重复性和再现性分析报告
- 格式:xlsx
- 大小:21.86 KB
- 文档页数:2
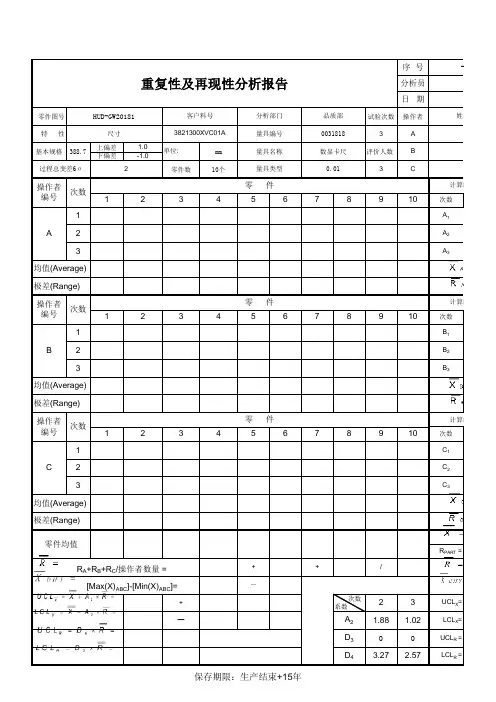
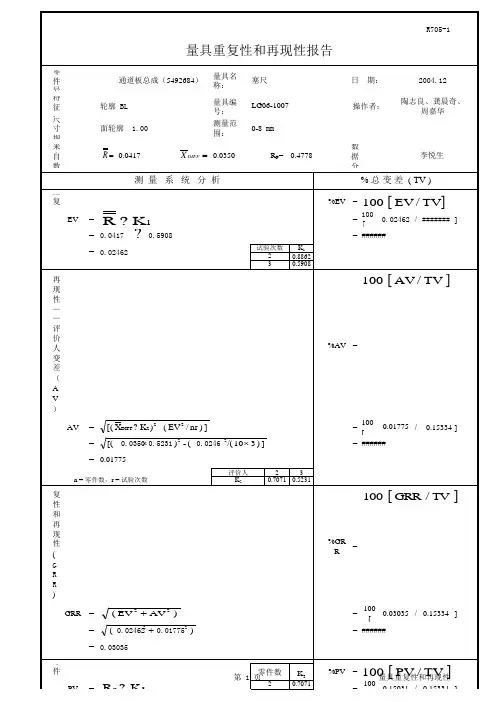
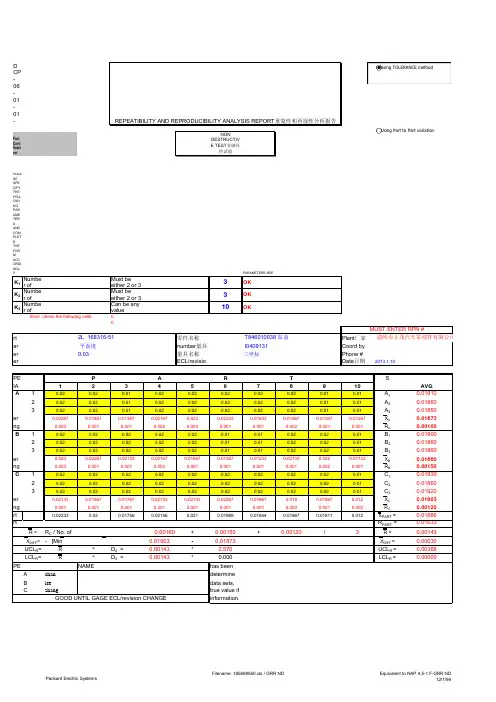
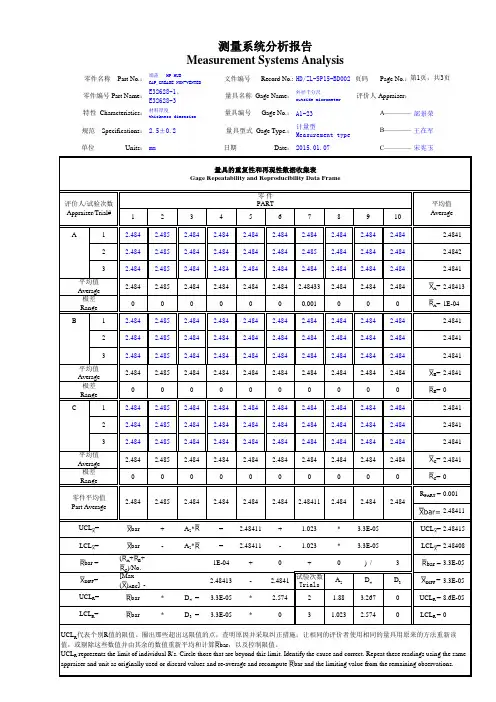
XP=EV=EV=AV=AV=R&R=R&R=PV=PV=TV=TV=XA=RA=XB=RB=XC=RC= 测量人A测量人B测量人C设备变差EV人员变差AV测量变差R&R零件变差PV结论 总变差TV(R&R2+PV2)1/2ndc=1.41*PV/R&R ndc= Rp×K3PV%=100*[ PV / TV ]%PV%=100*[5.15* PV/Tolerance ]% PV%= PV%= (EV2+AV2)1/2R&R%=100*[ R&R / TV ]%R&R%=100*[5.15* R&R/Tolerance ]% R&R%= R&R%= [(XDIFF×K2)2-(EV2/nr)]1/2AV%=100*[ AV / TV ]%AV%=100*[5.15* AV/Tolerance ]% AV%= AV%= 测量系统变差分析基于测量过程总变差分析基于产品特性公差要求分析 R × K1EV%=100*[ EV / TV ]%EV%=100*[5.15* EV/Tolerance ]% EV%= EV%= 均值控制限X= UCLX= LCLX= 主要统计特性值R= RP= XDIFF= 极差控制限R= UCLR= LCLR= 零件平均值 极差R 第3次第2次第1次极差R 第3次第2次第1次极差R 第3次第2次第1次被测参数量具精度公差上限公差下限 编号测量人12345678910计算结果重复性和再现性分析报告零件名称量具名称测量人员零件编号量具编号测量日期审批
XDIFF不同测量人之间的极差RP不同零件之间的极差ndc对零件的分辨力,通常要求为5以上结论在10%以下,可以接受;10-30%,视测量参数的重要性,改进成本考虑是否接受;30%以上,不接受.作业说明:1.测量系统:由测量的人员,量具,零件,方法和环境组成的系统.2.R&R:重复性和再现性,重复性是指同一个连续测量的变差;再现性是指不同的人之间的测量的变差.3.分析时机:新量具,量具改进后.4.分析人员:现场测量人员(可以是检验员或作业员).5.测量环境:实际会测量的环境,一般指现场.6.测量方法:对测量手顺的说明.7.分析程序:7.1取样:取5-10个零件,从1-10进行编号(对于FORD,需取胜10个零件).7.2试验人数和次数:试验次数为2次或3次,试验人数为2人或3人UCLR极差的控制上限,超出时,过程不受控LCLR每个人测量次数在7人以下时为0X所有零件的平均值UCLX平均值的上控制限,一般70%以上的落在上下控制限以外LCLX平均值的下控制限,一般70%以上的落在上下控制限以外公差下限被测参数的公差下限编号对所需要测量的零件进行编号,通常为1-10测量人所进行测量系统分析的人员数据区根据测量人不同次数不同零件填写到对应的数据区R测量人极差的平均值量具精度量具的最小分辨刻度测量人员进行测量系统分析的人员通常为2-3人测量日期所进行测量系统分析时间审批报告的审批人员,通常为品保部经理公差上限被测参数的公差上限零件名称以立项申请表中的零件名称为准零件编号以立项申请表中的零件编号为准被测参数所要测量的产品特性值,如尺寸量具名称所进行测量系统分析的量具名称,如检具+尖角塞尺量具编号所进行测量系统分析的量具编号