数码打样标准化操作流程
- 格式:pdf
- 大小:961.27 KB
- 文档页数:15
1、目的:为明确打样订单操作流程,能够更加完善打样室系统操作,使得后续技术工作进展顺利,能更好的为公司的生产服务。
2、范围:成品及套子新样品打样,原材料式样等。
3、流程:3.1 技术部收到新样品打样通知后确定打样意向。
其中包括:1)收到美国JFI 的打样要求;2)收到进出口部有成品或套子的新款订单的通知;3)JCH自己研发的新款打样。
3.2 技术部确定打样新款后,对其进行新款式命名,填写[客服订单]后交给进出口部订单录入员,录入ERP系统后形成[销售订单]。
3.3 [销售订单]形成后,由技术部打样室统计员建BOM (预估原材料清单)后,再由网络管理人员进行BOM的使用。
3.4 进出口部主管进行订单的一审,采购部经理进行订单的二审,最终由计划部经理进行订单的三审。
3.5 计划部依据[销售订单]开[生产通知单(打样、寄样、修补)],之后由技术部打出[生产领料单]到仓库领取原材料。
3.6 进行新款打样,参照《新产品设计和开发管理办法》操作。
3.7 打样完成后由统计员对新样品做入库工作,录入ERP系统打样室仓。
3.8 样品的调拨及出库:3.8.1成品到样品仓、成品仓、狐狸城仓。
得到样品需要调拨的通知后,技术部在系统中做调拨,并打印[调拨单],相关人员签字后,由对应部门的系统仓库负责人对[调拨单]进行审核。
如需出库,由成品包装仓库负责做销售出库。
3.8.2 样套:空运(UPS)到美国JFI。
由技术部打样室统计员直接在系统中操作出库,并填写[套子出库明细记录表]。
3.8.3技术部打样室在每月月底时须进行打样室仓样品盘点工作。
4补充说明:4.1 如遇到样品需要换套子时,要重新下销售订单,并在销售订单中注明是在某订单基础上换套子。
1换下来的皮套、布套需保留或处理掉(也可考虑重复利用),并在[样品沙发更换套子记录表]中做记录。
4.2 有些款式在三人位或一人位已经打样,两人位无需打样,只需放样板的情况下,要下达打样客服订单,但要在订单中注明只放样板不做样品。
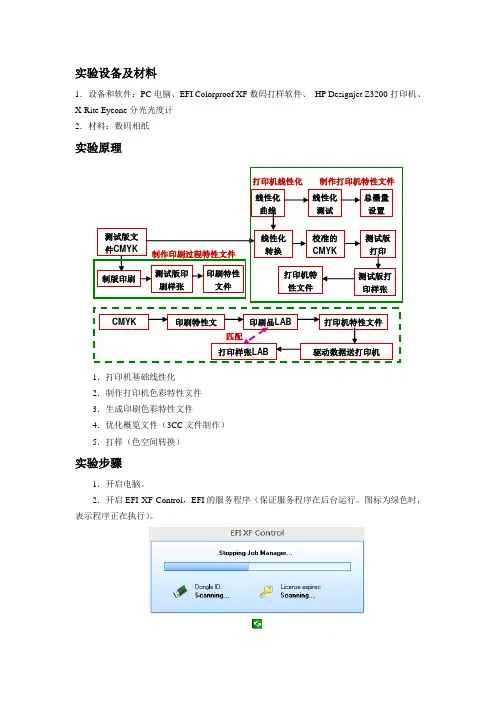
实验设备及材料1.设备和软件:PC电脑、EFI Colorproof XF数码打样软件、HP Designjet Z3200打印机、X-Rite Eyeone分光光度计2.材料:数码相纸实验原理1.打印机基础线性化2.制作打印机色彩特性文件3.生成印刷色彩特性文件4.优化概览文件(3CC文件制作)5.打样(色空间转换)实验步骤1.开启电脑。
2.开启EFI XF Control,EFI的服务程序(保证服务程序在后台运行。
图标为绿色时,表示程序正在执行)。
测试版文件CMYK制版印刷测试版印刷样张驱动数据送打印机印刷品LAB测试版打印线性化转换线性化曲线CMYK印刷特性文件线性化测试总墨量设置校准的CMYK测试版打印样张印刷特性文打印机特性文件打印机特性文件打印样张LAB制作印刷过程特性文件打印机线性化制作打印机特性文件匹配3.右键单击图标,选择EFI XF Client Start打开程序(1) 打印机基础线性化1.根据使用打印机的情况对Linerazation Device(设备)做好相关设置,并保证Linerazation工作流程是畅通的,即显示为绿色箭头。
(如图1)图12.选择图1中Linerazation Device(设备)界面,选择“设备-打印介质”,选择“墨水类型”和“打印介质名称”,在“校准集”栏中选择“新建”,进入“Color Manager”界面(如图2-b),对打印机进行线性化。
图2-a图2-b3.确保Eye-One分光光度计连接在电脑上,选择测量设备。
分别设置打印机的分辩率、颜色模式、墨水类别、打印模式、抖动模式,打印介质类型以及线性化意向。
高级的按钮内为更多的深色墨中是否用浅色墨,用量多少。
可以使用默认选项。
左边有提示,可以按提示一步一步进行操作。
(如图3)图34.选择打印,然后打印机会打印出色表,以供测量使用。
按“测量”按钮,使用Eye-One 即可测量,测量后即可自动生成每个通道的墨水限量。
打样机操作规程本规程适用于邦友2500*1600系列纸箱打样机的操作一、技术要求1、所打样箱的最大展开尺寸不大于2500mm*1600mm;2、只有部门授权人员才能使用本机器。
二、操作方法1、检查邦友运动卡是否插入电脑主板。
2、打开电源,打开真空泵气压阀门,检查气压是否正常。
3、启动打样机专用电脑,进入界面,双击AOKECUT软件。
4、检查打样机工作台面,检查滑动轨道,确保无异物后,按下台面绿色半圆形“——”按钮。
5、“在数控纸箱机加工中心”的界面下,单击“导入”面板,导入需要加工的图形尺寸。
6、双击“加工”面板,单击“复位”按钮后,单击“回调刀位”按钮根据加工纸板的厚度选择不同压线宽度的压线轮,手动更换。
7、把待割样的纸板放在工作台面上,根据图形确定纸板瓦楞方向,根据幅面大小合理摆放,纸边与机器边缘相平行,单击X+,X-,Y+,Y-,把数控头移到纸板的左边缘上,确定割样起点位置,光标右面和Y轴上面为加工区域。
8、确定加工区域后,单击“原点”按钮。
9、单击“真空”按钮,吸风打开后,观察纸板是否被吸附,如果是翘曲纸板,需用其它板片把待割样纸板的四周覆盖以便增大吸附强度。
10、单击“开始加工”按钮,时刻观注机器移动情况,根据压线深浅调节加工头旋转盘,顺时针旋转为压轮放高,压线变浅,逆时针旋转,压轮放低,压线变深。
同样也适应于刀具的调节。
11、如出现异常情况,单击“加工暂停”或“停止”按钮,待异常排除后,原单击“加工暂停”的,单击“加工继续”按钮,在原停止地继续加工。
如原单击“停止”按钮的,恢复加工时必须重新确定割样起点,重复第7,第8步。
12、纸板切口应平整,若纸板底部边缘有锯齿状表明刀具不锋利,需更换刀具。
13、加工完成后,把数控头移到纸板外,取出割样件,清理工作台面,除去台面灰尘与纸屑14、单击“复位”使加工数控头移到原位。
三、安全注意事项1、在进行加工时,不可将头、手及身体靠近机器平台以上,以免被运动中的机器碰伤;2、当出现紧急情况时请按下机体上的紧急按钮或关闭控制箱上的电源开关,停止机器,先排除故障的原因,并确保安全性,再重新开机;3、非技术人员许可,不得自行开启机器控制箱,擅自更改、拆卸回或自行修理机器及控制箱;4、接通电源后不得用手推动机头以及Y轴横梁;5、遵守规定的电压;6、为了安全生产以及避免机器受干扰,机器、控制箱、真空泵、电脑必须接地线(大地)。
打样机操作规程
《打样机操作规程》
一、概述
打样机是一种用于进行生产样品打版的机器设备,为了保证操作安全,提高生产效率,特制定以下操作规程。
二、操作人员
1. 只有经过培训并取得合格证书的人员才能够独立操作打样机。
2. 操作人员须穿戴合适的工作服和防护用具,如手套、护目镜等。
三、操作流程
1. 在进行任何操作之前,操作人员必须仔细阅读打样机的操作手册,并了解每个功能按钮的作用。
2. 在打样机的工作区域内,禁止其它人员站立或闲逛。
3. 在操作打样机时,应该按照正确的顺序打开和关闭各个开关,避免因操纵错误导致机器故障或人身伤害。
四、维护保养
1. 定期对打样机进行必要的润滑和清洁工作,以确保设备正常运转。
2. 发现任何异常情况或故障,操作人员应立即向维修人员报告,并在得到维修人员确认前,禁止继续使用打样机。
五、安全意识
1. 在操作过程中,严禁使用手指或任何身体部位接触机器的运
动部件。
2. 在操作打样机时,应保持专注,避免分心或大声喧哗,以免发生意外伤害。
3. 对于特殊规格或材质的样品打版,操作人员应提前做好充分的准备和调整,并在操作过程中格外小心谨慎。
六、遵守规程
所有操作人员必须严格遵守本规程的各项规定,任何违反规程的行为将受到严格管理。
七、附则
本规程由生产管理部门负责制定,并定期进行审查更新,以确保其与生产实际保持一致。
以上规程为操作打样机的基本要求,希望所有操作人员都能严格遵守,确保打样机的安全运行和生产效率。
书山有路勤为径;学海无涯苦作舟
RIP数码打样的原理与方法
今天的出版印刷领域,以现代计算机和网络技术为基础,以数字化为标志,生产技术与工艺已开始全面从传统的模拟或模数混合工艺向全新数字化生产工艺变革,并逐步向高品质、高效率、高动态、实时化与个性化生产工艺的方向发展。
因此如何以最短的时间、最优化的方法来满足各种不同的印刷方式、印刷条件、印刷产品对彩色样张的要求,成为当今出版印刷生产工艺质量控制的瓶颈与研究热点。
一、打样及其作用
打样是印刷生产流程中联系印前与印刷的关键环节,是印刷生产流
程中进行质量控制和管理的一种重要手段,对控制印刷质量、减少印刷风险与成本极其重要。
打样既能作为印前的后工序来对印前制版的效果进行检验,又能作为印刷的前工序来模拟印刷进行试生产,为印刷寻求最佳匹配条件和提供墨色的标准。
因此打样不仅可以检查设计、制作、出片、晒版等过程中可能出现的错误,而且能为印刷提供生产依据,成为用户的验收标准。
在实际印刷生产中,在印刷前与客户达成印刷成品最终效果的验收
标准,对避免内容的印刷错误,减小印刷的风险与成本,保证印刷质量意义重大。
因此打样的作用是:
(1)、为客户提供标准的审批样张:样张是一个专业制版公司的成品,客户签样才标志着整个制版环节的完成。
专注下一代成长,为了孩子。
打样操作流程
一、先将图形及边框设置好,保存为.dxf格式。
二、打开打样机(开机顺序:先上后下,关机时需先下后上),打样机自动定好位,再按“刀笔退”回到原来位置;将材料放好(在起点范围外各留10mm左右);
三、打开(AokeCut)桌面上软件,导入需要打样的图形,设置产品需要S2半断S3全断(颜色区分),设置后再点“路径”-“排序”是先打全断还是半断(默认顺序是从里到外打样);OK后再“路径”-“路径模似”,看是否按自己的排序要求打样;
四、机台调压。
先按F2(半断),通过上下键设置压力系数,设好后按“确认”-“F2”,按左右健移动刀到起点,按“抬落刀”测试压力;若不行,继续设置压力系数;若可以再调试全断,反复如此,都调试OK后点击“打印(加工)”打样。
五、打完一张后,若要继续,则先按“吸附”,“暂停”灯亮的情况下再按“重复”,打完之后,要注意卸下钻头。
在设计每个图纸时一般都把直角倒为R为0.5的圆角,这样可以有效的预防翘角.
S1对应打样机 F1:压痕
S2对应打样机 F2:半断
S3对应打样机F3:全线
S4对应打样机F4:虚线
记住:所有按键都必须在“暂停”灯亮的情况下使用
打样最大范围:900mm*600mm。
数码打样调试所需仪器设备:分光光度计DTP41和密度仪528步骤:1.准备工作:由于该厂未进行印刷机测试,所以事先从该印厂取几张带色控条的样张(要求有C、M、Y、K实地色块)。
用528测量各色块的L、a、b值以及C、M 的密度,并做记录。
作为查看颜色是否丢失的参考。
将DTP41连接到带有color proof PRO软件的电脑上。
准备数码样线性化测试。
2.基本线性化测试:打开color proof PRO,选择“基本线性化测试”。
该测试下总共有五个步骤,设定好参数后进行打样,打印完毕将样张自然晾干(约30分钟)后按照顺序进行扫描。
系统会自动计算总墨水限值。
进入下一步。
2)总墨水限值:1)中计算的总墨水限值将自动记录到该步骤,然后进行打样,将样张自然晾干并按照顺序进行扫描。
进入下一步。
3)每个通道的墨水限值:进行样张打印,将样张自然晾干并按照顺序进行扫描。
进入下一步。
4)线性化:经过以上三步,系统会自动进行线性化校正。
5)质量控制:选取colorproofPRO/Client/Testcharts/DTP41/ECI2002-visual-s30-1-DTP41.TIF和ECI2002-visual-s30-2-DTP41.TIF进行样张打印。
同时生成EPL文件。
3.创建ICC特性文件:将2步中5)打印的样张晾干后,将DTP41连接到装有Print Open5.1软件的电脑上,按照顺序进行扫描(共有约1500个色块)。
完成后创建ICC特性曲线(test chart—create—calculate—start—save)。
4.ICC特性文件的应用及后期调试:打开color proof PRO,选择“profile connector”。
在此设定ICC文件的路径。
并将*.epl、*.bpl、*.icc三种文件复制到ICC文件的设定路径中(可在color proof PRO中自建working文件夹(仅限高版本,低版本自带此文件夹),设定为ICC 路径)。
数码打样管理制度一、制度目的为规范和提高数码打样工作效率,保证数码打样质量,确保数码打样的准确性和科学性,以及保证数字打样过程的规范管理。
二、适用范围本制度适用于公司内的数码打样工作,包括但不限于产品开发部门、设计部门、市场部门等相关部门。
三、制度内容1. 数码打样前的准备工作1.1 确定数码打样需求:包括需求的具体内容、样品的尺寸、颜色、材质等相关要求。
1.2 设计稿件准备:设计师根据需求制作相应的设计稿件,并经相关部门审批。
2. 数码打样流程管理2.1 确定数码打样机和设备:根据数码打样需求确定使用的数码打样机和相关设备。
2.2 确定数码打样负责人:根据数码打样需求确定数码打样负责人,负责统筹数码打样工作的进展。
2.3 数码打样前准备工作:进行数码打样前的准备工作,包括确认设计稿件的准确性、选择合适的数码打样机和设备等。
2.4 进行数码打样:按照设计稿件和数码打样需求进行数码打样,确保数码打样的准确性和质量。
3. 数码打样质量控制3.1 建立数码打样质量控制标准:根据数码打样需求和公司标准建立数码打样质量控制标准,确保数码打样质量的一致性。
3.2 进行数码打样质量检查:对数码打样进行质量检查,确保数码打样的准确性和可行性。
3.3 建立数码打样质量档案:对数码打样质量进行档案管理,以备后续查询和参考。
4. 数码打样成果管理4.1 数码打样成果归档管理:对数码打样成果进行归档管理,确保数码打样成果的安全性和完整性。
4.2 数码打样成果应用与推广:根据数码打样成果进行产品开发、市场推广等相关工作。
5. 数码打样设备维护5.1 数码打样设备日常维护:对数码打样设备进行日常维护,确保设备的正常运转。
5.2 数码打样设备定期维护:定期对数码打样设备进行维护保养,确保设备的长期稳定运行。
6. 数码打样记录管理6.1 建立数码打样记录制度:对数码打样过程进行记录,包括数码打样需求、设计稿件、数码打样结果等。
数码纺织有限公司打样作业指导书目的:为保障生产的需要,按实际的花型、效果。
及时有效的配制出相应工艺的浆料,把配色打样的过程很有序的配合起来。
以更快的速度完成印花初版。
1.称料前的准备1.1、检查所需浆料是否齐全,如若不齐全应及时补上1.2、检查称料容器是否干净。
1.3、检查电子称是否稳定,如不稳定应校正后使用。
2.称料2.1、将干净的容器(如杯子、纸片等)放入电子称中央,称料前先置零。
2.2、称料时应按颜料份量的多少,由少至多分别加入称料容器,每称一个料以后都要置零,每称完一料都要把称料勺或玻璃等擦干净。
2.3、称料时,如份量小于0.01时应配制相应比例的颜料不,颜料与水比(1:99)。
2.4、称料误差范围±0.0022.5、称料时要小心操作,勿将颜料洒落在电子称上,如不慎弄到电子称上要及时擦干净。
3.配浆3.1、不同的工艺需配备不同的底浆,如分散、活性、涂料等。
3.2、按不同的花型,不同的面料,不同的工艺需配制不同的粘度的色浆。
3.3、根据花型的大小,送办的多少,配制不同重量的色浆,以备刮样。
3.4、根据实际情况,加入适量的水,溶解称好的颜料,待染料充分溶解后,加入相应工艺的底浆,用玻璃棒或搅拌机充分打匀为止。
4.刮样对色4.1、先将要刮样的面料平整的铺在打版台上,紧贴打样台,在把网版平整的压在面料上。
4.2、在放好的网版上加入已调好的色将,用刮刀均匀有力刮印,刮完样后应及时将刮刀,网版冲洗以免塞网。
4.3、将刮好的色样烘干,按不同的工艺进行后处理,对色,修改配方。
5.印前准备5.1、检查打版台是否干净,是否粘台,不干净时要清洗台面,不粘台时要及时上好台版胶。
5.2、检查网版是否塞网,是否有沙眼,是否网版破损,如有问题应及时修补。
5.3、将布平整铺在台面,并紧贴台版,检查布面是否弄反。
5.4、印前先试一版,对色及对花型,如颜色不确认则继续修改配方,如花型有问题则及时通知分色修改。
5.5、根据花型及工艺,选择不同种类的刮刀。
数码打样管理制度一、概述为了规范和规范数码打样的流程和管理,提高生产效率和产品质量,制定数码打样管理制度。
二、适用范围本制度适用于公司内所有数码打样相关的业务和流程。
三、数码打样管理流程1. 接单:客户提供设计稿或需求,销售人员接单并登记客户信息、设计要求等。
2. 设计:设计部门根据客户要求进行设计,并提交初稿给客户确认。
3. 确认:客户确认设计初稿,或提出修改意见。
4. 修改:设计部门根据客户意见进行修改,并再次提交给客户确认。
5. 审核:销售人员和设计师审核最终稿件,确认无误后提交给生产部门。
6. 打样:生产部门根据最终稿件进行数码打样,并完成样品制作。
7. 送样:销售人员将样品送给客户确认。
8. 客户确认:客户确认样品并签署确认单。
9. 生产:确认样品无误后,销售人员将订单转交给生产部门进行生产。
10. 完成:生产完成后,销售人员通知客户取货或发货。
11. 结算:客户确认收货无误后,进行结算。
四、数码打样管理责任1. 销售人员负责接单、沟通客户需求、提供客户服务。
2. 设计师负责根据客户需求和设计稿进行设计工作。
3. 生产部门负责根据最终稿件进行数码打样和样品制作。
4. 客户确认人员负责协助销售人员和客户进行确认和签字。
五、数码打样管理注意事项1. 客户需求:了解客户需求并及时沟通,准确把握客户要求。
2. 设计质量:保证设计稿质量,避免低级错误和瑕疵。
3. 交期控制:严格控制交期,确保按时完成数码打样。
4. 样品质量:确保样品质量,避免出现质量问题。
5. 客户满意:努力满足客户需求,争取客户满意。
六、数码打样管理制度改进1. 定期评估:定期对数码打样流程进行评估和改进。
2. 客户反馈:及时收集和处理客户反馈和投诉,改进不足之处。
3. 员工培训:定期对员工进行培训,提高工作质量和效率。
4. 信息共享:建立和优化信息共享平台,提高流程透明度和协同效率。
5. 技术创新:积极引入新技术和设备,提高数码打样质量和效率。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 1 of 15 编写审 核孙春鹏批 准日期2011-08-26 日 期2011-11-16 日 期2012-05-01责任 部门相关部门会签销售部 生产物料控制部 EHS部 质量部工艺部生产部工程部采购部 IT部 财务部 人力资源部 文件修改记录版次 修 改 内 容 概 要 修改日期 修改人 1.0 首次发行2011-08-26分发记录分发部门销售部 生产物料控制部 EHS部质量部工艺部生产部工程部采购部 IT部 财务部 人力资源部 分发份数签收备注文件传阅记录:Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 2 of 15 1.0 目的规范数码打样的操作步骤2.0 范围适用于Epson 9800和Epson 9910打印数码稿作业3.0 操作流程Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02Page 3 of 154.0 流程描述4.1更换纸张打开打印机电源后,检查打印机状态,若需改变纸张类型或液晶显示屏显示纸张用尽,则应更换纸张。
4.1.1 Epson 9800打印机换纸步骤1卸载卷轴解锁过纸控制杆,打开卷纸盖,滑动卷纸以从打印纸插槽中清除卷纸。
取下卷轴将它放在一个水平面上,卸下黑色法兰,将卷纸从卷轴上取下。
2将卷纸从卷轴上卸载取下装有卷纸的卷轴将它放在一个水平面上,卸下黑色法兰,将卷纸从卷轴上取下。
3将新卷纸装到卷轴上用新的卷纸套住卷轴滑动并套住白色法兰,直到卷纸固定到位,再将黑色法兰套住卷纸轴嵌入卷纸末端,直到该法兰固定到位。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 1 of 15 编写审 核孙春鹏批 准日期2011-08-26 日 期2011-11-16 日 期2012-05-01责任 部门相关部门会签销售部 生产物料控制部 EHS部 质量部工艺部生产部工程部采购部 IT部 财务部 人力资源部 文件修改记录版次 修 改 内 容 概 要 修改日期 修改人 1.0 首次发行2011-08-26分发记录分发部门销售部 生产物料控制部 EHS部质量部工艺部生产部工程部采购部 IT部 财务部 人力资源部 分发份数签收备注文件传阅记录:Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 2 of 15 1.0 目的规范数码打样的操作步骤2.0 范围适用于Epson 9800和Epson 9910打印数码稿作业3.0 操作流程Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02Page 3 of 154.0 流程描述4.1更换纸张打开打印机电源后,检查打印机状态,若需改变纸张类型或液晶显示屏显示纸张用尽,则应更换纸张。
4.1.1 Epson 9800打印机换纸步骤1卸载卷轴解锁过纸控制杆,打开卷纸盖,滑动卷纸以从打印纸插槽中清除卷纸。
取下卷轴将它放在一个水平面上,卸下黑色法兰,将卷纸从卷轴上取下。
2将卷纸从卷轴上卸载取下装有卷纸的卷轴将它放在一个水平面上,卸下黑色法兰,将卷纸从卷轴上取下。
3将新卷纸装到卷轴上用新的卷纸套住卷轴滑动并套住白色法兰,直到卷纸固定到位,再将黑色法兰套住卷纸轴嵌入卷纸末端,直到该法兰固定到位。
4安装卷轴使固定的法兰在右侧,把卷轴放入到打印机内的凹槽上,然后抬起卷轴,把它放在打印机内的固定架上并合上卷纸盖。
5装载卷纸将打印纸插入打印纸插槽,从出纸位置向下拉动打印纸,并按进纸方向转动卷纸,确保打印纸的边缘平齐不歪斜,然后调节过纸控制杆到锁定位置,关闭卷纸盖并按下暂停按键,打印纸将自动进纸到打印位置。
4.1.2 Epson 9910打印机换纸步骤1取下卷纸打开卷纸盖,按下按键松开压纸杆,再向下推动左侧适配器支架的杠杆锁将其解锁后取下,接着拉出右侧适配器支架的杠杆锁将其解锁,然后从卷纸上取下卷纸适配器。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02Page 4 of 152安装卷纸将新的卷纸放置在打印机顶部的槽中,拉出可解锁两侧的卷纸适配器杠杆锁,然后将卷纸适配器安装到卷纸的两端,并向下拉动卷纸适配器两边的杠杆锁。
将卷纸移动至右侧直到触碰到卷纸的设置导轨,用手滑动适配器支架让左侧的卷纸适配器与适配器支架上的对齐,然后将卷纸滚到卷纸支架。
滑动适配器支架向右可将其牢固地设置到支架轴,再向上推动适配器支架的杠杆锁可将其锁定。
4装载卷纸将打印纸插入插槽,并向下拉出打印纸,然后合上卷纸盖,并按下按键,几秒钟后按下按键,打印纸将自动移至打印位置。
5设置纸张如果“这些设置正确吗?”出现在液晶显示屏上,按下或按键选择“否”,然后按下“OK”按键。
设置介质类型和打印纸余量,然后按下“OK”按键设置介质。
4.2更换墨盒打开打印机电源后,检查打印机状态,若墨水指示灯亮,液晶显示屏显示“INK OUT ”时,则需要更换墨盒。
4.2.1 Epson 9800换墨1) 根据墨水指示灯和墨水图标亮或闪烁,找出需要更换的墨盒。
2) 推动墨舱盖将其打开,将墨水杠杆锁移到解锁位置,将空墨盒拉出打印机。
3) 确保更换的墨盒颜色正确后,将其从包装中取出并轻轻摇晃几下。
4) 让墨盒有箭头的一面朝上并指向打印机后部,然后完全插入槽中。
5) 将墨水杠杆锁移到下面的锁定位置,然后关上墨舱盖。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 5 of 15 4.2.2 Epson 9910换墨1)按下按键。
2)选择放置需更换墨盒的墨盒舱,然后按下“OK”按键。
3)用手将墨盒舱盖完全打开,推动已到使用寿命的墨盒使其稍微地退出一点,然后小心地将已到使用寿命的墨盒从打印机中直线方向拉出。
4)确保更换的墨盒颜色正确后,将其从包装中取出并轻轻摇晃几下。
拿着墨盒,让有箭头的一面朝上,并且箭头指向打印机后部,然后尽可能深地将其插入插槽中直到锁定到位,最后关闭墨盒舱盖。
4.3计算待打印文件打开软件Color Tuner//Web后,根据印刷用纸和客户选择相应的打印队列(如图1所示,一般而言,粉纸类欧洲地区产品用FOGRA39L_210G,粉纸类美洲及其他地区产品用GRACOL_210G,书纸类均用FOGRA47L),然后将文件拖动到如图2所示的“Drop Area”进行计算。
图1 打印队列图2 Drop Area4.4打印点击图标进入“Scatter Proof Manager”模块,为打印队列中的文件优化分配页面后,单击图标即可开始打印。
4.5检测数码稿在检测数码稿之前,需检查数码稿是否有横杠和白点出现。
若有横杠或白点,则需要清洗打印头(具体见5.2每日检测),直至喷墨头检测样张无断线,然后重新打印数码稿。
确认无误后,点击图标进入“Certified Proof”模块,使用i1iO对测控条进行测量,具体操作见《Certified Proof操作指引》。
根据ISO12647-7:2007的标准,测量测控条的数据宽容度如下:Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02Page 6 of 15目标宽容度 纸张底色(Paper Colour)最大:△E ≤3 所有色块 平均:△E ≤3 所有色块最大:△E ≤6 印刷原色(Primaries ) 最大:△E ≤5 印刷原色的灰平衡 最大:△H ≤2.5 灰平衡色块平均:△H ≤1.5若“Proof OK ”,则打印对应的Label 并张贴在方才打印的数码稿上;否则,对打印机进行校准后重新打印直到“Proof OK ”。
最后,在“打印数码稿登记本”上做好相应记录。
4.6打印机校准根据校准向导的提示,一步步对进行打印机校准,步骤如下:1选择Color Tuner Web//Web 中待校准的打印队列后,点击图标进入“Setting ”模块,然后进入“Calibration ”选项卡,点击“recalibration ”对打印机进行校准。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02 Page 7 of 152在校正向导对话框,点击“Next ”,开始对打印机进行线性化。
3 选择测量设备并测试。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02 Page 8 of 154打印线性化测试表Color 21 Step 8x20 i1 iO.pdf 。
5在“按密度进行线性化”对话框中点击“Measure printed color patches ”测量线性化测试表。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02 Page 9 of 156根据测量结果,定义最大密度。
点击“OK ”,保存线性化文件在…\Program Files\CGS\Common Files\CTuner Setups\<Printer Presets>(即打印队列名)\LIN 路径下。
7点击“Back ”,优化线性,重新打印线性化测试表,并测量。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02 Page 10 of 158根据测量结果,重新定义最大密度。
若实际测量密度和目标密度偏差不超过0.02,则点击“Save ”更新密度数据,并点击“OK ”线性化文件将被自动更新。
否则,继续优化线性。
9点击“Next ”,完成线性化过程进入下一步。
10在校正向导对话框中,点击“Next ”,打印校正测试表。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 11 of 1511 测量校正测试表。
12 测量后,软件自动计算出平均△E、最大△E和标准差,然后点击“Next”。
13 优化校正结果,并打印校正测试表,然后进行测量。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0 文件编号:DDPC-CMS-SOP02 Page 12 of 1514 若优化后的校正结果平均△E<0.8、最大△E<5,则结束校正。
否则,继续优化校正。
15 校正结果达标后,点击“Finish ”退出校正向导对话框,完成打印机校正。
5.0 数码打印机维护与保养5.1 更换维护箱如果在液晶显示屏上维护箱图标显示维护箱满,需要更换维护箱。
5.1.1 Epson 9800更换维护箱1) 将手伸到打印机旁边的抠手中,然后轻轻地向外拉出维护箱。
2) 把用过的维护箱放在塑料袋中。
3) 将新的维护箱插入到位。
Digital Proofing Standard Operating Procedure文件类型:SOP 版本:1.0文件编号:DDPC-CMS-SOP02 Page 13 of 15 5.1.2 Epson 9910更换维护箱1)关闭打印机。
2)从包装袋中取出新的维护箱。
3)将手放在维护箱的提手上,然后轻轻地将其直线方向拉出。
4)将使用过的维护箱放置在用于更换的维护箱的塑料袋中,并正确的进行处理。
5)将新的维护箱尽可能深的插入到位。