SMAW Basic training手工电弧焊
- 格式:ppt
- 大小:2.34 MB
- 文档页数:45

焊接方式代号
焊接方式通常使用一到四位数字的代码来表示,以下是常见的焊接方式代号及其含义:
1. 手工电弧焊(SMAW):代号为111,代表手工沿直焊,1代表该焊接方式的三个特征:手工、电弧、焊丝表面保护。
2. 氩弧焊(TIG):代号为141,代表氩弧嵌入焊,1代表氩弧焊。
3. 电阻焊(RSW):代号为21,代表焊接的两个金属件需要通过电阻热量来熔化并加热两个金属之间的接触面。
4. 电弧镀焊(SAW):代号为121,代表电弧下垂对角线焊接,1代表焊接弧。
5. 焊锡焊(Soldering):代号为311,代表焊接材料是焊锡。
6. 气焊(Oxy-fuel welding):代号为311,代表焊接材料是氧焊。
7. 气体保护焊(GMAW):代号为135,代表使用惰性气体进行保护的金属活动焊接。
8. 焊接热重焊(RPE):代号为5122,代表使用的加热源是室内电流、气焊火焰或弧焊火焰。
这些是常见的焊接方式代号示例,根据不同的规范和标准,代号可能会有所不同。

smaw是什么焊接方法
焊接方法之一是SMAW,即手工电弧焊。
这种焊接方法使用一根被称为焊条的金属棒作为电流源,通过产生并保持一条稳定的电弧将焊条与工件连接起来。
SMAW广泛应用于各种金属焊接工作,包括钢铁、铝、铜等材料的焊接。
SMAW焊接具有以下特点:
1. 适用范围广:SMAW焊接可用于不同类型的金属,例如常见的低碳钢、高碳钢、不锈钢等。
2. 简单易学:相对于其他焊接方法,SMAW焊接技术较为简单,易于初学者掌握,无需复杂的设备和大量的培训。
3. 轻便性:SMAW焊接设备相对较小,方便移动和携带,可以在较为狭小的空间内进行焊接作业。
4. 适应性强:SMAW焊接可在各种环境条件下进行,包括户外和水下等特殊环境,适应性较强。
5. 可焊接多种位置和角度:无论是水平、垂直、横向还是倾斜等不同位置和角度,SMAW焊接均可以胜任。
6. 焊接效率较低:相比较其他自动化焊接方法,SMAW焊接速度较慢,焊接效率相对较低。
7. 需要后续处理:SMAW焊接后,常需要进行打磨、抛光等
后续处理工序,以达到所需的焊接质量。
综上所述,SMAW是一种常见的手工电弧焊接方法,适用于不同类型的金属焊接,具有简单易学、适应性强等特点,但焊接效率相对较低,需要后续处理。
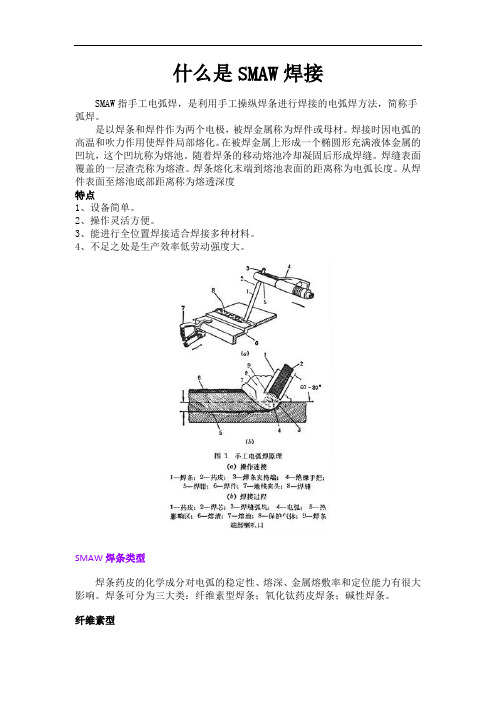
什么是SMAW焊接SMAW指手工电弧焊,是利用手工操纵焊条进行焊接的电弧焊方法,简称手弧焊。
是以焊条和焊件作为两个电极,被焊金属称为焊件或母材。
焊接时因电弧的高温和吹力作用使焊件局部熔化。
在被焊金属上形成一个椭圆形充满液体金属的凹坑,这个凹坑称为熔池。
随着焊条的移动熔池冷却凝固后形成焊缝。
焊缝表面覆盖的一层渣壳称为熔渣。
焊条熔化末端到熔池表面的距离称为电弧长度。
从焊件表面至熔池底部距离称为熔透深度特点1、设备简单。
2、操作灵活方便。
3、能进行全位置焊接适合焊接多种材料。
4、不足之处是生产效率低劳动强度大。
SMAW焊条类型焊条药皮的化学成分对电弧的稳定性、熔深、金属熔敷率和定位能力有很大影响。
焊条可分为三大类:纤维素型焊条;氧化钛药皮焊条;碱性焊条。
纤维素型焊条的药皮中含有大量的纤维素,它的特点是电弧熔深深、摩擦变形速度快,这也提高了整个焊接速度。
但由于焊缝沉淀物比较粗糙并且和流动的熔渣混合在一起,所以除渣很困难。
这种焊条在任何位置都可以使用,而且因其在高架焊管(‘stovepipe’ welding technique)中的使用而为人们所熟悉。
特点:在所有位置都能形成较深的熔深;适用于向下立焊;良好的机械性能;产生大量的氢——有造成热影响区(Haz)裂纹的风险。
氧化钛氧化钛的药皮中含有大量的氧化钛(rutile)。
氧化钛使起弧、平滑电弧操作和降低弧飞溅变得容易。
这种通用焊条具有良好的焊接特性。
在交流电或直流电下,它们可用于所有位置的焊接,特别适用于横角/立角位置的接头焊接。
特点:合适的焊缝金属机械性能;粘性熔渣能形成良好的焊道外形;定位焊接可能会产生流动的熔渣(含氟化物);易清除熔渣。
碱性焊条碱性焊条药皮中含有大量的碳酸钙(石灰石)、氟化钙(萤石)。
这使它的熔渣比氧化钛型焊条的熔渣更易流动,这也是一种协助立焊和仰焊快速冷却的方法。
这些焊条用于焊接中型和大型结构,要求具有较高的焊接质量、良好的机械性能和抗裂纹能力(过度拘束会产生裂纹)。

焊接的工艺方法主要有焊接是将金属材料通过熔化和冷却的方式连接起来的一种工艺方法。
根据不同的焊接目的和材料特点,可以采用不同的焊接工艺方法。
主要的焊接工艺方法包括以下几种:1.手工电弧焊接(SMAW): 手工电弧焊接又称零件接触焊接,是一种常用的焊接方法。
它通过熔化电弧和手持电极的形成,将填充材料和母材熔化连接在一起。
手工电弧焊接适用于各种材料的连接,可在室内和室外环境下进行。
但是,手工电弧焊接的劳动强度较高,焊缝质量受操作技术的影响较大。
2.气体保护焊(GTAW/TIG):气体保护焊是一种常用的高质量焊接方法。
该方法使用惰性气体(如氩气)保护焊缝,防止焊缝受到氧化和污染。
气体保护焊可以焊接不锈钢、铝合金等高熔点金属,对焊接质量要求较高的应用领域。
3.电阻焊接(RW):电阻焊接是利用电阻效应进行的焊接方法。
它通过将工件夹在电极之间,通电使接触区域产生热量,达到熔化并连接工件的目的。
电阻焊接可以用于金属之间的连接,如钢筋的电阻焊接、汽车制造中的点焊等。
4.电弧焊接(GMAW/MIG):电弧焊接是利用电源产生的电弧加热工件的焊接方法。
电弧焊接通过电极给工件引导电流,产生弧光并加热工件,使接触面熔化并连接在一起。
电弧焊接是一种高效、高速、易于自动化的焊接方法,适用于焊接碳钢、低合金钢等材料。
5.等离子焊接(PAW):等离子焊接是在气体保护下,利用电弧产生的高温等离子体进行的一种焊接方法。
等离子焊接适用于焊接钢、不锈钢、铜合金等材料,在焊接过程中产生的热影响区较小,焊接质量较好。
6.激光焊接(LBW):激光焊接是利用激光的高能量和高浓度进行的一种焊接方法。
激光焊接具有热影响区小、焊接速度快、焊缝质量好等优点。
它适用于焊接高熔点和薄板材料,如航空航天、电子器件制造等领域。
除了以上几种常见的焊接工艺方法,还有熔覆焊接、摩擦焊接、超声波焊接、爆炸焊接等其他特殊的焊接方法。
这些方法在不同的应用领域和具体焊接需求下,具有各自的特点和适用范围。

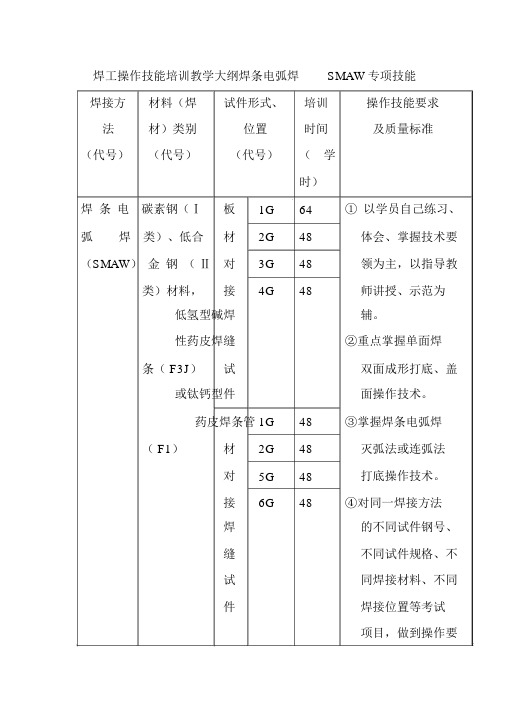
焊工操作技能培训教学大纲焊条电弧焊SMAW专项技能
焊接方材料(焊试件形式、培训操作技能要求法材)类别位置时间及质量标准
(代号)(代号)(代号)(学
时)
焊条电碳素钢(Ⅰ板1G64① 以学员自己练习、弧焊类)、低合材2G48体会、掌握技术要(SMAW)金钢(Ⅱ对3G48领为主,以指导教类)材料,接4G48师讲授、示范为
低氢型碱焊辅。
性药皮焊缝②重点掌握单面焊条( F3J)试双面成形打底、盖
或钛钙型件面操作技术。
药皮焊条管1G48③掌握焊条电弧焊( F1)材2G48灭弧法或连弧法
对5G48打底操作技术。
接6G48④对同一焊接方法
焊的不同试件钢号、
缝不同试件规格、不
试同焊接材料、不同
件焊接位置等考试
项目,做到操作要
管2FRG36领明确、操作姿势
板2FG36正确。
角4FG36⑤ 质量验收标准:应
接5FG36分别符合《考规》
头6FG36之第二十七、二十
试八、二十九、三十、
件三十一、三十二条马氏体钢、板1G64的规定。
铁素体不材2G48
锈钢(Ⅲ对3G48
类)和奥氏接4G48
体不锈钢、焊
双相不锈缝
钢(Ⅳ类)试
材料,件
低氢型碱管1G48
性药皮焊材2G48
条( F3J)对5G48
6G48或钛钙型接
药皮焊条焊
(F1)缝
试
件
管2FRG 36
板2FG36
角4FG36
接5FG36
头6FG36
试
件。
手工电弧焊基础知识讲解一、概述。
手工电弧焊(Shielded Metal Arc Welding,简称SMAW)是一种利用电弧产生的热量来熔化焊条和母材,从而实现焊接的方法。
它是最古老、最常用的焊接方法之一,具有设备简单、操作灵活、适用性强等优点。
(一)焊接原理。
1. 电弧产生。
- 在手工电弧焊中,当焊条与焊件接触时,由于短路产生高热,使焊条端部和焊件表面迅速熔化。
然后迅速提起焊条,在焊条端部和焊件之间形成一个电弧。
电弧是一种气体放电现象,在电弧的高温作用下(弧柱中心温度可达6000 - 8000K),焊条和焊件的局部被熔化形成熔池。
- 原因:短路瞬间电流很大,根据焦耳定律(Q = I²Rt),产生大量热量使金属熔化。
而提起焊条后,在电场的作用下,电极间的气体被电离,形成导电通道即电弧。
2. 熔池形成与凝固。
- 随着电弧的持续燃烧,焊条不断熔化并滴入熔池,同时焊件边缘也被熔化,熔池中的液态金属在电弧力和重力等作用下混合均匀。
当电弧移开后,熔池中的液态金属开始冷却凝固,形成焊缝。
- 原因:电弧提供持续的热量,保证熔池处于液态。
而当电弧移开,热量散失,根据金属的凝固特性,液态金属温度降低到熔点以下就会凝固。
二、设备与工具。
(一)焊接电源。
1. 交流电焊机。
- 交流电焊机是手工电弧焊常用的电源之一。
它的结构简单、成本低、使用可靠。
其工作原理是通过变压器将输入的交流电降压后输出适合焊接的交流电。
例如,常见的BX1 - 330型交流电焊机,它可以将220V或380V的输入电压转换为适合焊接的低电压大电流输出。
- 优点:价格相对便宜,维护简单。
缺点:电弧稳定性稍差,焊接薄板时较难控制。
2. 直流电焊机。
- 直流电焊机输出直流电,可分为旋转式直流电焊机和整流式直流电焊机。
整流式直流电焊机是通过整流器将交流电转换为直流电。
直流电焊机的电弧稳定性好,适用于焊接各种金属材料,特别是对电弧稳定性要求较高的低氢型焊条焊接。
手工电弧焊SMAW介绍及优缺点这里首先要讨论的是手工电弧焊,也就是我们通常所说的“手把焊”,它是通过带药皮的焊条和被焊金属间的电弧将被焊金属加热,从而达到焊接的目的。
图3.2给出了手工电弧焊的各种影响因素及成型的情况。
从图中可以看出,焊条和工件的电弧是由电流引起的,它提供热能并将母材、填充金属以及药皮融化,随着电弧向右移动,焊接金属得以凝固并在表面形成一层焊渣,焊渣是在金属的凝固过程中浮上来的,因此,焊接缺陷夹渣,即使很少,也有可能出现。
图 3.2也说明了焊接保护气体是由焊条药皮在加热后分解形成的,这些气体帮助焊剂为电弧周围的熔融金属提供保护。
手工电弧焊中最主要的要素是焊条本身,它是由金属芯外覆一层粒状焊剂和某种粘接剂制作而成的。
所有的碳钢和低合金钢焊条基本上都用低碳钢丝做芯,而合金元素则来自于药皮,这也是较为经济的一种合金化方法。
焊条药皮的不同导致了不同焊条种类,焊条药皮有以下五种作用:(1)保护——药皮分解后产生的气体为熔融金属提供保护。
(2)脱氧——药皮为焊剂去除氧气和其他气体。
(3)合金化——药皮为焊缝提供合金化元素。
(4)电离——药皮改善电特性以增强电弧稳定性。
(5)保温——凝固的焊渣在焊缝金属上的覆盖降低了焊缝金属的冷却速度(次要影响)。
由于焊条在手工电弧焊中的影响很大,就有必要了解其分类和品种。
美国焊接学会给出了手工电弧焊焊条的标识方法,见图3.3。
美国焊接学会技术条件A5.1和A5.5分别介绍了对碳钢和低合金钢焊条的有关要求,并描述了它们的分类和特性。
焊条标识中用字母E和另外四到五个数字组成,字母E代表焊条。
前二个数字代表熔敷金属的最小抗拉强度,单位为千磅每平方英寸,“70”就表示熔覆金属的最小抗拉强度为70,000磅每平方英寸(PSI)。
接下来的数字代表焊条的可焊位置。
数字“1”表示焊条可用于任何焊接位置,数字“2”表示熔融金属流动性非常好,只能用于平焊或角焊缝的横焊,数字“4”表示焊条可用于立向下焊,数字“3”不再使用。
手工焊接的操作方法有几种
手工焊接是一种常见的焊接方法,常用于小型工件、修补和紧密空间中。
根据焊接材料、焊接位置和焊接方式的不同,手工焊接的操作方法可以分为以下几种:
1. 手工电弧焊接(SMAW):手工电弧焊是最常见的手工焊接方法。
焊工通过电弧产生高温来熔化焊条和工件,在熔融状态下形成焊缝。
2. 气焊:气焊是使用氧气和燃料(常见的是乙炔)来产生高温,将焊条和工件熔化并形成焊缝。
3. TIG焊接:TIG焊接是一种常见的手工氩弧焊接方法。
焊工使用钨电极将电弧引入工件和焊条之间,同时通过惰性气体(通常是氩气)保护熔融区域,形成焊缝。
4. 焊锡:焊锡是用于连接电子元器件和电子线路的一种手工焊接方法。
焊工使用焊锡和烙铁,将焊锡熔化后涂抹在连接处,形成焊缝。
5. 焊接包覆:焊接包覆是一种手工焊接方法,常用于防止腐蚀或改善焊接性能。
焊工使用焊条或涂料包覆在焊接接头周围,形成保护层。
这些是常见的手工焊接方法,每种方法都适用于不同类型的工件和需求,具体的选择需根据具体情况进行。
电弧焊的种类电弧焊是一种常用的金属焊接工艺,通过电弧的高温作用将金属材料熔化并连接在一起。
根据不同的焊接要求和应用场景,电弧焊可以分为多种不同类型,下面将逐一介绍这些种类。
1. 手工电弧焊(SMAW):手工电弧焊,又称为电焊,是最基础且最常见的电弧焊类型之一。
在手工电弧焊过程中,焊工手持电焊枪,将焊条与工件的焊接部位通过电弧熔化并连接起来。
这种焊接方法简单易行,适用于各种金属材料的焊接,但操作相对繁琐,需要焊工具有一定的技术和经验。
2. 气体保护电弧焊(GMAW):气体保护电弧焊,也称为MIG焊,是一种常用的半自动焊接方法。
在气体保护电弧焊中,焊工使用焊枪将金属焊丝送入电弧中,并通过惰性气体(如氩气)提供保护,以防止焊缝氧化。
这种焊接方法操作简便,适用于薄板焊接和高效生产线焊接。
3. 通用型电弧焊(FCAW):通用型电弧焊,也称为焊丝电弧焊,是一种常用的自动或半自动焊接方法。
与气体保护电弧焊类似,通用型电弧焊也使用焊枪将焊丝送入电弧中进行焊接。
不同之处在于,通用型电弧焊使用的焊丝中含有焊接剂,可以产生自身保护气,不需要额外的气体保护。
这种焊接方法适用于各种焊接位置和材料。
4. 氩弧焊(GTAW):氩弧焊,也称为TIG焊,是一种高质量和高精度的焊接方法。
在氩弧焊中,焊工使用一根细小的非融化电极(通常为钨极)和氩气作为保护气体,通过电弧将焊丝熔化并连接在一起。
氩弧焊具有焊接速度慢、熔池稳定以及焊缝质量高的优点,适用于对焊接质量要求较高的领域,如航空航天、核工业等。
5. 电渣焊(SAW):电渣焊是一种自动化的焊接方法,广泛应用于大型结构的焊接,如船舶、桥梁等。
在电渣焊中,焊工使用一根焊条和一根连续供给的焊丝,通过电弧的高温将焊丝熔化,并在焊缝上形成一层熔渣,保护焊缝。
电渣焊具有焊接速度快、焊接质量高、自动化程度高的特点。
6. 等离子弧焊(PAW):等离子弧焊是一种高能量密度的焊接方法,适用于焊接厚板和高合金材料。