低压成套开关设备工厂检查相关要求
- 格式:pptx
- 大小:2.22 MB
- 文档页数:30


龙源期刊网
低压成套开关设备企业在CCC认证工厂检查中存在的问题及对策
作者:马炳勤
来源:《中国科技博览》2014年第26期
摘要:CCC认证是为加强产品质量管理、保护消费者人身安全,依据法律法规行使的一种产品企业合格评定制度,其中关键环节是工厂检查,包括采购与关键元器件和材料、例行检验、确认检验、认证产品一致性等各方面的检查。本文主要对低压成套开关设备企业在CCC认证工厂检查存在的问题进行分析,并为问题的解决提出有效对策,确保低压成套开关设备企业的的质量保证能力。
关键词:低压成套开关设备;3C认证;问题;对策
CCC认证的英文全称为China Compulsory Certification,即中国强制认证,一般简称3C。在2002年,我国第一批实施的强制认证产品是低压成套开关设备。而在1989年,经行业实施管理,就通过红、绿、黄三种方式对低压成套开关设备实施生产整顿认证,其后又经过了全国统一质量监督检查。[1]经过一系列措施后,低压成套开关设备企业的产品质量得以完善。然而,由于薄弱的监督管理机制仍使一些低劣电器产品进入市场,致使一些财产损失事故与人身伤亡事故。因此,需要进一步完善监督管理机制,确保认证工作的有效性。CCC认证要求企业必须建立一套行之有效的质量保证能力体系,才能确保企业持续、稳定地生产出符合标准和认证要求的产品。对企业来讲,工厂检查就是对企业质量保证能力和产品一致性的检查。
一、低压成套开关设备企业在CCC认证工厂检查中的问题
(一)、过于简单的CCC标志的使用管理制度
在CCC认证工厂中,应确保标志发放、加贴、申领的严谨性,使CCC认证标志的产品符合认证标准。CCC标志的使用管理应明确详细的规定,如标志的购买、保管、发放、使用、记录、存档等。但是,CCC标志的使用管理制度常常过于简单,存在没有使用记录、无标志的购买记录、企业标志滥用、企业的使用记录混乱等问题,影响低压成套设备企业在CCC认证工厂的检查。
. 中国质量认证中心产品认证体系文件
CQC/16流程0208(0301-0304,0328)-2008
低压成套开关设备类产品
工厂检查作业指导书
第 二 版
受控状态: 受控
受控编号:
编制: 刘川峰(成都分中心)
审核: 林学栋
批准: 陈 伟
2008年9月15日发布 2008年11月15
日实施 CQC/16流程0208(0301-0304,0328)-2008
低压成套开关设备类产品工厂检查作业指导书
修订次数:0 修订日期: 第 2 页 共 27 页 .修订次数 修订日期 修改内容/原因 更改人 审核人 批准人
CQC/16流程0208(0301-0304,0328)-2008
低压成套开关设备类产品工厂检查作业指导书
修订次数:0 修订日期: 第 3 页 共 27 页
.1 目的
为了规范工厂现场检查工作中对关键元器件和材料定期确认检验、申
证产品的例行检验和确认检验、运行检查、现场指定试验、产品一致性检
查等内容的检查要求,确保检查有效性和检查要求的一致性,特制订本工
厂检查作业指导书。
2 范围
适用于低压成套开关设备(工厂界定编码:0301)、母线槽(工厂界定
编码:0302)、建筑工地用成套设备(工厂界定编码:0303)、配电板及动
力配电网用电缆分线箱(工厂界定编码:0304)、低压无功功率补偿装置(工
厂界定编码:0328)等产品的工厂现场检查。
3 职责
3.1检查员负责按文件要求实施工厂现场检查;
3.2工厂检查部/产品认证部/分中心负责对检查员的现场检查活动进行
指导、监督。
CQC/16流程0208(0301-0304,0328)-2008
低压成套开关设备类产品工厂检查作业指导书
修订次数:0 修订日期: 第 4 页 共 27 页
.4 内容
4.1、关键元器件和材料定期确认检验控制要求
依据:CNCA—01C—010:2007 产品种类编码:0301 产品名称:低压成套开关设备 工厂种类编码: 0301,0302,0303,
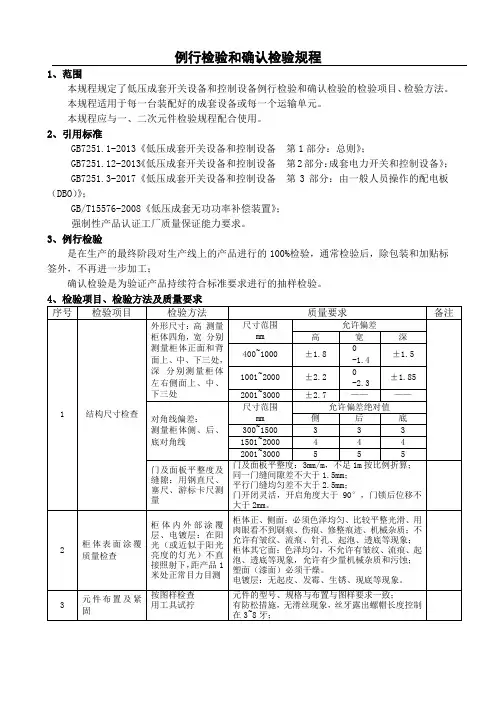
例行检验和确认检验规程
1、范围
本规程规定了低压成套开关设备和控制设备例行检验和确认检验的检验项目、检验方法。
本规程适用于每一台装配好的成套设备或每一个运输单元。
本规程应与一、二次元件检验规程配合使用。
2、引用标准
GB7251.1-2013《低压成套开关设备和控制设备 第1部分:总则》;
GB7251.12-2013《低压成套开关设备和控制设备 第2部分:成套电力开关和控制设备》;
GB7251.3-2017《低压成套开关设备和控制设备 第3部分:由一般人员操作的配电板(DBO)》;
GB/T15576-2008《低压成套无功功率补偿装置》;
强制性产品认证工厂质量保证能力要求。
3、例行检验
是在生产的最终阶段对生产线上的产品进行的100%检验,通常检验后,除包装和加贴标签外,不再进一步加工;
确认检验是为验证产品持续符合标准要求进行的抽样检验。
4、检验项目、检验方法及质量要求 序号 检验项目 检验方法 质量要求 备注
1 结构尺寸检查 外形尺寸:高 测量柜体四角,宽 分别测量柜体正面和背面上、中、下三处,深 分别测量柜体左右侧面上、中、下三处 尺寸范围
mm 允许偏差
高 宽 深
400~1000 ±1.8 0
-1.4 ±1.5
1001~2000 ±2.2 0
-2.3 ±1.85
2001~3000 ±2.7 —— ——
对角线偏差:
测量柜体侧、后、底对角线 尺寸范围
mm 允许偏差绝对值
侧 后 底
300~1500 3 3 3
1501~2000 4 4 4
2001~3000 5 5 5
门及面板平整度及缝隙:用钢直尺、塞尺、游标卡尺测量 门及面板平整度:3mm/m,不足1m按比例折算;
同一门缝间隙差不大于1.5mm;
平行门缝均匀差不大于2.5mm;
门开闭灵活,开启角度大于90°,门锁后位移不大于2mm。
2 柜体表面涂覆质量检查 柜体内外部涂覆层、电镀层:在阳光(或近似于阳光亮度的灯光)不直接照射下,距产品1米处正常目力目测 柜体正、侧面:必须色泽均匀、比较平整光滑、用肉眼看不到刷痕、伤痕、修整痕迹、机械杂质;不允许有皱纹、流痕、针孔、起泡、透底等现象;
宁夏力成电气集团公司 检验文件 3CJ/LC-05-2006C 01
宁夏力成电气集团公司企业标准
3CJ/LC-05-2006C01
产品例行检验和确认检验规程
2009-01-10 发布 _______________________________________ 2009-01-10 实施
宁夏力成电气集团有限公司 发布 共18页 第1页
产品例行检验和确认检验规程
1、目的
A、 对产品进行例行检验,剔出产品在加工过程中可能对产品生产的偶然性 损伤,确保最终产品满足规定要求;
B、 对产品进行确认检验,提供认证产品持续满足认证标准要求的证据,从 而验证工厂质量保证能力的稳定性。
2、 范围
适用于公司低压成套开关设备、配电板(箱)认证产品的例行检验和确认检 验。
3、 职责
3.1质检部负责产品的例行检验和确认检验。
3.2生产车间配合检验。
4、 例行检验
例行检验是在生产的最终阶段对生产线上的产品进行 100%检验,通常检验
后,除包装盒加贴标签外,不再进一步加工。
4.1配电板(箱)例行检验(出厂检验)
4.1.1检验数量:全数检验
4.1.2检验论据
GB7251.3-2006《低压成套开关设备和控制设备》第三部分:对非专业人员 可进入场地的低压成套开关设备和控制设备——配电板的特殊要求。
4.1.3检验项目及内容 1)外观检验
A、外形尺寸是否符合图样要求;
B、 喷涂是否平整、光滑、有无流痕;
C、 铭牌标志安装位置是否正确、内容是否符合产品标准要求,
2) 使用 的关键兀器件、、关键材料是否有 3C 标志。 资料来源产品例行检验和确认检验规程提出部门 标记处数更改文件号签字 日期 编 制
校对 标准化 审定 批准
宁夏力成电气集团公司 检验文件 3CJ/LC-05-2006C 01 共18页 | 第◎页
标记处数更改文件号 签字 日期 标记 处数更改文件号 签字 日期