QXG 231-2012冷镦和冷挤压用精品盘条标准
- 格式:pdf
- 大小:133.73 KB
- 文档页数:4
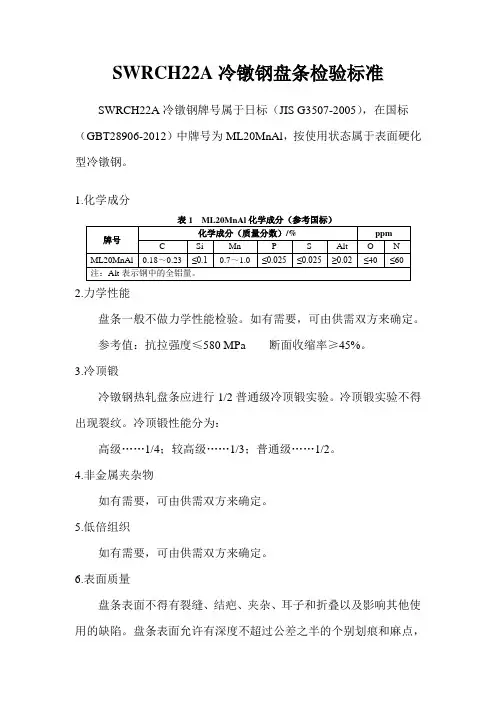
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
Q/QHAB113-2005前言本标准是对Q/QHAB113-2004《冷镦钢用热轧圆钢和盘条》的修订;本标准在修订时对原标准在以下方面的技术内容进行了修改和补充;——调整了XSWRCH10K、XSWRCH35A的化学成分;——取消了原4.2.2条款(盘条的重量及允许偏差应符合GB/T14981中Ⅲ组及以上组别求,每盘条应由一根组成,允许有5%的盘条由两根组成。
)本标准的附录A、附录B、附录C为资料性附录。
本标准由科技开发中心提出;本标准由科技开发中心归口和管理;本标准由科技开发中心起草;本标准起草人:李小莉本标准所代替标准的历次版本发布情况为:——Q/QHAB113-2002;Q/QHAB113-2004Q/QHAB113-2005冷镦钢用热轧圆钢和盘条1范围本标准适应于公司生产的供制造螺栓、螺母、螺钉等紧固件及汽车、电气、机械零件用的冷镦钢圆钢和盘条的生产组织。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准;然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T224钢的脱碳层深度测定法GB/T222钢的化学分析用试样抽取方法及成品化学成分允许偏差GB/T223.5钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸容硅含量GB/T223.11钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量GB/T223.12钢铁及合金化学分析方法碳酸钠分离一二苯碳酰二肼光度法测定铬量GB/T223.53钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量GB/T223.54钢铁及合金化学分析方法火焰原子吸收分光光度法测定镍量GB/T223.26钢铁及合金化学分析方法硫氰酸盐直接光度法测定钼量GB/T223.59钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T223.64钢铁及合金化学分析方法火焰原子吸收分光光度法测定锰量GB/T224钢的脱碳层深度测定法GB/T226钢的低倍组织及缺陷酸蚀试验法、GB/T228金属材料室温拉伸试验法GB/T231.1金属布氏硬度试验第一部分:试验方法GB/T233金属材料顶锻试验方法GB/T702热轧圆钢和方钢尺寸、外形、重量及允许偏差GB/T2101型钢验收、包装、标志及质量证明书的一般规定GB/T2975钢及钢产品力学性能试验取样位置及试样制备GB/T4336碳素钢和中低合金钢的光电发射光谱分析方法GB/T10561钢中非金属杂夹物显微评定方法GB/T13298金属显微组织检验方法GB/T14981热轧盘条尺寸、外形、重量及允许偏差3代号前缀“X”-湘钢;“S”-钢;“W”-线;“R”-棒;“C”-冷;“H”-锻;“K”-硅镇静钢;“A”-铝镇静钢4尺寸、外形、重量及允许偏差4.1热轧圆钢的尺寸、外形、重量及其允许偏差应符合GB/T702的规定,如需方有特殊要求时,应在合同中注明Q/QHAB113-20054.2热轧盘条的尺寸、外形、重量及其允许偏差4.2.1热轧盘条的尺寸、外形及其允许偏差应在合同中注明,未注明者,按GB/T14981标准中的B 级以上精度执行。
宝山钢铁股份有限公司企业标准Q/BQB 517-2003冷镦钢盘条代替Q/BQB 517-19981 范围本标准规定了冷镦钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志和质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的供制造螺栓、螺母、螺钉等紧固件及汽车、电气机械零件用的冷镦钢无扭控冷热轧盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 224 钢的脱碳层深度测定方法GB/T 228 金属材料室温拉伸试验方法GB/T 233 金属顶锻试验方法GB/T 2975 钢材力学及工艺性能试验取样规定GB/T 6478 冷镦和冷挤压用钢GB/T 10561 钢中非金属夹杂物显微评定法GB/T 13298 金属显微组织检验方法YB/T 5148 金属平均晶粒度测定方法Q/BQB 500 盘条包装、标志及质量证明书的一般规定Q/BQB 501 盘条尺寸、外形、重量及允许偏差钢由氧气转炉或电炉冶炼,若需方无特别指定,则冶炼方法由供方确定。
4.3 交货状态盘条以热轧状态交货。
4.4 冷顶锻盘条应做冷顶锻试验,试验后试样侧面上不得有裂口、裂纹和裂缝。
试样冷顶锻后与冷顶锻前高度之比为:高级??1/4较高级??1/3普通级??1/2高级、较高级冷顶锻级别应在合同中注明。
含碳量大于0.30%的牌号,当要求高级、较高级冷顶锻时,试样需先经退火。
4.5 脱碳层含碳量大于0.30%的钢及ML20MnTiB的盘条应进行脱碳层检验,盘条一边总脱碳层(铁素体+过渡层)深度不得大于盘条公称直径的1.0%。
上海市质量技术监督局关于公布2012年上海市贵金属制(饰)品产品质量监督抽查结果的通知文章属性•【制定机关】上海市质量技术监督管理局•【公布日期】2012.10.09•【字号】•【施行日期】2012.10.09•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】质量管理和监督正文上海市质量技术监督局关于公布2012年上海市贵金属制(饰)品产品质量监督抽查结果的通知近期,上海市质量技术监督局对本市生产和销售的贵金属制(饰)品产品质量进行专项监督抽查。
本次抽查产品103批次,覆盖本市主要生产企业。
经检验,不合格5批次。
本次监督抽查依GB11887-2008《首饰贵金属纯度的规定及命名方法》、QB/T2062-2006《贵金属饰品》、QB/T1690-2004《贵金属饰品质量测量允差的规定》等国家标准及相关标准要求,对产品的下列项目进行了检验:贵金属饰品:贵金属含量;配件贵金属含量;贵金属质量;有害元素含量(铅、镉、铬、砷、汞);标识(包括印记(厂家代号、材料、纯度、镶嵌饰品钻石的质量);标签(材料、纯度、品种、销售价格、产品标准编号、生产企业和销售商的名称、质量);其他标识物(产品质量检验合格证明、生产企业或销售企业的名称及地址和中文警示说明))。
贵金属制品:贵金属含量;贵金属质量;有害元素含量(铅、镉、铬、砷、汞);标识(印记、标签)。
本次监督抽查中发现的不合格项目如下:1、贵金属含量:该项目标准要求:实测值不低于标称的贵金属纯度千分数最小值。
本次抽查中,该项目有3批次产品不合格。
2、贵金属质量:该项目标准要求:金、铂制(饰)品质量称量允差为-0.01g,银制(饰)品质量称量允差为-0.1g。
本次抽查中,该项目有1批次产品不合格。
3、标识(印记):该项目标准要求:贵金属饰品印记应包括:a.厂家代号;b.材料;c.纯度;d.镶嵌饰品钻石的质量4项内容。
本次抽查中,该项目有1批次产品不合格。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过的个别发纹。
7. 尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±,不圆度要求≤。
欧洲标准EN10263-22001.6ICS 77.140.60; 77.140.65冷镦和冷挤压盘条、钢棒和钢丝-第2部分:冷作后不用于热处理钢的交货技术条件CEN欧洲标准化委员会前言1范围2 规范性引用文件3 术语和定义4 分类和命名4.1分类4.2命名5制造工艺5.1一般要求5.2脱氧6技术要求6.1交货状态6.2化学成分6.3力学性能6.4表面质量6.5补充或特殊要求本欧洲标准由技术委员会ECISS/TC15“钢丝-盘条-质量、尺寸、允许偏差和专用试验”起草,秘书处由UNI承担。
本欧洲标准应用国家标准的形式最晚于2001年12月以同样文本公布或签发,并同时废除与之相矛盾的国家标准。
本欧洲标准EN 10263以下几个部分组成:-第1部分:一般交货技术条件;-第2部分:冷作后不用于热处理钢的交货技术条件;-第3部分:渗碳渗氮钢的交货技术条件;-第4部分:淬火回火钢的交货技术条件;-第5部分:不锈钢交货技术条件。
按照CEN/CENELEC的内部章程,下列国家有义务执行此欧洲标准:奥地利、比利时、捷克、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
1范围1.1EN10263标准的本部分适用于用于冷镦和冷挤压,对最终零件无需进行后续热处理的,直径不大于100mm的圆形非合金钢或合金钢钢棒、盘条和钢丝。
1.2EN 10263的这一部分由EN10263-1补充。
2规范性引用文件本欧洲标准在条文中适当处引用了其它文件中的条款。
这些文件有注日期或不注日期的,名称如后。
凡注日期的引用文件,其随后所有的修改单或修订本仅当包含在本标准中时才适用于本标准。
凡未注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10020钢牌号的定义和分类EN 10263-1冷镦和冷挤压盘条、钢棒、和钢丝-第1部分一般交货条件3术语和定义标准EN 10263-1的定义适用于本标准。
各种冷镦钢牌号及其化学成分表1非热处理型盘条的牌号和化学成分序号牌号化学成分(质量分数)/%C Si Mn P S Alt a1ML04Al≤0.06≤0.100.20~0.40≤0.025≤0.0200.020~0.060 2ML06Al≤0.08≤0.100.30~0.60≤0.025≤0.0200.020~0.060 3ML08Al0.05~0.10≤0.100.30~0.60≤0.025≤0.0200.020~0.060 4ML10Al0.08~0.13≤0.100.30~0.60≤0.025≤0.0200.020~0.060 5ML100.08~0.130.10~0.300.30~0.60≤0.025≤0.020—6ML12Al0.10~0.15≤0.100.30~0.60≤0.025≤0.0200.020~0.060 7ML120.10~0.150.10~0.300.30~0.60≤0.025≤0.020—8ML15Al0.13~0.18≤0.100.30~0.60≤0.025≤0.0200.020~0.060 9ML150.13~0.180.10~0.300.30~0.60≤0.05≤0.020—10ML20Al0.18~0.23≤0.100.30~0.60≤0.025≤0.0200.020~0.060 11ML200.18~0.230.10~0.300.30~0.60≤0.025≤0.020—a当测定酸溶铝Als 时,Als≥0.015%。
表2表面硬化型盘条的牌号和化学成分序号牌号a化学成分(质量分数)/%C Si Mn P S Cr Alt b1ML18Mn0.15~0.20≤0.100.60~0.90≤0.025≤0.020—0.020~0.060 2ML20Mn0.18~0.23≤0.100.70~1.00≤0.025≤0.020—0.020~0.060 3ML15Cr0.13~0.180.10~0.300.60~0.90≤0.025≤0.0200.90~1.200.020~0.060 4ML20Cr0.18~0.230.10~0.300.60~0.90≤0.025≤0.0200.90~1.200.020~0.060 a表1中序号为8~11的四个牌号也适用于表面硬化型。
冷镦用不锈钢标准冷镦用不锈钢标准主要涉及不锈钢的牌号、规格、技术要求、试验方法等方面。
在我国,工信部于2024年2月1日实施了18项新制定或修订的黑色冶金行业标准,其中包括《汽车紧固件用冷镦钢盘条》等不锈钢相关标准。
《汽车紧固件用冷镦钢盘条》标准(编号:YB/T 6106-2023)规定了汽车紧固件用冷镦钢盘条的术语和定义、订货内容、分类及代号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等内容。
该标准适用于公称直径为5mm~42mm的汽车紧固件用冷镦钢盘条。
另外,在工信部发布的7项不锈钢标准中,还包括了《不锈钢彩色涂层钢板及钢带》、《装饰用不锈钢冷轧钢板及钢带》、《大直径奥氏体不锈钢无缝钢管》、《城镇燃气输送用不锈钢焊接钢管》、《铬-锰-镍-氮系奥氏体不锈钢冷轧钢板和钢带》、《铬-锰-镍-氮系奥氏体不锈钢热轧钢板和钢带》、《流体输送用不锈钢波纹管及管件》等标准。
这些标准的实施对于规范不锈钢产品的设计、生产、检验和应用具有重要意义,有助于提高产品质量,确保工程安全和环境保护。
总体来说,冷镦用不锈钢标准主要关注以下几个方面:1. 牌号和规格:规定了不锈钢的牌号、规格及其表示方法,以便于生产和采购过程中对不锈钢的选材进行正确识别。
2. 技术要求:明确了不锈钢的化学成分、机械性能、耐腐蚀性能等技术指标,以确保产品具有所需的使用性能。
3. 试验方法:规定了不锈钢的试验方法,包括化学分析、机械性能试验、耐腐蚀试验等,以确保产品质量的稳定性和可靠性。
4. 检验规则:明确了不锈钢产品的检验程序、检验项目和检验标准,以确保产品的合格率。
5. 包装、标志和质量证明书:规定了不锈钢产品的包装、标志和质量证明书的要求,便于产品流通和应用过程中的识别和管理。
6. 应用领域:针对不同不锈钢产品的应用领域,如汽车紧固件、建筑装饰、流体输送等,制定了相应的标准和规范,以确保产品在特定领域的安全可靠应用。
冷镦用碳素钢盘条Q/JG.03.027—2012 1 范围本标准规定了冷镦用碳素钢盘条的尺寸、外形及允许偏差、技术要求、检验和试验、包装、标志和质量证明书等。
本标准适用于供冷镦和冷锻用碳素钢盘条。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 223 钢铁及合金化学分析方法GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 10561 钢中非金属夹杂物含量的测定YB/T 5293 金属材料顶锻试验方法GB/T 6394 金属平均晶粒度测定方法GB/T 224 钢的脱碳层深度测定方法GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定JIS G 3507-1 冷镦用碳素钢第1部分:盘条3 尺寸、外形及允许偏差冷镦用碳素钢盘条的尺寸、外形及允许偏差应符合表1的规定。
表1 直径公差和不圆度(mm)注:不圆度是指在同一截面上盘条的直径最大值与最小值之差。
4 技术要求4.1 牌号及化学成分4.1.1 钢的牌号及化学成分(熔炼成分)应符合表2规定。
表2 化学成分(%)4.1.2 盘条的成品化学成分允许偏差应符合GB/T 222的规定。
4.2 交货状态盘条以热轧状态交货。
4.3 脱碳层牌号为SWRCH30K~SWRCH50K的盘条,当需方对其脱碳层深度提出要求时,其平均脱碳层深度应符合表3的规定。
然而,对于直径大于32mm的盘条,其脱碳层深度要求应由供需双方协商。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
钢中残余铬、镍和铜的质量分数各不大于0.20%。
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
页脚内容1
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过0.1mm的个别发纹。
7. 尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
页脚内容2。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906—2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1。
化学成分
表1 ML35Mn化学成分(参考国标)
2。
力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5。
低倍组织
如有需要,可由供需双方来确定。
6。
表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使
用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过0。
1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40.。
冷镦和冷挤压用精品盘条
1 范围
本标准规定了冷镦和冷挤压用精品盘条的分类、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装标志及质量证明书。
适用范围为用于生产大变形(如生产法兰盘等)及稳定性强的标准紧固件及非标准紧固件。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢成品化学成分允许偏差
GB/T 224 钢的脱碳层深度测定方法
GB/T 226 钢的低倍组织及缺陷酸蚀检验法
GB/T 228 金属材料 室温拉伸试验方法
GB/T 1979 结构钢低倍组织缺陷评级图
GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 10561 钢中非金属夹杂物含量的测定 标准评级图显微检验法
GB/T 14981 热轧盘条尺寸、外形、重量及允许偏差
GB/T 20066 钢和铁 化学成分测定用试样的取样和制样方法
YB/T 5293 金属材料顶锻试验方法
3 分类和代号
SWRCH表示冷镦用碳素钢盘条,其中S:Steel(钢);W:Wire(线);R:Rod(棒);C:Cold(冷);H:heading(镦)。
“XG”表示邢钢的汉语拼音字头。
4 尺寸、外形、重量及允许偏差
尺寸、外形、重量及允许偏差应符合GB/T14981的规定。
尺寸精度符合GB/T14981之B级及以上要求。
5 技术要求
5.1 牌号及化学成分
5.1.1 冷镦和冷挤压用精品盘条的牌号及化学成分(熔炼分析)应符合表1的规定。
表1
牌号 脱氧方式
化学成分(质量分数),%
C Si Mn P S Al t
XGSWRCH6A
A
≤0.08 ≤0.10 ≤0.60
≤0.030 ≤0.035 ≥0.020
XGSWRCH8A ≤0.10 ≤0.10 ≤0.60 ≥0.020 XGSWRCH10A0.08-0.13 ≤0.10 0.30-0.60 ≥0.020 XGSWRCH12A0.10-0.15 ≤0.10 0.30-0.60 ≥0.020 XGSWRCH15A0.13-0.18 ≤0.10 0.30-0.60 ≥0.020 XGSWRCH16A0.13-0.18 ≤0.10 0.60-0.90 ≥0.020 XGSWRCH18A0.15-0.20 ≤0.10 0.60-0.90 ≥0.020 XGSWRCH19A0.15-0.20 ≤0.100.70-1.00 ≥0.020 XGSWRCH20A0.18-0.23 ≤0.100.30-0.60 ≥0.020 XGSWRCH22A0.18-0.23 ≤0.10 0.70-1.00 ≥0.020
XGSWRCH10K
G 0.08-0.13 0.10-0.35 0.30-0.60 -
XGSWRCH12K0.10-0.15 0.10-0.35 0.30-0.60 -XGSWRCH15K0.13-0.18 0.10-0.35 0.30-0.60 -XGSWRCH16K0.13-0.18 0.10-0.35 0.60-0.90 -XGSWRCH17K0.15-0.20 0.10-0.35 0.30-0.60 -XGSWRCH18K 0.15-0.20 0.10-0.35 0.60-0.90 - XGSWRCH20K 0.18-0.23 0.10-0.35 0.30-0.60 -XGSWRCH22K0.18-0.23 0.10-0.35 0.70-1.00 -XGSWRCH24K 0.19-0.25 0.10-0.35 1.35-1.65 -XGSWRCH25K0.22-0.28 0.10-0.35 0.30-0.60 -XGSWRCH27K0.22-0.29 0.10-0.35 1.20-1.50 -XGSWRCH30K0.27-0.33 0.10-0.35 0.60-0.90 -XGSWRCH33K 0.30-0.36 0.10-0.35 0.60-0.90 -XGSWRCH35K0.32-0.38 0.10-0.35 0.60-0.90 -XGSWRCH38K 0.35-0.41 0.10-0.35 0.60-0.90 -XGSWRCH40K0.37-0.43 0.10-0.35 0.60-0.90 -XGSWRCH41K0.36-0.44 0.10-0.35 1.35-1.65 -XGSWRCH43K0.40-0.46 0.10-0.35 0.60-0.90 -XGSWRCH45K0.42-0.48 0.10-0.35 0.60-0.90 -XGSWRCH48K 0.45-0.51 0.10-0.35 0.60-0.90 -XGSWRCH50K0.47-0.53 0.10-0.35 0.60-0.90 -
注:脱氧方式中A为铝镇静钢,G为硅镇静钢。
5.1.2 盘条的成品化学成分与表1规定值之间的允许偏差应符合GB/T222的规定。
5.1.3 经供需双方协议亦可供应其它牌号或化学成分的盘条。
5.1.4 钢种残余元素Cr、Ni、Cu的质量分数各不大于0.20%。
5.2 冶炼方法
钢应由氧气转炉或电炉冶炼、LF炉外精炼、大方坯连铸机。
除非需方有特殊要求,冶炼方法一般由供方选择。
5.3 交货状态
盘条以热轧状态交货。
5.4 冷顶锻
冷顶锻试验不得出现裂纹。
根据试样冷顶锻后与冷顶锻前的高度之比,盘条的冷顶锻性能分为:
高级……1/4;
较高级……1/3;
普通级……1/2。
需方要求高级或较高级的冷顶锻性能时,应在合同中注明。
含碳的质量分数大于或等于0.30%的牌号以及含合金元素的牌号,当要求高级或较高级的冷镦性能时,冷镦试样需先经过球化退火。
5.5脱碳层
含碳量大于0.30%的盘条应进行脱碳层检验。
盘条每边总脱碳层深度(铁素体+过渡层)不得大于公称直径的1.0%(Ⅰ组)及1.5%(Ⅱ组),但对于直径小于7mm的盘条,一边的总脱碳层深度不得大于0.1mm。
如果需方要求Ⅰ组(≤1.0%D)脱碳层时,应在合同中注明。
若未注明,按Ⅱ组(≤1.5%D)供应。
5.6 酸浸低倍组织
盘条的低倍组织应满足以下要求,但如果供方能够保证低倍组织满足要求时可不做检验。
在横向酸浸试片上检验低倍组织时,不得有目视可见的缩孔、气泡、分层、裂缝、夹杂和白点。
酸浸低倍组织中一般疏松、中心疏松和方形偏析应各不大于2.5级。
5.7 表面质量
盘条表面不得有肉眼可见的裂缝、结疤、夹杂、耳子和折叠。
如存在上述缺陷应予以清除,清除深度从实际尺寸算起不得大于公称直径之半。
清除宽度应不小于深度的5倍。
盘条表面允许存在有深度不超过公差之半的个别擦划痕和麻点,以及深度不超过下列规定的个别发纹:直径不大于20mm的盘条为0.10mm,直径大于20mm的盘条为0.15mm。
5.8 特殊要求
根据需方要求,经供需双方协议,并在合同中注明,盘条可进行力学性能和非金属夹杂物检验,合格指标由供需双方协商确定。
6 试验方法
每批盘条的检验方法应符合表2规定。
表2
序号 检验项目 取样数量 取样/检验部位 试验方法 备注
1 化学成分 1 按GB/T20066 GB/T4336 必检项目
2 冷顶锻
3 不同根盘条 YB/T5293 必检项目
3 脱碳层 2 不同根盘条 GB/T 22
4 必检项目
4 表面质量 逐盘 -目视检查,必要时也可以去除氧化铁皮检查 必检项目
5 尺寸 逐盘 -千分尺测量 必检项目
6 低倍组织 2 按GB/T226 GB/T 226 、GB/T 1979 要求时检验
7 拉伸 2 按GB/T2975 GB/T228 要求时检验
8 非金属夹杂物 2 不同根盘条 GB/T 10561 要求时检验
7 检验规则
7.1盘条由供方质量检验部门进行检验和验收。
供方必须保证交货的盘条符合有关标准规定,需方有权按相应标准规定进行检验和验收。
7.2盘条应成批交货,每批由同一炉号、同一牌号、同一规格和同一热处理炉次的盘条组成。
7.3如用户没有特殊要求时仅按表2备注栏必检项目进行进行检验;如用户有特殊要求时,应与合同一致。
7.4复检和判定规则
复检和判定规则应符合国标GB/T2101中3.4条规定。
8 包装、标志和质量证明书
盘条的包装、标志和质量证明书应符合国标GB/T2101的规定。