,排向大气的粉尘浓度最高不超过120mg0m³。
作业场所噪声一般不得超过85 dB(A)。
籽棉回潮率与含杂率
手摘棉
籽棉规定回潮率应不大于10%,所收购的棉花回潮率大于10%的,应当进行晾晒、烘干等技术处理。
棉花标准含杂率,皮辊棉应不大于3.0%,锯齿棉应不大于2.5%。
机采棉
籽棉规定回潮率应不大于13%,所收购的棉花回潮率大于13%的,应当进行晾晒、烘干等技术处理。
籽棉含杂率应不大于13%。
仓库和货场的设置
1、每幢仓库最大允许占地面积:单层库为6000㎡,每1500㎡要设防火墙。
2、露天货场的总贮量如超过5000t宜分设堆场,每个堆场之间的防火间距为30米。
3、露天货场堆垛必须分组;每组不应超过8个棉垛,棉垛与棉垛之间的防火间距应不小于4m;组与组之间的防火间距应不小于10m,周围设有消防通道,保证畅通。
4、露天货场每个籽棉垛占地面积以不超过(14×20)㎡计:(280㎡),垛高不应超过8m。
籽棉垛场
1、当各籽棉垛的温度超过38℃或籽棉回潮率超过12%是,要及时采取通风倒垛措施或者采取烘干措施或立即加工。
2、机采棉采用堆垛贮存时,堆垛高度不超过4m。
回潮率超过13%的机采棉应烘干后贮存或立即加工,定期测定机采棉籽棉垛内部温度,当温度超过33℃时,应立即采取通风倒垛措施或者采取烘干措施或立即加工。
棉籽剥绒
1、棉籽应分道剥绒,剥三道绒后棉籽残绒率应小于3.5%。
2、加工后作为种子的棉籽破碎率应小于5%,加工后作为榨油用的棉籽破碎率应小于8%。
皮棉堆场
1、露天货场每个皮棉棉包垛占地面积应不超过150㎡,垛高不应超过8m,垛与垛之间的防火间距应不小于2m,
每组不超过8个垛,组与组之间的防火间距应不小于10m,离围墙应不小于5m。
2、皮棉棉包库内堆垛,垛高距房梁应不小于1m。
垛与垛之间应留出必要的通道。
主要通道宽度应不小于2m,
其他通道应不小于1.5m,垛距墙应不小于0.5m,垛距柱应不小于0.2m。