四工位专用机床的刀具进给机构和工作台转位机构设计综述资料.
- 格式:ppt
- 大小:1.90 MB
- 文档页数:8
四工位专用机床工作台转位机构和刀具进给机构设计The Design of Four Station Dedicated Machine ToolFeed Mechanism And Indexing Mechanism学生姓名学号所在学院班级所在专业机械设计制造及其自动化申请学位工程学士指导教师职称副指导教师职称答辩时间2015年 6 月 5 日目录设计总说明IINTRODUCTION II1绪论11.1专用机床的发展与现状11.2研究的目的及其意义22课题内容及其要求32.1设计要求32.2设计相关参数43机构运动循环图的绘制43.1工艺动作分解数据的计算43.2机构运动循环图54机械总体结构的设计64.1系统传动简图64.2原动机的选用64.3减速机构64.4执行部分总体部局75主要零部件的设计计算85.1减速机构设计85.2齿轮的设计:85.2.1齿轮1的设计85.2.2齿轮2设计145.3单销四槽槽轮机构设计215.4凸轮机构的设计225.4.1进给凸轮机构的设计225.5轴的设计计算235.5.1轴Ⅰ的结构设计235.5.2轴Ⅱ的结构设计265.5.3轴Ⅲ的结构设计275.5.4轴Ⅳ的结构设计275.6键联接强度校核285.6.1轴Ⅲ上布置的键联接强度校核285.6.2其余轴上键的强度校核285.7滚动轴承寿命验算29鸣谢30参考文献31设计总说明机床是把毛坯加工成机器零件的机器,它是制造机器的机器,因此,又被称作为“工作母机”,是现代工业发展中不可或缺的重要组成部分。
而四工位专用机床由于其结构简单,加工效率较高,操作简便,一次可完成装夹工件、钻孔、扩孔、铰孔、卸载工件的工序。
而本设计是对四工位专用机床的刀具进给机构及工作台转位机构这两大关键机构进行设计。
本设计主要完成以下的具体工作:1、简要的介绍国内外关于四工位机床的研究背景及相关的发展状况,阐述设计目的及意义。
2、对给出的设计要求及参数进行分析,参考相关资料,整理资料,为做好设计做准备。
一、设计题目: (2)二、设计条件和要求: (2)1、设计介绍: (2)2、方案设计与选择 (2)3、设计任务与内容 (3)三、原始参考数据 (3)四、机械运动设计方案的拟定 (4)1、圆柱凸轮运动方案 (4)2、齿轮——凸轮运动方案 (5)3、凸轮——连杆运动方案 (6)4、执行机构的选型 (6)5、机械运动方案选择 (8)五、机构的组合方式 (8)六、机械运动循环图 (9)1、运动分析 (9)七、机械运动简图 (9)八、主要零部件尺寸的计算 (10)1、槽轮机构: (10)2、圆柱凸轮的尺寸设计: (11)3、减速器的传动计算: (12)九、课设心得 (13)十、参考文献 (14)一、设计题目:四工位专用机床运动方案设计二、设计条件和要求:1、设计介绍:四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
它的执行机构有两个:一是装有四工位工件的回转工作台,二是装有由专用电机带动的三把专用刀具的主轴箱。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90,然后主轴箱再次左移。
很明显,对某一个工件来说要在四次循环后完成装、钻、扩、铰、卸等工序。
但对专户门机床来说,一个循环就有一个工件完成上述全部工序。
图一:四工位专用机床图2、方案设计与选择1)回转台的间歇转动,可采用槽轮机构、不完全齿轮机构、凸轮式间歇运动机构。
2)主轴箱的往复移动,可采用圆柱凸轮机构、移动从动件盘形凸轮机构、凸轮-连杆机构、平面连杆机构等。
3)由生产率可求出一个运动循环所需时间T=48s,刀具匀速送进60mm所需时间t匀=30s,刀具其余移动(包括快速送进60mm,快速返回120mm)共需18s。
回转工作台静止时间为40s,因此足够工件装卸所需时间。
回转工作台作单向间歇运动,每次转过90度。
主轴箱作复移动,在工作行程中有快进和慢进两段,回程具有急回特性。
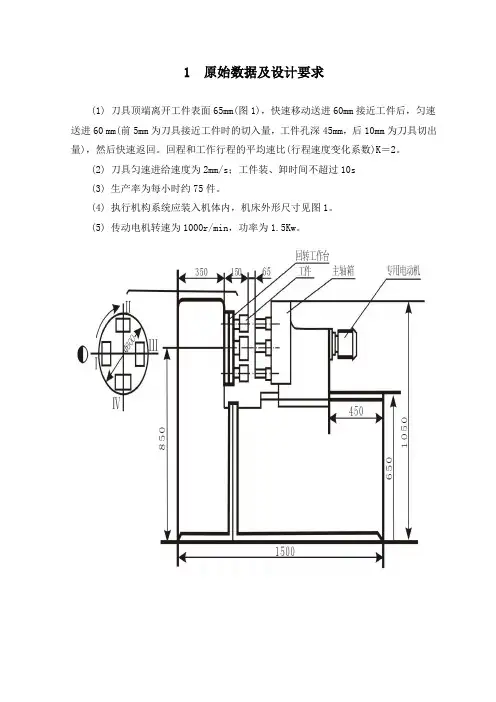
1 原始数据及设计要求(1) 刀具顶端离开工件表面65mm(图1),快速移动送进60mm接近工件后,匀速送进60 mm(前5mm为刀具接近工件时的切入量,工件孔深45mm,后10mm为刀具切出量),然后快速返回。
回程和工作行程的平均速比(行程速度变化系数)K=2。
(2) 刀具匀速进给速度为2mm/s;工件装、卸时间不超过10s(3) 生产率为每小时约75件。
(4) 执行机构系统应装入机体内,机床外形尺寸见图1。
(5) 传动电机转速为1000r/min,功率为1.5Kw。
2 工艺动作分解及机械运动循环圈2.1 工艺动作分解本四工位专用机床主要有两个执行构件——回转工作台和主轴箱。
回转工作台作间歇转动,主轴箱作来回移动。
由生产率可求出一个运动循环所需时间:刀具匀速送进60mm所需时间t30s匀,刀具其余移动内(包括快速送进60mm,快速返回120mm)共需18s。
回转工作台截止时间为36s,因此足够工件的装、卸所需时间。
2.2机械运动循环圈其机械运动循环情况如表所示。
表机械运动循环情况3机构选型和机械运动方案的确定3.1 机构选型四工位专用机床的主轮箱往复移动机构和回传工作台间歇运动机构可由下表所列来选择。
表四工位专用机床机构的选择情况3.2 机械运动方案的确定根据表所列的机构形态矩阵,可以组合成的四工位专用机床的机械运动方案有12种。
不完全齿轮机构冲击性大,容易引起振动;凸轮式间歇运动机构不易定位,需要单独设计都能够为机构;槽轮机构结构简单,又实现了工作台的回转定位,其冲击性相对较小,所以工作台的回转机构采用槽轮机构。
另外,由于两个执行机构之间有严格的运动关系,并且机床主轴箱有确定的运动规律,所以主轴箱往复移动机构选用圆柱凸轮机构,容易保证主轴箱的运动规律。
4 机械传动系统速比和变速机构[11]主驱动电机功率为1.5KW 、转速为1000r /min 。
由生产率要求,主轴箱移动机构和回转工作台间歇运动机构的主动件转速为1.25r /min 。
专用机床的道具进给机构和工作台转位机构设计目录一、设计题目--------------------------------3二、运动参数要求--------------------------3三、运动方案--------------------------------4四、工艺动作分析、选定机构---------5五、运动尺寸确定--------------------------6六、运动特性--------------------------------6七、参考文献--------------------------------7一、设计题目设计四工位专用机床的刀具进给机构和工作台转位机构二、运动参数要求1)刀具顶端离开工件表面65mm,快速移动送进60mm接近工件后,匀速送进60mm(前5mm为道具接近工件时的切入量,工件孔深45mm,后10mm为刀具切出量),然后快速返回。
工程和工作进程的平均速比(行程速度变化系数)K=2。
2)道具匀速进给速度为2mm/s;工件装、卸时间不超过10s。
3)生产率为每小时约74件。
4)机构系统应装入机体内,机床外形尺寸如图。
三、运动方案方案一:方案一的机构以槽轮机构实现回转工作台的单向间歇运动,以圆柱凸轮机构来实现主轴箱的往复急回运动.槽轮机构可以很简单并准确地实现间歇运动(每次转过90°).方案二:方案二以不完全齿轮机构来实现工作台的间歇运动,以一个四杆机构来实现主轴箱的往复急回运动.不完全齿轮机构的工作原理与槽轮机构相似,且结构简单,易制造.但分度不如槽轮机构精确及稳定,同时由于使用在专用机床上,不必变换分度角度.故选用槽轮机构来实现工作台的分度.另四杆机构虽然也能实现主轴箱的往复运动,但对于速度的计算复杂,结构设计也较凸轮机构更难.同时,圆柱凸轮机构具有设计简单,适应性强,可以实现从动件的复杂运动规律要求;结构简单紧凑,控制准确有效,运动特性好,使用方便;性能稳定,故障少,维护保养方便等优点.故选用圆柱凸轮机构来实现主轴箱的往复急回运动.因此,采用方案一.四、工艺动作分析、选定机构工作台有I,II,III,IV四个工作位置,工位I是装卸工件,II是钻孔,III是扩孔,IV是绞孔。
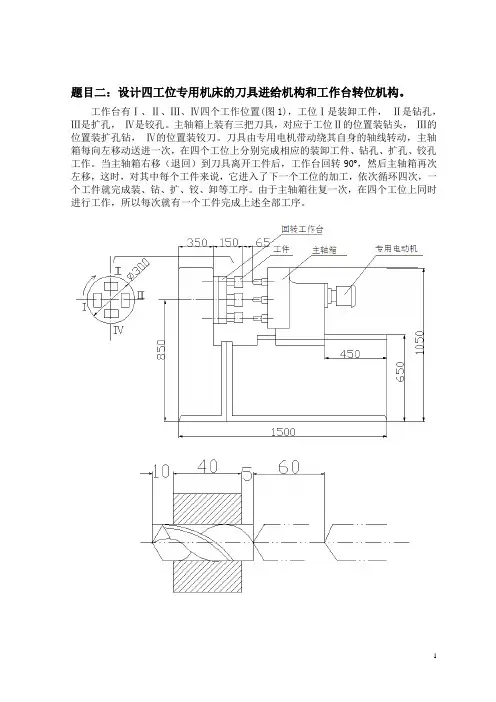
题目二:设计四工位专用机床的刀具进给机构和工作台转位机构。
工作台有Ⅰ、Ⅱ、Ⅲ、Ⅳ四个工作位置(图1),工位Ⅰ是装卸工件,Ⅱ是钻孔,Ⅲ是扩孔,Ⅳ是铰孔。
主轴箱上装有三把刀具,对应于工位Ⅱ的位置装钻头,Ⅲ的位置装扩孔钻,Ⅳ的位置装铰刀。
刀具由专用电机带动绕其自身的轴线转动,主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90º,然后主轴箱再次左移,这时,对其中每个工件来说,它进入了下一个工位的加工,依次循环四次,一个工件就完成装、钻、扩、铰、卸等工序。
由于主轴箱往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序。
设计参数为:(1)刀具顶端离开工件表面65mm,快速移动送进60mm接近工件后,等速送进55mm(前5mm为刀具接近工件时的切入量,工件孔深40mm,后10mm为刀具的切出量),然后快速返回,行程速比系数K=2。
(2)刀具等速进给速度为2mm/s,工件装卸时间不超过10s。
(3)生产率为每小时60件。
(4)机构系统应装入机体内,机床外形尺寸如图所示。
具体要求:1.确定机构运动方案-每组提出三个方案,并画在说明书中。
2.针对最优方案,绘制机构运动简图(A3图纸上)。
3.绘制机构运动循环图(A3图纸上)。
4.图解法(连杆机构)或解析法(凸轮机构)设计所选方案中其中一个机构(四工位专用机床设计刀具进给机构),要求具体的结构尺寸,对方案中其它机构只需要能求出传动比及总体安装尺寸即可。
5.就上述机构用解析法进行运动分析(要求上机调试,对结果进行分析,并打印出程序及结果)。
6.编写设计计算说明书。
专用机床的刀具进给机构和工作台转位机构运动数据摘要:一、引言二、专用机床刀具进给机构介绍1.结构及原理2.工作过程三、工作台转位机构介绍1.结构及原理2.工作过程四、运动数据采集与处理1.数据采集方法2.数据处理技术五、刀具进给与工作台转位协同控制1.控制原理2.控制策略六、案例分析1.某专用机床刀具进给与转位协同控制实例2.应用效果及评价七、结论与展望正文:一、引言随着现代制造业的快速发展,专用机床在我国工业生产中扮演着越来越重要的角色。
其中,刀具进给机构和工作台转位机构是专用机床的核心部件,其运动数据的合理控制对提高机床加工效率和精度具有重要意义。
本文将对专用机床的刀具进给机构和工作台转位机构进行详细介绍,并探讨两者的协同控制策略。
二、专用机床刀具进给机构介绍1.结构及原理刀具进给机构是专用机床的重要组成部分,主要负责刀具的线性运动。
其结构一般包括滚珠丝杠、螺母、驱动电机和减速器等。
刀具进给机构的原理是利用电机驱动丝杠旋转,通过滚珠丝杠将旋转运动转化为刀具的线性运动。
2.工作过程在加工过程中,刀具进给机构根据加工程序的要求,按照设定的速度、位置和方式进行运动。
在进给过程中,驱动电机通过减速器驱动滚珠丝杠旋转,从而实现刀具在工件上的切削。
三、工作台转位机构介绍1.结构及原理工作台转位机构是专用机床的另一重要部件,主要负责工作台的旋转运动。
其结构主要包括转台、轴承、驱动电机和减速器等。
工作台转位机构的原理是利用电机驱动转台旋转,使工作台在不同角度位置实现加工。
2.工作过程在加工过程中,工作台转位机构根据加工程序的要求,按照设定的角度和方式进行旋转。
在转位过程中,驱动电机通过减速器驱动转台旋转,使工作台到达预定的加工位置。
四、运动数据采集与处理1.数据采集方法为保证刀具进给与工作台转位的协同控制,需要对运动数据进行实时采集。
数据采集方法主要包括传感器采集和编码器采集。
传感器采集主要用于获取刀具进给和工作台转位的位置、速度等信息,编码器采集主要用于获取电机转速等信息。
四工位专用机床的刀具进给机构和工作台转位机构设计刀具进给机构主要负责将切削刃具准确地进给到工件的加工点上。
该机构需要具备以下特点:1.精确的进给控制:刀具进给机构需要能够精确地控制刀具的进给速度和进给量。
可以采用伺服电机与编码器相结合的方式,通过闭环控制实现精确的进给控制。
2.切削力的平衡:刀具进给机构需要能够平衡切削力,保持稳定的切削过程。
可以采用液压缸或气缸来提供切削力的平衡,同时可以根据加工工件的不同需求进行切削力的调节。
3.刀具夹持和切削深度调节:刀具进给机构需要能够可靠地夹持刀具,并且可以根据加工的需要进行切削深度的调节。
可以采用夹具夹持和螺母调整的方式,实现刀具的夹持和切削深度的调节。
4.快速进给和快速退刀:为了提高加工效率,刀具进给机构需要具备快速进给和快速退刀的功能。
可以采用伺服电机和滚珠丝杠等结构,实现快速的刀具进给和退刀。
工作台转位机构主要负责将工件从一个工作位转移到另一个工作位上。
该机构需要具备以下特点:1.稳定的转位控制:工作台转位机构需要能够稳定地控制工作台的转位动作。
可以采用伺服电机和行星齿轮等结构,实现稳定的转位控制。
2.高精度的定位:工作台转位机构需要能够精确地将工作台定位到目标位置。
可以采用编码器和位置传感器等装置,通过闭环控制实现高精度的定位。
3.快速转位:为了提高加工效率,工作台转位机构需要具备快速转位的功能。
可以采用伺服电机和行星齿轮等结构,实现快速转位。
4.可靠的固定装置:工作台转位机构需要具备可靠的固定装置,以确保工作台在转位过程中的稳定性和安全性。
可以采用气囊、液压装置或机械锁定装置等方式,实现可靠的固定。
综上所述,四工位专用机床的刀具进给机构和工作台转位机构需要具备精确的进给控制、平衡的切削力、可靠的刀具夹持和切削深度调节、快速进给和退刀等特点。
同时,工作台转位机构需要具备稳定的转位控制、高精度的定位、快速转位和可靠的固定装置等特点。
通过合理的设计和优化,可以提高四工位专用机床的加工效率和精确度。
专用机床的道具进给机构和工作台转位机构设计专用机床的道具进给机构和工作台转位机构是机床的重要组成部分,它们决定了机床加工的精度和效率。
因此,在设计时需要考虑多种因素,包括机床的加工要求、材料属性、机床的尺寸和重量等因素。
一、道具进给机构设计道具进给机构是用于将工作道具沿加工轴方向移动的机构,它包括进给螺杆、导轨、轴承、电动机、减速器等部分。
在设计时,需要确定进给速度、精度和力矩等参数,并采用合适的结构设计。
1、进给速度进给速度是机床加工精度和效率的重要参数,它影响了加工表面质量和加工效率。
因此,在设计时需要根据工件的材料、形状和加工方案等因素来确定进给速度,同时考虑电动机的额定转速和减速器的传动比等因素。
2、进给精度进给精度是指工作道具在加工过程中的位置精度,它影响了加工尺寸精度和表面质量。
因此,在设计时需要采用高精度的导轨、轴承和螺杆等部件,并采用闭环控制系统来保证进给精度。
3、进给力矩进给力矩是指进给机构在进给时所产生的力矩,它影响了机床的切削性能和加工效率。
因此,在设计时需要根据工件的加工力和进给速度等因素来确定进给机构的力矩要求,并采用合适的电动机和减速器来实现。
二、工作台转位机构设计工作台转位机构是用于实现工作台位置变化的机构,它包括驱动装置、转位架、限位装置等部分。
在设计时,需要考虑工作台的转位精度、转位速度和力矩等因素,并采用合适的结构设计。
1、转位精度转位精度是指工作台在转位时所要求的位置精度,它影响了机床加工的尺寸精度和表面质量。
因此,在设计时需要采用高精度的转位架和驱动装置,并采用闭环控制系统来保证转位精度。
2、转位速度转位速度是指工作台在转位时所要求的速度,它影响了机床的加工效率。
因此,在设计时需要根据工作台的尺寸和转位距离等因素来确定转位速度,并采用合适的驱动装置和减速器来实现。
3、转位力矩转位力矩是指工作台在转位时所要求的力矩,它影响了转位的稳定性和可靠性。
因此,在设计时需要根据工作台的重量和转位距离等因素来确定转位力矩要求,并采用合适的驱动装置和轴承等部件来实现。
陕西理工学院 课程设计报告机械原理课程设计课题五:四工位加工机床刀具进给系统和工作台转位系统设计院系:机械工程学院班级:机自1002班姓名2012.09陕西理工学院 课程设计报告摘要四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔和绞孔工作的专用加工设备。
它的工艺动作主要有:1)装有四个工位的回转台的转动;2)装有专用电动机带动的三把刀具的主轴箱的转动和移动。
该机床的工艺动作是刀具先以较大的速度接近工件然后以匀速的速度进行钻孔,扩孔和铰孔工作,最后快速返回。
刀具退出后,回转台转动90度,完成一个工作循环。
其执行动作主要包括回转台的间歇转动和主轴箱的左右移动,二者相互协作、共同配合完成孔的精确加工.针对以上功能和运动要求,本文对四工位专用机床的设计方案作了详细的说明,包括功能分解、运动分析、循环图的拟定、机械运动方案的选择、整体轮廓的大小设计和各机构的尺寸计算。
在运动方案的拟定上,采用形态学矩阵法,从较多方案中选出最优的方案。
在减速器的设计上,运用行星轮系传动,在保证精确传动的基础上让结构更加紧凑。
在凸轮的尺寸设计上,图解法对平面盘形凸轮和空间圆柱凸轮的轮廓进行了较为详细的设。
并对机构做出运动分析。
最后,本文对选定的运动方案作了综合评价已达到最优设计。
目录一、设计任务书 (1)二、功能原理和设计要求 (2)1)功能原理2)设计要求三、功能分解和运动分析 (2)1) 功能分解2)运动分析四、拟定运动循环图 (4)五、机构选型 (4)六、机械运动方案的构思与选择 (5)七、最终设计方案和机构简介 (9)八、尺寸计算 (11)1) 机器整体轮廓大小的确定2) 电动机的选型3) 减速器的传动计算4) 槽轮的尺寸计算5) 直动推杆圆柱凸轮的尺寸设计九、机械运动方案的评价 (16)十、设计感想 (16)一、设计任务书1. 设计题目四工位专用机床2. 工作原理及工艺动作过程ËŤλרÓûú´²ÊÇÔÚËĸö¹¤Î»ÉÏ·Ö±ðÍê³ÉÏàÓ¦µÄװж¹¤¼þ¡¢×ê¿×¡¢À©¿×¡¢½Ê¿×¹¤×÷¡£ËüµÄÖ´Ðж¯×÷ÓÐÁ½¸ö£ºÒ»ÊÇ×°ÓÐËŤλ¹¤¼þµÄ»Øת̨ת¶¯£»¶þÊÇ×°ÓÐÓÉרÓõ綯»ú´ø¶¯µÄÈý°ÑרÓõ¶¾ßµÄÖ÷ÖáÏäµÄµ¶¾ßת¶¯ºÍÒƶ¯¡£3.原始数据及设计要求1)刀具顶端离开工作表面 65mm,快速移动送进了 60mm 后,再匀速送进60 mm(包括 5mm 刀具切入量、45mm 工件孔深、10mm 刀具切出量),然后快速返回。
设计题目四工位加工系统的刀具进给机构和工作台转位机构设计设计任务四工位加工系统由安装工件的回转工作台和装有刀具的主轴箱及回转部分组成。
工作台有四个工位,能绕自身回转轴线作间歇转动。
主轴箱上有三把刀具。
刀具的旋转运动由主轴箱系统提供,主轴箱能实现静止、快进、进给、快退的工艺运动。
主轴箱完成一次静止、快进、进给、快退的循环运动,在四个工位上分别完成相应的装卸、钻孔、扩孔、铰孔工作,在刀具退出工件期间,工作台完成一次回转90度的转动。
依次循环四次,一个工件就完成了装、钻、扩、铰等工序。
原始数据和设计要求1、刀具顶端离开工件表面65mm开始动作,快速移动60mm距工件5mm时匀速送进60mm,然后快速返回,回程和工作行程的平均速比(行程速度变化系数)K=2。
2、刀具匀速进给速度为2mm/s;工件装卸时间不超过10s。
3、生产率为每小时74件。
4、四工位加工系统外形长*宽*高为1500*1200*1000对原始数据进行分析要求工作台可以间歇转动。
可以采用槽轮机构、不完全齿轮机构、曲柄摇杆棘轮机构、蜗杆凸轮间歇机构、圆柱凸轮间歇机构等。
要求主轴箱的静止、快进、进给、快退运动采用移动推杆圆柱凸轮机构、移动推杆盘型凸轮机构、摆动盘型凸轮与摇杆滑块机构、曲柄滑块机构、带滑块的六杆机构等。
传动部分的二级减速可采用带、链、蜗杆、齿轮、行星和摆线针轮传动等。
根据机床的工作过程和规律可得期运动规律图如下:机械总体机构设计一、原动机选择Y801-2异步电动机。
电机额定功率P=0.75W,满载转速n=2825r/min。
二、传动机构:传动系统的总传动比为i=n/n1。
其中n1为盘型凸轮所在轴的转速,即总传动比为2260。
采用外行星减速轮系减速。
三、执行部分总体布局:执行机构主要有旋转工件卡盘和带钻头的移动刀架两部分,两个运动在工作过程中药保持相当精度的协调。
因此,在执行机构的设计过程中分为,进刀机构设计、卡盘旋转机构和减速机构设计。
四工位专用机床的刀具进给机构和工作台转位机构设计四工位专用机床是一种多功能的机械设备,在工业生产中广泛应用。
它不仅可以完成常规的车削和铣削工作,还可以根据需求进行钻孔、攻丝和切槽等加工操作。
在四工位专用机床中,刀具进给机构和工作台转位机构的设计起着重要作用,它们直接影响到机床的功能和性能。
刀具进给机构是指控制刀具在工件上进行进给和退刀的机构。
在设计刀具进给机构时,需要考虑以下几个关键因素。
首先,刀具进给机构需要具备稳定的进给速度和变速范围。
刀具进给速度的稳定性对加工质量有着重要影响,因此需要选择合适的进给传动结构和电机。
同时,机床应具备多档变速装置,以满足不同加工要求的进给速度。
其次,刀具进给机构需要具备精确的进给精度和重复定位精度。
进给精度是指刀具在进给方向上的移动距离与理论值之间的差异,重复定位精度是指刀具在多次工作中保持相同位置的能力。
为了提高进给精度和重复定位精度,可以采用高精度的进给传动装置,并增加反馈控制系统。
再次,刀具进给机构需要具备快速高效的进给方式。
对于大型机床和高速加工要求较高的工件,快速进给方式可以提高生产效率。
可以采用快速进给传动装置和辅助进给机构,如液压系统和气动系统,来实现快速进给。
最后,刀具进给机构需要具备良好的控制性能。
传统的刀具进给机构通常使用伺服电机和位置控制系统进行控制。
根据需求,可以采用闭环控制或开环控制,以实现精确的刀具进给。
工作台转位机构是指控制工件在机床上进行旋转和定位的机构。
在设计工作台转位机构时,需要考虑以下几个关键因素。
首先,工作台转位机构需要具备稳定的旋转运动和变速范围。
工作台的旋转运动对加工精度和表面质量有着重要影响,因此需要选择合适的转位传动装置和电机。
同时,机床应具备多档变速装置,以满足不同加工要求的旋转速度。
其次,工作台转位机构需要具备精确的定位精度和重复定位精度。
定位精度是指工作台旋转到目标位置时的偏差,重复定位精度是指多次旋转到相同位置的能力。
设计任务书设计任务:1 按工艺动作过程拟定机构运动循环图2 进行回转台间歇机构,主轴箱道具移动机构的选型,并进行机械运动方案评价和选择3 按选定的电动机和执行机构的运动参数进行机械传动方案的拟定4 对传动机构和执行机构进行运动尺寸设计5 在2号图纸上画出最终方案的机构运动简图6 编写设计计算说明书设计要求:1 从刀具顶端离开工件表面65mm位置,快速移动送进了60mm后,在匀速送进60mm (5mm刀具切入量,45mm工件孔深,10mm刀具切出量),然后快速返回。
回程和工作行程的速比系数K=2。
2 生产率约每小时60件。
3 刀具匀速进给速度2mm/s,工件装、卸时间不超过10s。
4 执行机构能装入机体内。
机械运动方案设计根据专用机床的工作过程和规律可得其运动循环图如下:钻头头进匀速60°快钻0°240°进钻头快退工作台转动307.4°位销插入定定位销拔出工作台静止凸轮钻397.4°该专用机床要求三个动作的协调运行,即刀架进给、卡盘旋转和卡盘的定位。
其工作过程如下:要确保在刀具与工件接触时卡盘固定不动,刀具退出工件到下次接触工件前完成卡盘旋转动作。
几个动作必须协调一致,并按照一定规律运动。
机械总体结构设计一、原动机构:原动机选择Y132S-4异步电动机,电动机额定功率P=5.5KW,满载转速n=1440r/min 。
二、传动机构:传动系统的总传动比为i=n/n 6,其中n 6为圆柱凸轮所在轴的转速,即总传动比为1440/1。
采用涡轮蜗杆减速机构(或外啮合行星减速轮系)减速。
三、执行部分总体部局:执行机构主要有旋转工件卡盘和带钻头的移动刀架两部分,两个运动在工作过程中要保持相当精度的协调。
因此,在执行机构的设计过程中分为,进刀机构设计、卡盘旋转机构和减速机构设计。
而进刀机构设计归结到底主要是圆柱凸轮廓线的设计,卡盘机构运动循环图机床工作运动模型的设计主要是间歇机构的选择。
四工位专用机床工作台转位机构和刀具进给机构设计The Design of Four Station Dedicated Machine ToolFeed Mechanism And Indexing Mechanism学生姓名学号所在学院班级所在专业机械设计制造及其自动化申请学位工程学士指导教师职称副指导教师职称答辩时间2015年 6 月 5 日目录设计总说明IINTRODUCTION II1绪论11.1专用机床的发展与现状11.2研究的目的及其意义22课题内容及其要求32.1设计要求32.2设计相关参数43机构运动循环图的绘制43.1工艺动作分解数据的计算43.2机构运动循环图54机械总体结构的设计64.1系统传动简图64.2原动机的选用64.3减速机构64.4执行部分总体部局75主要零部件的设计计算85.1减速机构设计85.2齿轮的设计:85.2.1齿轮1的设计85.2.2齿轮2设计145.3单销四槽槽轮机构设计215.4凸轮机构的设计225.4.1进给凸轮机构的设计225.5轴的设计计算235.5.1轴Ⅰ的结构设计235.5.2轴Ⅱ的结构设计265.5.3轴Ⅲ的结构设计275.5.4轴Ⅳ的结构设计275.6键联接强度校核285.6.1轴Ⅲ上布置的键联接强度校核285.6.2其余轴上键的强度校核285.7滚动轴承寿命验算29鸣谢30参考文献31设计总说明机床是把毛坯加工成机器零件的机器,它是制造机器的机器,因此,又被称作为“工作母机”,是现代工业发展中不可或缺的重要组成部分。
而四工位专用机床由于其结构简单,加工效率较高,操作简便,一次可完成装夹工件、钻孔、扩孔、铰孔、卸载工件的工序。
而本设计是对四工位专用机床的刀具进给机构及工作台转位机构这两大关键机构进行设计。
本设计主要完成以下的具体工作:1、简要的介绍国内外关于四工位机床的研究背景及相关的发展状况,阐述设计目的及意义。
2、对给出的设计要求及参数进行分析,参考相关资料,整理资料,为做好设计做准备。
机械原理课程设计设计计算说明书四工位专用机床的刀具进给和工作台转位机构设计院系班级姓名2007年 2月 2日前言四工位专用机床是在四个工作位上分别完成相应的装卸工件,钻孔,扩孔和铰孔的工作。
它的工艺动作主要是:(1)装有四个工位的回转台转动;(2)装有专用电动机带动的三把专用刀具的主轴箱的刀具转动和移动。
该机床的工艺动作如下图所示,刀具先以较大的速度接近工件,然后以均匀的速度进行钻孔,扩孔和铰孔的工作,最后快速返回。
刀具退出后,回转台旋转90度,完成一个工作循环。
目录设计任务书 (1)机械运动方案设计 (2)机械总体结构设计 (3)机械传动系统设计 (5)主要零部件的设计计算 (7)执行机构和传动部件的结构设计 (14)最终设计方案和机构简介 (18)参考资料 (20)设计任务书设计任务:1 按工艺动作过程拟定机构运动循环图2 进行回转台间歇机构,主轴箱道具移动机构的选型,并进行机械运动方案评价和选择3 按选定的电动机和执行机构的运动参数进行机械传动方案的拟定4 对传动机构和执行机构进行运动尺寸设计5 在2号图纸上画出最终方案的机构运动简图6 编写设计计算说明书设计要求:1 从刀具顶端离开工件表面65mm位置,快速移动送进了60mm后,在匀速送进60mm(5mm刀具切入量,45mm工件孔深,10mm刀具切出量),然后快速返回。
回程和工作行程的速比系数K=2。
2 生产率约每小时60件。
3 刀具匀速进给速度2mm/s,工件装、卸时间不超过10s。
4 执行机构能装入机体内。
机械运动方案设计根据专用机床的工作过程和规律可得其运动循环图如下:该专用机床要求三个动作的协调运行,即刀架进给、卡盘旋转和卡盘的定位。
其工作过程如下:机床工作运动模型要确保在刀具与工件接触时卡盘固定不动,刀具退出工件到下次接触工件前完成卡盘旋转动作。
几个动作必须协调一致,并按照一定规律运动。
机械总体结构设计一、原动机构:原动机选择Y132S-4异步电动机,电动机额定功率P=5.5KW,满载转速n=1440r/min。
.附件:目录1.设计任务 (4)1.1 工作原理及工艺动作过程 (4)1.2 原始数据及设计要求 (4)1.3 孔的典型加工工艺及刀具 (4)2.功能分解与运动分析 (5)2.1功能分解 (5)2.2 运动分析 (7)3.传动机构选型 (7)4.执行机构选型 (8)4.1主轴箱方案设计 (9)4.2工作台方案设计 (10)5.最终方案确定 (11)6.机械运动简图 (12)7.机械运动方案计算 (12)7.1 运动循环图各区间时间的计算 (12)7.2 减速器的计算 (13)7.3 槽轮的尺寸计算 (13)总结 (15)参考文献: (16)1.设计任务1.1 工作原理及工艺动作过程四工位机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
它的执行动作有两个:一是装有四工位工件的回转运动;二是装有专用电动机带动三把专用的主轴箱的刀具转动和水平往复移动。
1.2 原始数据及设计要求⑴刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm(包括5mm刀具切入量,45mm工件孔深,10mm刀具切出量,如图①所示),然后快速返回。
回程和进程的平均速度之比为K=2。
⑵刀具的匀速给进速度为2mm/s工作装卸时间不超过10s。
⑶机床生产效率每小时约60件。
⑷执行机构及传动机构能装入机体内。
⑸传动系统电机为交流异步电动机,功率1.5KW,转速960r/min。
图①1.3 孔的典型加工工艺及刀具孔的加工包括从实体材料上加工孔和对已有孔进行加工两大类。
麻花钻是在实体材料上加工孔的常用刀具,加工精度较低。
扩孔钻和铰刀是用于对已有孔进行加工的刀具。
扩孔钻的外形和麻花钻相类似,只是加工余量小,刀齿数目比麻花钻多,加工后孔的质量较好,一般能达IT10—11级精度。
铰刀是提高被加工孔质量的半精加工或精加工刀具,切削时加工余量更小,刀齿数目更多,加工后孔的精度最高可达IT8。
孔加工刀具示意图2.功能分解与运动分析2.1功能分解通过对设计任务的了解,可以看出,四工位专用机床的加工部分可以分为如下几个工艺动作。