电厂除氧器排汽的余汽回收
- 格式:doc
- 大小:25.00 KB
- 文档页数:3
除氧器乏汽回收技术的应用总结I. 引言- 介绍除氧器乏汽回收技术的背景和重要性- 阐述本篇论文的研究内容和目的II. 除氧器乏汽回收技术概述- 介绍除氧器乏汽的来源和含义- 分析除氧器乏汽的特点和造成的影响- 介绍除氧器乏汽回收技术的原理和分类III. 除氧器乏汽回收技术在发电厂中的应用- 分析除氧器乏汽回收技术在火电厂和核电厂中的应用情况- 比较不同类型除氧器乏汽回收技术的优缺点IV. 除氧器乏汽回收技术的发展趋势- 分析现有除氧器乏汽回收技术的不足和限制- 探讨除氧器乏汽回收技术的未来发展方向- 展望除氧器乏汽回收技术的应用前景V. 结论和建议- 总结除氧器乏汽回收技术的应用和发展情况- 提出本研究的结论和观点- 给出在实际应用中的建议和未来研究的方向VI. 参考文献- 列举本文所参考的期刊、论文、专著等文献资料I. 引言在现代工业中,除氧器是一个非常重要的设备,它通过去除水或其他气体中的氧气,保证了工业设备的正常运转。
然而,除氧器在运行过程中会产生乏汽,如果不加以处理回收,不仅会浪费能源,还会对环境造成污染。
因此,除氧器乏汽回收技术的研究和应用是非常必要的。
本文将首先概述除氧器乏汽回收技术的基本原理和分类,然后具体分析该技术在发电厂中的应用情况,最后讨论除氧器乏汽回收技术的发展趋势和应用前景,以期为相关领域的研究者提供参考和启示。
II. 除氧器乏汽回收技术概述除氧器乏汽指的是从除氧器中流出的不含氧气的汽水混合物,这种乏汽具有高温、高压、高含水量、高纯度等特点。
如果直接排放,不仅会造成资源浪费,并且还会使环境受到污染。
因此,除氧器乏汽的回收利用对于节约资源、保护环境具有重要意义。
除氧器乏汽回收技术包括物理回收技术和化学回收技术两大类。
1. 物理回收技术物理回收技术指的是通过温度、压力、液位等多种因素的控制,将乏汽与其他介质分离,从而回收利用乏汽。
主要包括以下几种方法:(1)中央空调系统回收法中央空调系统可以利用乏汽进行制冷和制热,将制冷和制热的废热排出,再通过凝结回收乏汽。
浅谈除氧器余热回收装置在小型机组的应用杜洪波(枣庄矿业集团付村矸石热电有限公司,山东微山277605)摘要除氧器排汽余热回收节能装置将除氧器等其他设备排出的高温余汽进行冷却,同时加热冷却水,使排汽余热得以充分利用,消除排汽的噪音污染和对环境的热污染。
关键词余热回收节能消除噪音中图分类号X706文献标识码B*收稿日期:2011-11-15作者简介:杜洪波(1976-),男,工程师,1999年毕业于山东电力高等专科学校火力发电厂热能动力工程专业,现于枣庄矿业(集团)付村矸石热电有限公司工作。
火力发电厂机组既是清洁电能生产主力,同时又是一次能源消耗大户,为进一步加强节能工作,积极探索机组运行工艺过程中的节能改造是十分必要的,通过改造可以提升能源转换效率,达到节能降耗的目的。
1除氧器改造前的运行情况付村热电公司212MW 次高温次高压机组采用大气式除氧器。
除氧器、定排扩容器顶部均设有排汽孔,利用除氧器部分蒸汽的动力,及时将给水中离析出的气体排出壳体,以此来保证稳定的除氧效果,但会带来一定的工质和热损失。
排汽管上设置排汽阀,用来调整排汽的多少,当其开度较小时,排汽量减少且排汽不畅,除氧器内气体分压力增加,给水含氧量达不到标准要求。
随着阀门开度加大,排汽增多,携带气体量增加,给水含氧量迅速减小,但工质及热损失增加。
2除氧器余热回收装置的改造为了充分利用电厂余热余汽,拟对由除氧器排出的废汽通过增设排气余热回收节能装置进行回收利用。
2.1除氧器余热回收装置工作原理排汽余热回收节能装置结构主要由壳体、管束、封头、冷却水进水口、出水口、疏水器等组成。
排汽余热回收利用过程为:将除氧器、定排扩容器排汽从进汽口引入余汽回收罐,在壳程通过管束向除盐水传热,变成凝结水,通过疏水器排出;从进水口引入的补充水或凝结水流经管程,吸收汽侧的热量,加热后的补充水或凝结水从出水口引出,进入除氧器利用。
2.2除氧器余热回收装置安装施工要求除氧器余热回收装置现场管道采用手工电弧焊,使用的焊接材料合适、合格,焊接材料的质量符合国家标准,焊件对口内壁齐平,焊缝外观检查无焊渣及飞溅物,表面光洁无气孔、夹渣、裂纹、未焊透等缺陷;设备支座架固定牢靠,疏水器安装正确;设备管道保温完好,外装饰整洁,符合要求。
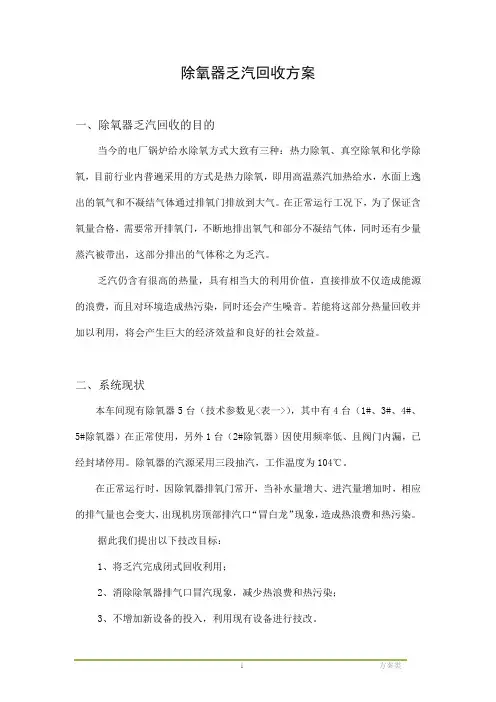
除氧器乏汽回收方案一、除氧器乏汽回收的目的当今的电厂锅炉给水除氧方式大致有三种:热力除氧、真空除氧和化学除氧,目前行业内普遍采用的方式是热力除氧,即用高温蒸汽加热给水,水面上逸出的氧气和不凝结气体通过排氧门排放到大气。
在正常运行工况下,为了保证含氧量合格,需要常开排氧门,不断地排出氧气和部分不凝结气体,同时还有少量蒸汽被带出,这部分排出的气体称之为乏汽。
乏汽仍含有很高的热量,具有相当大的利用价值,直接排放不仅造成能源的浪费,而且对环境造成热污染,同时还会产生噪音。
若能将这部分热量回收并加以利用,将会产生巨大的经济效益和良好的社会效益。
二、系统现状本车间现有除氧器5台(技术参数见<表一>),其中有4台(1#、3#、4#、5#除氧器)在正常使用,另外1台(2#除氧器)因使用频率低、且阀门内漏,已经封堵停用。
除氧器的汽源采用三段抽汽,工作温度为104℃。
在正常运行时,因除氧器排氧门常开,当补水量增大、进汽量增加时,相应的排气量也会变大,出现机房顶部排汽口“冒白龙”现象,造成热浪费和热污染。
据此我们提出以下技改目标:1、将乏汽完成闭式回收利用;2、消除除氧器排气口冒汽现象,减少热浪费和热污染;3、不增加新设备的投入,利用现有设备进行技改。
表一:除氧器技术参数三、技改方案1、把2#除氧器当作一台普通的混合式换热器使用,将1#、3#、4#、5#除氧器的乏汽回收到2#除氧器,作为2#除氧器的汽源,用2#除氧器加热自来水,水温达到要求后排放到移动供热水箱,热水直接对外销售。
示意图如下:2、工作原理自来水通过2#除氧器原除盐水进口进入,经乏汽一次加热后流入除氧器水箱,因一次加热的温度达不到移动供热水温要求,需再进行二次加热。
二次加热是将水箱内经一次加热后的自来水通过加压泵打到2#除氧器原高加疏水进口,从高加疏水进口流入除氧头进行二次加热,最后回到水箱。
经过如此反复循环加热,直到水箱内的水温达到移动供热水温要求时(75—80℃),开启除氧器水箱出水门,排放至移动供热水箱。
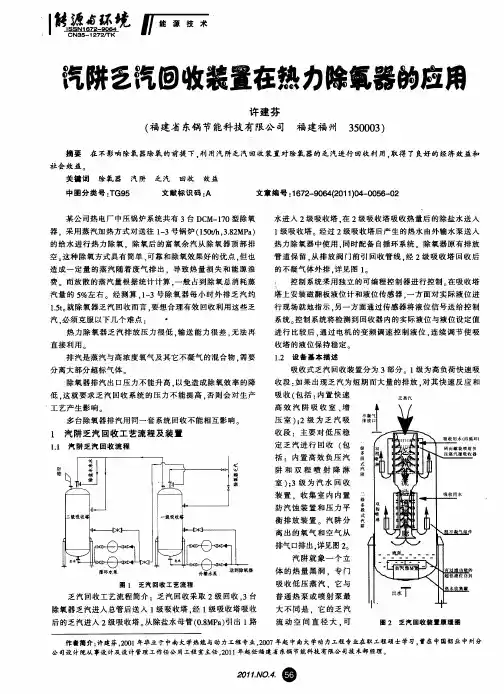
除氧器乏汽回收装置的节能应用作者:黄伟邹广来源:《文化产业》2014年第11期摘 ;要:在工业生产中,除氧设施大多使用热力除氧器。
热力除氧器由于具有除氧效果稳定的特点因而得到广泛的应用,但是热力除氧器在排出废气过程中伴有蒸汽排出,出现了冒“白龙”现象,严重的影响了生产环境,同时由于被排出的蒸汽中含有较多的能量而未被利用,造成较多的能量损失。
为减少资源及其能量的浪费,同时适应我国节能降耗、循环经济的工作要求,通过技改,将乏汽回收装置成功的应用于青岛炼油化工有限责任公司,取得了较好的经济与社会效益。
关键词:热力除氧;乏汽回收装置;节能降耗文章编号:1674-3520(2014)-11-00-02一、概况青岛炼油化工有限责任公司于2008年建成投产,公用工程单元分为厂前区和动力中心两大管理区域。
厂前区主要包括冷(热)除盐水、低压(中压)除氧水、工业风、仪表风、低压(高压)氮气、凝结水回收、循环水及污水处理等生产;动力中心主要包括低压(中压、高压)蒸汽、电等生产,为炼油装置提供生产所需的水、电、汽、风等。
目前,厂前区除氧水站有压力式除氧器3台(单台处理量:250t/h;操作压力:0.3MPa(a);操作温度:135℃;加热蒸汽:0.45MPa ;200℃),动力中心有高压旋膜除氧器2台(单台处理量:350 t/h;操作压力:0.588MPa(a);操作温度:158℃;加热蒸汽:1.0MPa 300℃)。
给水除氧方式均采用蒸汽加热除盐水除氧,它的优点是操作简单,易于控制;但在运行过程中,部分蒸汽未能充分利用会随着废气排出。
在正常工况下,厂前区年产除氧水约300万吨,耗汽约16万吨(冷除盐水经工艺装置换热后进除氧器的水温约110℃),除氧器乏汽汽量按5%计算,每年就要排放蒸汽约8000吨;动力中心年产除氧水约430万吨,耗汽约41万吨,除氧器乏汽汽量按5%计算,每年就要排放蒸汽约2万吨,与此同时,除氧器排汽所产生的噪音可高达85 dB(A),对周边环境影响极大,既浪费了能源又污染了环境。
电厂除氧器排汽的余汽回收计划方案1.引言:电厂发电过程中产生大量的余汽,如果能够回收和利用这些余汽,将能够降低能源浪费,提高能源利用效率,减少环境污染。
本文将就电厂除氧器排汽的余汽回收进行详细的计划方案阐述。
2.余汽回收原理:电厂除氧器在工作过程中,会产生大量的余汽。
通过对除氧器排汽的回收利用,可以利用余汽产生蒸汽,用于热供应或发电过程中。
3.余汽回收设备的选型:根据电厂的具体情况,可选用的余汽回收设备包括余汽回汽式汽轮机和余汽回收锅炉等。
根据电厂的热需求和发电功率等因素,选择适当的设备进行余汽回收。
4.设备工艺流程:余汽回收需要进行系统的工艺流程设计。
首先,将除氧器排汽送入余汽回收设备,利用余汽产生动力;其次,将产生的蒸汽进行冷凝,回收热量;最后,将余汽回收系统与电厂的热管网或蒸汽管网相连,供应热能或蒸汽。
5.设备的安装和调试:在余汽回收设备的选型确定后,需要进行设备的安装和调试工作。
包括设备的安装固定,管路连接,仪表安装和连接等,确保设备正常运行。
6.运行与维护:余汽回收设备的运行需要定期进行检查和维护,包括设备的启停,设备的清洗和维护等。
同时,还需要制定完善的运行管理制度,确保设备安全、稳定运行。
7.经济效益分析:余汽回收能够有效提高电厂的能源利用效率,减少能源浪费,降低能源成本。
通过对余汽回收的经济效益进行分析,可以评估回收设备的投资效果和回收效果。
8.环境效益分析:余汽回收可以减少电厂的二氧化碳排放量,减少环境污染。
通过对环境效益进行分析,可以说明余汽回收对环境的保护和治理作用。
9.政策与法规的遵守:在进行余汽回收计划方案的实施过程中,需要遵守相关的政策和法规,确保计划方案的合法性和可行性。
10.结论:电厂除氧器排汽的余汽回收计划方案,将能够有效提高能源利用效率,减少能源浪费,降低环境污染。
通过合理的设备选型,工艺流程设计,安装调试和运行维护等措施,实现余汽回收设备的正常运行和监控,最终实现计划方案的可行性和有效性。

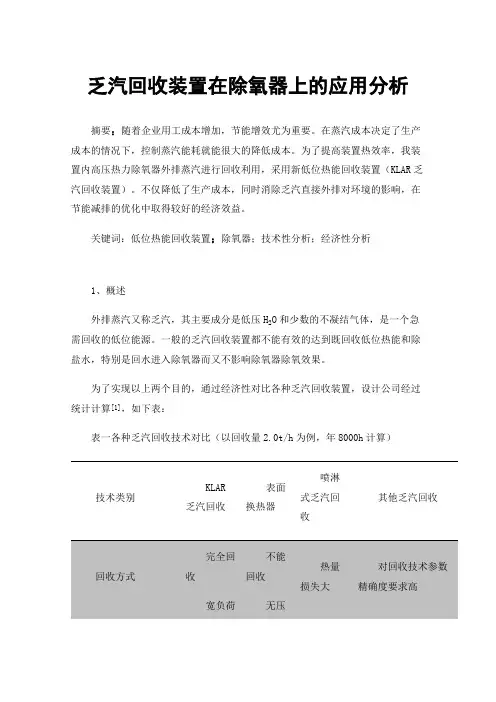
乏汽回收装置在除氧器上的应用分析摘要:随着企业用工成本增加,节能增效尤为重要。
在蒸汽成本决定了生产成本的情况下,控制蒸汽能耗就能很大的降低成本。
为了提高装置热效率,我装置内高压热力除氧器外排蒸汽进行回收利用,采用新低位热能回收装置(KLAR乏汽回收装置)。
不仅降低了生产成本,同时消除乏汽直接外排对环境的影响,在节能减排的优化中取得较好的经济效益。
关键词:低位热能回收装置;除氧器;技术性分析;经济性分析1、概述外排蒸汽又称乏汽,其主要成分是低压H2O和少数的不凝结气体,是一个急需回收的低位能源。
一般的乏汽回收装置都不能有效的达到既回收低位热能和除盐水,特别是回水进入除氧器而又不影响除氧器除氧效果。
为了实现以上两个目的,通过经济性对比各种乏汽回收装置,设计公司经过统计计算[1],如下表:表一各种乏汽回收技术对比(以回收量2.0t/h为例,年8000h计算)技术类别KLAR乏汽回收表面换热器喷淋式乏汽回收其他乏汽回收回收方式完全回收宽负荷不能回收无压热量损失大对回收技术参数精确度要求高稳定运行乏汽回收率/%≥95≤70≤60≤80年回收热量/t(标煤)≥1385≤1021≤875≤1312年综合节省/万元≥144.4≤106.12≤91.2≤121.28使用寿命/y≥10≤6≤5≤8投资回报期/y≤1≥2≥2≥1.5例:蒸汽价格155元/t,凝结水价格25元/t,乏汽折算价格按110元/t。
普通的除氧器乏汽回收装置在实际运行中排气压力较高,通过技术分析、经验总结,最终采用的回收装置回避了缺点,同时又保留了原有的功效。
从而回收低位热能和除盐水的同时并不影响除氧器除氧的效果,一举多得。
2、工艺流程图流程如图一所示:工作水经回收装置的作用,将除氧器顶部排出的乏汽冷凝成水,并变成汽—水混合物,脱盐水被加热到约90℃。
热脱盐水进入除汽器装置,被分离的不凝气体经顶部自动排出。
工作水体在液位自动控制作用下,经回收泵输送至用水点,排汽的热能与冷凝水被全部回收。
余热余冷的回收利用薛建淮陕西中电精泰电子工程有限公司无锡分公司摘要:火力发电厂生产中都含有大量余热,这些余热存在于锅炉排污、除氧器排气、电厂循环冷却水等过程中。
这些热量在生产过程中被排放到大气中,不仅降低了电厂的热能效率,还对环境造成一定的污染。
本文主要探讨余热余冷的回收利用。
关键词:余热;余冷;回收利用由于热网用户众多,参数不一,凝水回收问题解决不当时,会使整个供热系统供热不均匀,供热效果不良。
为了节约燃料并经济而满意地供热,必须重视凝水的回收管理,进行合理的设计。
凝水回收系统应尽量回收合乎质量的凝水;应充分利用凝水的热量,减少汽水冲击;应能防止管道系统渗入空气,保证凝水质量,减少系统的腐蚀,延长管道设备的寿命。
一、蒸汽冷凝水的回收利用蒸汽冷凝水具有含低温、热量高、水质好的特点,具有较高的利用价值,回收后可以有多种利用途径,每种用途都具有较好的经济效益[1]。
(一)蒸汽冷凝水的分布状况根据各级蒸汽的使用和消耗情况,蒸汽冷凝水分布的大体情况是:全公司可回收的冷凝水量约为 45- 60t/h,其中,常减压为 1- 2t/h;二催化为 5- 15t/h;气分及 MTBE 为 15- 20t/h;四万吨聚丙烯为 3- 4t/h;油品罐区为 10- 15t/h,对于整体1.0MPa 级蒸汽消耗中,冬季全公司四百多条伴热线及装置区内的蒸汽采暖消耗的蒸汽量也是很大的。
这些蒸汽的冷凝水比较集中,提供了将其回收利用的便利条件。
(二)蒸汽冷凝水的利用1.冷凝水用于锅炉上水将蒸汽冷凝水集中送入水质处理系统处理。
水质处理系统主要为除油设备:油水分离器和焦碳吸附塔;除铁设备;电磁除铁器。
经过水质处理达到锅炉上水标准后,送入锅炉除盐水罐作为锅炉上水。
2.用于电脱盐注水前郭公司常减压装置的电脱盐注水目前使用的是新鲜水。
由于新鲜水的水质对脱盐效果具有一定的影响,而使用蒸汽冷凝水代替新鲜水,可以起到深度脱盐效果,同样具有较高的经济价值。
热力式高压除氧器废汽排放的回收利用摘要:通过对热力式高压除氧器废汽排放机理和射汽式汽轮机轴封加热器工作原理的分析,得出把高压除氧器的排放废汽直接引入汽轮机轴封漏汽管道一并进入轴封加热器,对废汽中的蒸汽加以冷凝回收利用、其它气体通过轴封加热器排气管道排入大气的技术改造方案是可行的结论,并在某热电厂对此技术改造方案进行了实施,经生产实际投运后取得了显著的经济效益和环保效益。
此技术改造方案系统简捷,投资费用少,对同类高压除氧器废汽排放的回收利用有指导意义。
关键词;废汽排放及轴加工作原理分析;废汽简捷的回收方案;实施后生产的经济和环保效益一、引言热力式高压除氧器广泛应用于热电行业,其主要作用是除去锅炉给水中的氧气及其它有害气体,防止给水管道及锅炉汽水管道发生氧腐蚀[1]。
热力除氧的基本原理[2]是气体的溶解定律—亨利定律,即平衡状态时某种气体在水中的溶解量与水面上该气体的分压力成正比,其溶解量如式(1-1)所示;式(1-1)——某种气体在水中的溶解量();——该气体的溶解系数,其值随气体的种类和温度而改变();——某种气体在水面上的分压力();——除氧器水面上的全压力();而除氧器水面上的全压力是由水蒸汽的分压力与各种混合气体分压力之和所组成,根据道尔顿定律,在一定的容积下,水面上气体的全压力如式(1-2)所示:式(1-2)——水面上水蒸汽的分压力()——水中溶解的各种气体的分压力之和()水面上任一气体的分压力如式(1-3)所示:式(1-3)某气体在水中的溶解量如式(1-4)所示:式(1-4)显然要使,则需要满足。
当进入到热力式高压除氧器中的蒸汽把水加热到沸腾时,水蒸汽的分压力P汽几乎就是水面上的全压力了,而别的气体(氧、氮、二氧化碳等)的分压力将趋近于零,于是其它气体在水中的溶解量就趋于零,这些气体就完全自水中逸出进入除氧头上方空间。
因除氧器必须对连续进入的除盐水进行加热除氧,这就必须把逸出水面的氧气和其它气体连续排出,为此在除氧器顶部设有排入大气的管阀,因除氧头顶部除了氧气和其它气体外还有蒸汽,所以除氧器在排氧气和其它气体时也会把部分蒸汽排出,造成汽水和热能的损失,同时还会有噪声污染环境,如图1所示:图1 除氧器工作示意图因此,如何有效地对高压除氧器的废汽排放加以回收利用是每个热电厂都需要认真思考的问题。
热电厂除氧器排汽回收利用分析摘要本文首先提出了除氧器排汽回收利用方案,然后对其排汽量进行了分析计算,最后详细阐述了除氧器排汽回收利用所产生的效益。
关键词除氧器;节能;分析;效益中图分类号tm6 文献标识码a 文章编号1674-6708(2013)82-0060-020 引言山西兆丰铝业有限责任公司是阳煤集团的骨干企业,旗下有电解铝分公司、氧化铝分公司、自备电厂和铝土矿公司,现已具备40.5万千瓦发电能力、10万吨电解铝生产能力和40万吨氧化铝生产能力;在建300ka预焙阳极电解槽、产能13万吨的电解铝项目已陆续投产。
热电厂作为氧化铝生产工艺中的主要动力汽源,以现在的兆丰铝业公司一期产能计算,每小时约需要蒸汽量为150吨。
其热力系统中的除氧器在通入蒸汽进行除氧后,产生大量的排空闪蒸汽,这些蒸汽直接外排,不仅浪费了热量资源,而且对大气环境也造成了严重的影响。
因此,对除氧器排出的乏汽进行回收利用可收到了可观的经济、环境和社会效益。
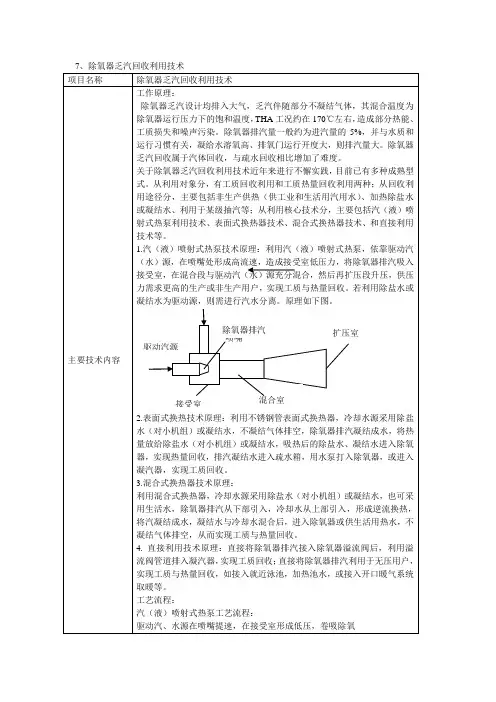
1 除氧器排汽回收利用方案1.1 工作原理除氧器排汽回收节能装置的喷射是混合加热器利用带压水流经特制喷咀喷射,在喷咀喉部形成低压将从除氧器排出的蒸汽乏汽吸入,使乏汽与水混合制成热水,然后进入气水分离罐,气水混合物沿罐切线方向旋转运动,不凝性气体与水分离,从自动排气阀排出,热水去除氧器。
将液膜、淋水盘、雾化三种传热传质方式缩化为一体,大大提高了它的效率,在有较强的热量吸附回收功能的基础上,在针对不凝结气体时还具有很强的解析能力,能将普通的淋水,降膜改为强力雾化降膜,增加了液膜更新度,使液膜强力卷吸大量蒸汽,增加了传热传质功能。
1.2 工艺流程热力除氧器排气回收装置由抽吸乏汽加热装置、气-液分离罐及气体排放、热水压力恢复提升回输三个单元(模块)及随机液位控制和热能回收计量仪表组成的一体化装置,由3个接口接入乏汽回收系统。
经除盐水母管引冷却水从除氧器排汽回收装置进水管室进入回收装置,将除氧器的排汽由除氧器的排大气门前,接管引入收能器,在设备内经过充分传质、传热,不凝结气体从上部排废气口排出,凝结后的水与喷出的雾化液膜一同向下流动,从出水口流出进入疏水箱。
除氧器余热回收(一)、除氧器余热回收概述除氧器余汽回收装置的主要用途是将各种锅炉排出的高温余气进行冷却回收,同时加热冷却水,使其循环再利用,新型的节能设备,在使用中,可以体现出它的优越性能。
(二)、除氧器余热回收用途:A:火力发电厂热力循环中的凝结水及除盐水经除氧器加热除氧后,不凝结气体过程中将产生大量噪声污染环境,同时将一部分蒸汽也一同排出,这样造成一部分能源费。
新型除氧器排汽收能装置是对除氧器排出的余汽进行回收,并加热冷却水,使其循环利用,同时消除除氧器排汽噪音,美化环境。
B:除氧器余热回收其它适用范围石化、化工、电力、造纸、冶金、橡胶、轻工、供热及其他行业中生产及使用蒸汽的场合锅炉给水热力除氧排汽;锅炉连排、定排扩容器排汽;热力系统疏水排汽;有回收价值的工艺乏汽。
(三)、除氧器余热回收装置组成除氧器余热回收结构主要有以下几方面组成:抽吸乏汽动力头;气液分离罐;两相流液位自动调节器,以及排气装置。
1.抽取乏汽动力头抽取乏汽动力头的工作原理式基于两相流体场理论的最新成果。
进入该交换器的蒸汽在喷管中进行绝热膨胀后,以很高的流速从喷嘴中喷射出来,在混合室与低压进水混合,此时产生了压力“激波”,压力剧烈增大。
其结果是,乏汽热能迅速传给送人冷水,输出混合物的压力等同或超过进水的输入压力,可达到输出热水增压和瞬时加热的效果输出热水可无泵输送。
2.气液分离罐气-液分离罐设计为小容积、大流量的液位调节对象。
其难点是液位波动大,且不稳定,要求调节系统稳定可靠。
分离罐内液位与压力稳定性直接影响到动力头的工作稳定性。
分离出较高浓度O2、CO2等气体通过减压装置排空,当罐内压力低于设计值时,减压装置单向阀关闭,保证外界空气不进入罐中,而影响除氧。
两相流液位自动调节系统保证了系统的稳定运行。
3.气液分离罐液位自动调节液位自动调节使用汽液两相流水位调节器,本产品是基于汽液两相流原理,利用汽液变化的自调节特性控制容器出口液体而设计的一种新型水位调节器。
电厂除氧器排汽的余汽回收
[摘要]介绍了除氧器排汽余汽回收装置在电厂运行中的系统设置及经济效益分析。
除氧器排汽造成了大量的工质损失和噪音污染,除氧器余汽回收装置既解决了噪音污染又回收了工质,达到节能环保创收的三重功效,在电厂中应大力推广。
【关键字】除氧器;余汽回收装置
引言
现代热电厂中锅炉给水的除氧方法,一般采用的是热力除氧法。
热力除氧不但去除了给水中的氧气,而且也去除了水中溶解的其他气体,并且没有其他遗留物质,因此在现代热电厂被广泛应用。
众所周知,为了达到良好的除氧效果,除氧水必须加热到除氧器工作压力下的饱和温度。
道尔顿分压定律表明,此时溶解于水中的各种气体全部逸出。
为了使除氧器里的各种气体顺利逸出从而保证水中的含氧量达标,一般是将除氧器的排汽阀门开大,使各种汽气体顺利逸出。
但是我们注意到在开大阀门对除氧有利的同时也造成了工资和热量的大量流失。
在二十一世纪的今天,随着世界能源的渐渐枯竭,人们更加注重环保和节能。
电厂的除氧器排汽不仅浪费了工资和热量,而且造成了热污染、噪音污染并且汽气排空时建筑物墙面外终日白汽缭绕,这些与现代热电厂应节能环保美观的政策相违背。
那么有没有办法既能保证除氧效果又能回收这些余汽呢?理论上在除氧器排汽管道上加装1个换热器是即可以解决噪音污染又可以回收工质。
下面分以下几个方面加以探讨:
一、除氧器余汽回收装置
除氧器余汽回收装置选定表面式加热器,表面式换热器的优点是水侧和汽侧是完全分开的,排汽凝结下来的水中的氧不会渗透到水中去,同时表面式换热器内部的不锈钢管也不易受到余汽中的氧气的腐蚀,减小检修维护的工作量。
二、除氧器余汽回收装置系统的设置
结合笔者所设计的上海金山热力供应有限公司一期工程来说,除氧器的排汽换热器可以就近放置在除氧器平台上,除氧器的余汽换热器的冷却水来自除盐水(0.6MPa,20℃),除盐水在经过余汽冷却器加热之后继续送至除氧器,除氧器的排汽冷凝下来的水利用其高差送至疏水箱,当疏水箱水满时再通过疏水泵送至除氧器继续加热除氧。
在排汽换热器上设有排气口,经过冷凝之后的排汽冷凝水中的氧气可由此逸出。
三、除氧器余汽回收装置效果的分析
1. 除氧效果分析
排汽冷却器在工程中投入运行后,运行人员可以在DCS控制室里观察到其除氧器溶氧量的指标是否在正常范围内,一般低压除氧器的含氧量要求≤10ug/l,高压除氧器含氧量≤7ug/l,在保证含氧量合格的基础上,排汽阀门的开度要尽量小。
理论上余汽换热器不会影响除氧器的除氧效果。
2. 经济效益分析
1)工质回收计算
以上海金山热力供应有限公司一期工程为例,这个工程有2台高压除氧器和2台低压除氧器,每台均装设1个排汽换热器。
经询问设备厂家,单台高压除氧器排汽量约为1t/h,取其50%为蒸汽,这50%的蒸汽中还会有大约30%的随氧气逸出,则蒸汽回收量为1×0.5×0.7=0.35t/h。
单台低压除氧器排汽量约为0.7t/h,取其50%为蒸汽,这50%的蒸汽中还会有大约15%随氧气逸出,则蒸汽回收量为0.7×0.5×0.85=0.2975t/h。
2台高压压除氧器每个小时回收疏水0.7t,同样2台高压除氧器每个小时也可以回收疏水0.6t,电厂年运行小时数为6000h的话,那么每年可以回收(0.7+0.6)x6000=7800t的疏水,以上海金山热力供应有限公司化学制水成本5元/t估算,每年可节约成本约3.9万元。
2)热量回收计算
2台高压除氧器的排汽参数约为:0.6MPa(a)、160℃,焓约为2755kJ/kg,冷凝水的焓为439kJ/kg,则每年高压除氧器排汽被除盐水吸收的热量为0.7t/h×(2755-439)kJ/kg×1000×6000h×0.7=6809GJ(由于含有不凝结气体,换热效率取70%);2台低压除氧器的排汽参数约为:0.12MPa(a)、104℃,焓约为2683kJ/kg,冷凝水的焓为439kJ/kg,每年低压除氧器排汽被除盐水吸收的热量为0.6t/h×(2683-439)kJ/kg×1000×6000h×0.7=5655GJ(换热效率取70%)。
高低压除氧器排汽被再利用的热量折合标煤约为(6809+5655)×106/(7000×4.18)=425t,折合原煤(热值5000cal/kg)304t,按照现行的煤价900元/t,大概每年可节约生产成本27.36万。
3)排汽换热器及相关管道成本计算
按照目前的市价,1个10t/h左右的混和式换热器约6万元,4个总价24万元,相关管道大约造价3.4万元,安装费1万元。
排汽冷却器的疏水至疏水箱,通过疏水泵再送至除氧器,每年因为此疏水而花费的电费约为:(1.3t/h×6000h×18.5kw×0.4)/50=1155元(选用流量50m3/h、功率18.5kw的疏水泵,6000h为年运行时间,0.4为本厂自用电价格),因此总的改造成本约为35万元,改造后此设备的年运行成本为1155元。
综合工质回收和热量回收,上海金山热力供应有限公司一期工程大概1年可以节约成本约31.14万,在第2年就可以回收其改造工程的投资成本。
四、总结
在加装了除氧器排汽回收装置之后,每年可节约生产成本约31.14万元,在第2年就可以回收改造工程的投资,改造后的经济效益可观,同时对发电企业来说,也解决了噪音污染和建筑外里面不美观的问题。
现在,国家在大力提倡节能环保,我们在热电厂的设计中也应该从小处着手,增加余汽回收系统,从而达到节能环保创收的三重功效。