注塑车间交接班记录表YL
- 格式:doc
- 大小:16.50 KB
- 文档页数:1
注塑车间交接班流程及注意事项《注塑车间交接班那些事儿》嘿,大家好呀!今天咱来唠唠注塑车间交接班流程及要注意的那些事儿,这里边的门道可不少呢。
交接班流程呢,就像是一场接力赛,上一班的兄弟姐妹跑完了自己的那一棒,赶紧交接给下一班的小伙伴,保证生产不停顿。
一般来说,接班的同志们可得提前个十几分钟到岗,不能卡点来,不然还没准备好呢,就稀里糊涂开始干活了,那可不行。
到了岗位上,第一步就是和上一班的同志们对对眼神,确认一下那些机器设备是不是都正常。
然后就像警察交接似的,仔细看看生产记录,了解清楚上一班都干了些啥,有没有啥遗留问题,要是有,那可得赶紧弄明白,别给自己埋雷啊。
接着就该去现场溜达一圈了,看看模具啊、原料啊啥的都齐没齐,机器有没有啥小脾气,要是发现有点不对劲,就得赶紧跟交接的同事沟通,别当冤大头。
注意事项呢,那可多了去了。
首先,可得把自己的眼睛瞪得像铜铃一样,别放过任何一个小细节。
接班的时候要是稀里糊涂的,等自己当班的时候出了问题,那可就是自己背锅啦。
还有啊,要是上一班的同事干活的时候有点马马虎虎,留下一堆烂摊子,可不能碍于情面不好意思说。
咱得光明正大地指出来,不然等到自己当班的时候出了问题,那可就有苦说不出喽。
再有就是,交接班的时候千万别嘻嘻哈哈,咱得严肃认真对待,不能因为聊个天就把重要的事情给忘了。
这可不是开玩笑的,生产线上的事儿一点马虎不得。
另外呢,自己当班的时候,也得好好干活,给下一班的同事留下个好印象。
要是自己乱搞一通,等交接班的时候,那得多尴尬呀。
总之呢,注塑车间交接班就像是一场游戏,得遵守规则,认真对待,才能玩得转。
大家都得打起十二分精神,把这个接力赛跑得稳稳当当的,让生产一直顺顺利利的。
希望大家都能开开心心上班,平平安安回家,把咱们注塑车间搞得越来越好!你们说,是不是这个理儿呀?哈哈!。
注塑车间交接班制度一、背景介绍注塑车间是制造企业中的重要部门之一,负责生产注塑成型产品。
为了确保生产过程的连续性和信息的传递准确性,制定一套规范的交接班制度是必要的。
二、交接班流程1. 交接班时间:每班开始和结束时,交接班时间为15分钟。
2. 交接班人员:交接班人员包括上一班的班组长和本班的班组长。
3. 交接班地点:交接班地点为注塑车间内指定的交接班区域。
4. 交接班内容:交接班内容包括但不限于以下几个方面:a. 生产情况:上一班的班组长向本班的班组长汇报上一班的生产情况,包括生产数量、质量情况、异常情况等。
b. 设备状况:上一班的班组长向本班的班组长汇报设备的运行状况,包括设备故障、维修情况等。
c. 安全情况:上一班的班组长向本班的班组长汇报上一班的安全情况,包括事故、隐患等。
d. 物料情况:上一班的班组长向本班的班组长汇报物料的使用情况,包括物料消耗量、剩余量等。
e. 其他事项:双方可以根据需要交流其他事项。
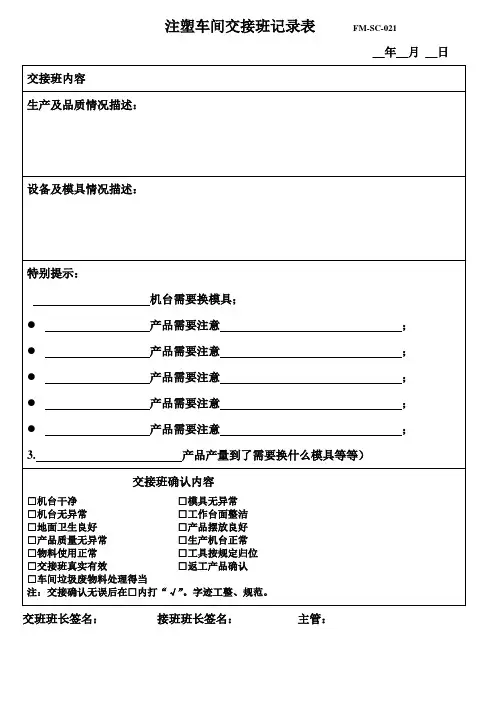
三、交接班记录1. 交接班记录表:制定交接班记录表,包括日期、交接班时间、交接班人员、交接班内容等栏目,用于记录每次交接班的情况。
2. 填写要求:每次交接班结束后,交接班人员应填写交接班记录表,确保记录准确、完整。
3. 交接班记录保留:交接班记录应妥善保管,保存一定的时间,以备查阅和追溯。
四、交接班培训1. 新班组长培训:在新班组长上任前,应进行交接班培训,包括交接班流程、交接班内容、填写交接班记录等。
2. 培训内容:培训内容应包括交接班的重要性、交接班的标准流程、交接班记录的填写要求等。
3. 培训方式:培训可以通过口头传达、书面材料、示范操作等方式进行。
五、交接班的意义1. 信息传递:交接班制度可以确保生产信息的连续传递,减少信息丢失和传递错误的可能性。
2. 生产连续性:交接班制度可以确保生产过程的连续性,避免因交接不当导致生产中断或延误。
3. 故障处理:交接班制度可以及时传递设备故障信息,使得下一班能够及时处理,减少停机时间。
注塑车间交接班制度一、背景介绍注塑车间是企业生产中重要的一环,为了保证生产工作的连续性和顺利进行,确保交接班工作的准确性和完整性,制定注塑车间交接班制度是必要的。
本文将详细介绍注塑车间交接班制度的内容和要求。
二、交接班流程1. 交接班时间:注塑车间交接班时间为每班开始和结束时,即上班和下班时刻。
2. 交接班人员:交接班人员包括交班者和接班者,交班者为上一班次的操作人员,接班者为下一班次的操作人员。
3. 交接班地点:交接班地点为注塑车间内指定的交接班区域。
4. 交接班内容:a. 生产情况交接:交班者应向接班者详细汇报上一班次的生产情况,包括生产任务完成情况、生产设备运行状况、生产异常情况等。
b. 设备状态交接:交班者应向接班者准确传达设备运行情况,包括设备故障、维修情况、保养需求等。
c. 安全隐患交接:交班者应向接班者报告上一班次发现的安全隐患,并提供相应的处理措施和建议。
d. 物料消耗交接:交班者应向接班者汇报上一班次的物料消耗情况,确保物料使用的准确性和合理性。
e. 工艺参数交接:交班者应向接班者传达上一班次的工艺参数设定情况,确保下一班次的操作符合规范要求。
f. 其他事项交接:交班者和接班者应共同讨论和交流其他需要注意的事项,确保生产工作的顺利进行。
三、交接班要求1. 交接班人员应准时到达交接班地点,确保交接班工作的及时性。
2. 交班者应认真、详细地向接班者汇报相关信息,确保交接班内容的完整性和准确性。
3. 接班者应仔细倾听交班者的汇报,提出必要的问题和疑问,确保对交接班内容的全面理解。
4. 交接班人员应相互配合,积极沟通,确保交接班工作的顺利进行。
5. 交接班人员应书面记录交接班内容,包括生产情况、设备状态、安全隐患、物料消耗、工艺参数等,以备后续参考和查阅。
四、交接班记录1. 交接班记录应包括以下内容:交班日期、交接班人员姓名、交接班时间、交接班地点、交接班内容等。
2. 交接班记录应由交班者和接班者共同签字确认,确保交接班内容的准确性和可追溯性。
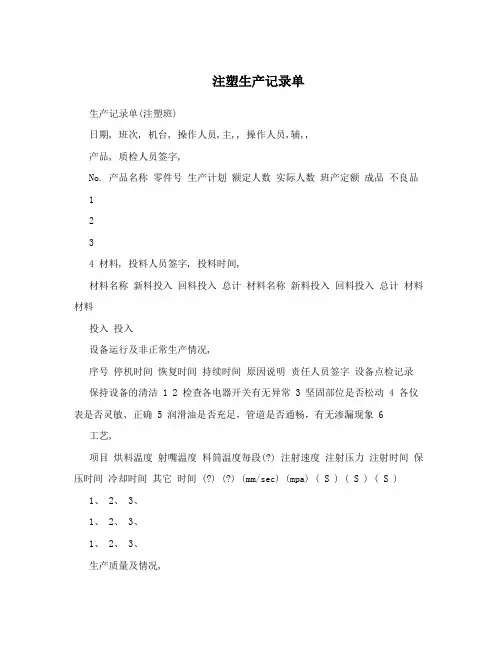
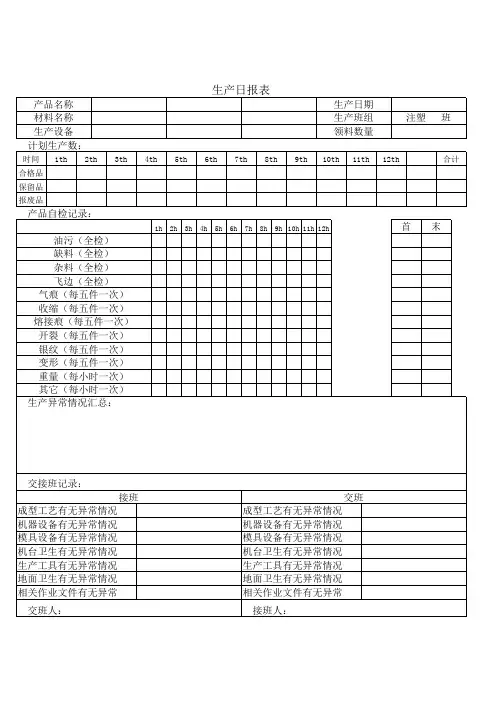
注塑生产记录单
生产记录单(注塑班)
日期, 班次, 机台, 操作人员,主,, 操作人员,辅,,
产品, 质检人员签字,
No. 产品名称零件号生产计划额定人数实际人数班产定额成品不良品
1
2
3
4 材料, 投料人员签字, 投料时间,
材料名称新料投入回料投入总计材料名称新料投入回料投入总计材料材料
投入投入
设备运行及非正常生产情况,
序号停机时间恢复时间持续时间原因说明责任人员签字设备点检记录保持设备的清洁 1 2 检查各电器开关有无异常 3 坚固部位是否松动 4 各仪表是否灵敏、正确 5 润滑油是否充足,管道是否通畅,有无渗漏现象 6 工艺,
项目烘料温度射嘴温度料筒温度每段(?) 注射速度注射压力注射时间保压时间冷却时间其它时间 (?) (?) (mm/sec) (mpa) ( S ) ( S ) ( S )
1、 2、 3、
1、 2、 3、
1、 2、 3、
生产质量及情况,
缺陷类型记录缺陷类型记录缺陷类型记录缺陷类型记录缺料黑点杂料鼓泡
水花收缩气痕划痕
飞边合计不良品数
模具更换及设备零部件跟换情况,
执行人, 下班次须知,
交班人, 接班人意见,
接班人,
生产记录单(注塑班)
备注,
班组长, 部门核准,。
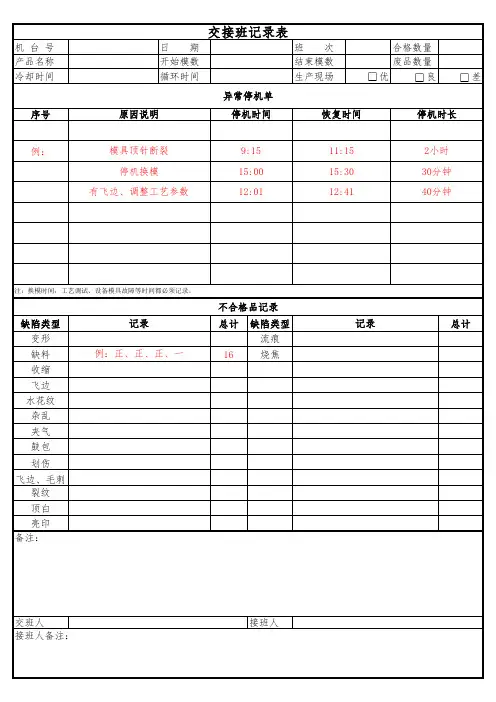
机 台 号日 期班 次合格数量产品名称开始模数结束模数废品数量冷却时间
循环时间
生产现场
优良
差
序号
例:缺陷类型总计
缺陷类型总计
变形流痕缺料16
烧焦
收缩飞边水花纹杂乱夹气鼓包划伤飞边、毛刺
裂纹
顶白亮印交班人
接班人
接班人备注:
备注:
注:换模时间,工艺调试、设备模具故障等时间都必须记录。
不合格品记录
记录
记录
例:正、正、正、一
2小时30分钟40分钟
11:1515:3012:41
9:1515:0012:01
模具顶针断裂停机换模
有飞边、调整工艺参数
异常停机单
原因说明
停机时间
恢复时间
停机时长
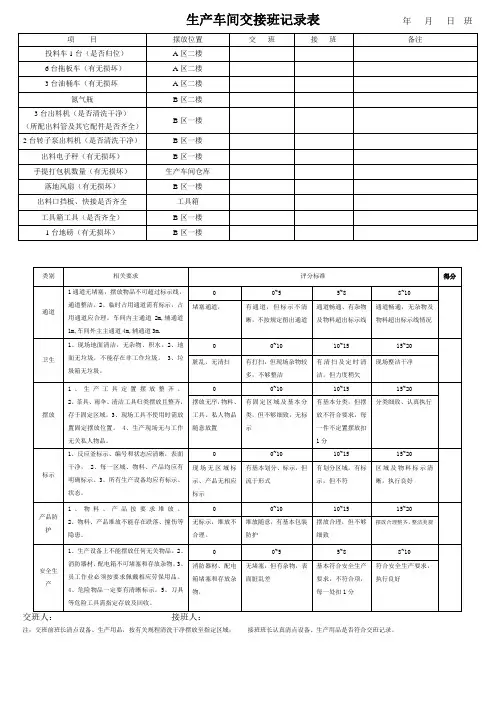
交接班记录表。
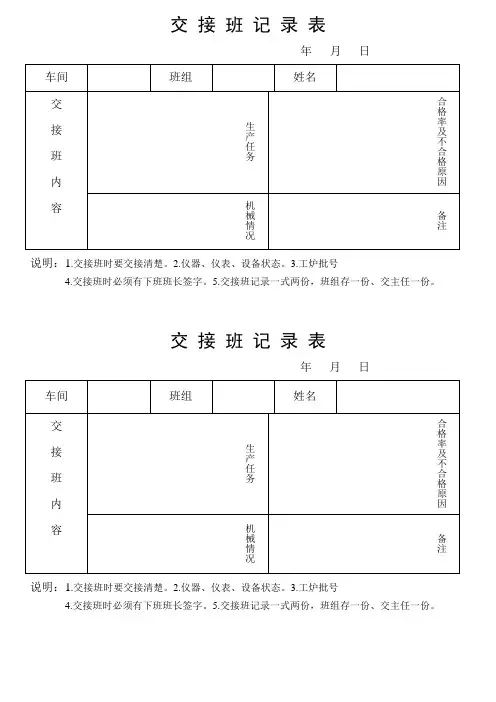
公司
交接班记录本
部门:_______________________________ 日期:_______________________________
交接班制度
1.交接班人员检查要点:十交六不交是否做到,设备运行、阀门开关,仪表使用,
水、电、气是否正常,各控制点温度、压力、液位、流量等是否符合工艺要求。
十交,即:
①班生产情况;②生产工艺执行情况和存在问题;③事故原因和处理情况及处理
结果;④设备运转和维护保养情况;⑤仪器、仪表、工具的保管和使用情况;⑥岗位记录填写情况;⑦车间内外、更衣室即设备卫生;⑧跑、冒、滴、漏及机械运转情况;⑨安全生产情况;⑩领导的指示。
六不交,即:
①工艺不符合条件不交;②设备保养不好不交;③事故原因查不清楚不交;④工
具不全不交;⑤记录不齐全不整洁不交;⑥设备及卫生部清洁不交。
五不接,即:
①交接项目不清不接;②存在不安全生产因素不接;③事故原因不清,处理不完
不接;④设备运转异常不接;⑤工具不全、设备运行、现场不清不接。
2.注意事项:
①交接班人员必须对上述事项依次清查;②接班负责人签字后,交班人员可离开
岗位;③对交接班中出现的争执的问题有上一级所属领导解决处理;④每月1日将交接班记录交所属部门保存。
交接班时间年月日时分
交接班事项记录:
搅拌班组接班班组
交班负责人签字接班负责人签字
交接班时间年月日时分交接班事项记录:
交班班组接班班组
交班负责人签字接班负责人签字。