ABS电镀
- 格式:pdf
- 大小:343.63 KB
- 文档页数:14
1前言近年来,塑料电镀已被广泛应用在塑料零件的装饰性电镀上。
ABS塑料是塑料电镀中应用最广的一种。
ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯(S)的三元共聚物。
对电镀级ABS塑料来说,丁二烯的含量对电镀影响很大,一般应控制在18%~23%。
丁二烯含量高,流动性好,易成型,与镀层附着力好。
由于ABS是非导体,所以电镀前必须附上导电层。
形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤,比金属电镀复杂,在生产中容易出现问题。
我们从ABS塑料电镀的工艺出发,分析原因并找出了解决的办法。
最-新的报道,最新的技术,最新的信息,尽在中国树脂在线www。
xlresin。
com.2问题及解决方法--2.1镀件易漂浮,与挂具接触的地方易被烧焦因为塑料的比重小,所以在溶液中易浮起。
灯罩外形就象一个小盘一样,内表面凹进去,边上有两个小孔,开始只用一根铜丝卡着两个小孔进行电镀。
由于电镀中气体的放出,灯罩易与铜丝脱离,加之铜丝也轻,不足以使灯罩浸入溶液里。
后来在铜丝上附上重物,解决了漂浮问题。
铜丝与灯罩的接触点被烧焦,并露出塑料,是因导电不良引起的。
为了解决工件漂浮与导电问题,我们设计了专门的夹具。
夹具有一定的重量,上灯罩后不再浮起,再用两个较宽的导电片卡在灯罩的孔上,使各处电流均匀,接触点就不会烧焦了。
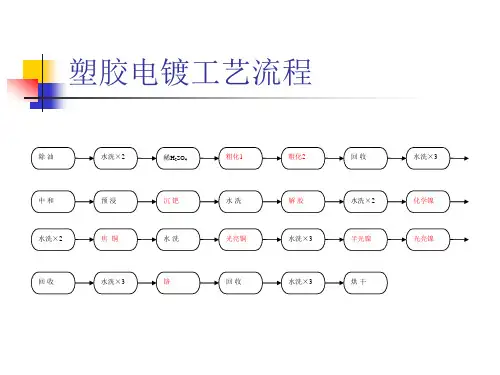
2.2灯罩化学镀铜时出现气泡,电镀后气泡变大,并可以揭起塑料电镀的工艺流程为:除油→水洗→粗化→水洗→敏化→自来水洗→去离子水洗→活化→水洗→化学镀铜→水洗→电镀→水洗→干燥。
由以上可知,化学镀铜前的任何步骤出现问题都会导致鼓泡。
引起结合力不好的原因有很多,经常易出现问题的是除油过程和粗化过程。
除油不彻底,会引起掉皮、脱落。
灯罩采用的是化学除油(塑料件不适宜用有机溶剂除油),操作时,温度升高到65~70℃,不断地抖动工件,直到水洗后不挂水珠为止。
粗化是ABS塑料电镀中很重要的过程。
粗化不足,结合力下降;粗化过度,又会使孔变大变形,结合力也会降低。
ABS塑料电镀常见问题与解决方案近年来,塑料电镀已被广泛用于塑料工件的装饰性电镀上。
ABS 塑料是塑料电镀中应用最广的一种。
ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯(s)的三元共聚物,丁二烯的含量对电镀的影响很大,一般应控制在18%.23%。
由于ABS是非导体,所以在电镀前必须使其表面金属化,即以化学法在塑料件表面上形成与基体有一定结合力的金属镀层.1工艺流程与配方本文中的工艺流程为:超声波除蜡一化学除油一水洗一表面活化一化学粗化一水洗一中和一水洗一敏化一钯缸一解胶一化学镍。
其中我们乐将分享给大家化学镀镍的配方为:硫酸镍 30g/L次亚磷酸钠 25g/L柠檬酸钠 20g/L三乙醇胺 20ml/L碳酸钠 4g/L氨水 20ml/L香豆素 0.03g/L温度55℃pH值 9.32常见问题与解决方案2.1漏镀漏镀是ABS塑料化学镀镍生产中经常出现的问题,,由于ABS塑料工件漏镀的部位不导电,所以在以后的电镀生产中漏镀的部位无金属沉积,导致产品质量不合格。
一般漏镀可分为片状漏镀与针孔漏镀两种类型,两者的成因有所不同,在此分别进行讨论。
2.1.1片状漏镀本工艺粗化液采用的是高浓度的铬酸与浓硫酸溶液,有时候由于粗化工序后水洗及中和过程不彻底,或者是因为工件形状复杂,其内部容易贮藏粗化溶液,导致在敏化工序过程中工件局部表面无法“抓”钯,甚至在进行化学镀镍时,工件内部残留的粗化液渐渗出将已沉积的化学镀镍层溶解,最终导致工件局部位置无化学镀镍层,这种由于工件上残留的粗化液导致的漏镀就是片状漏镀。
解决这种片状漏镀的方法主要是加强粗化后水洗与中和过程,尽量将工件上的粗化液冲洗或中和掉;对于某些因形状复杂容易贮藏粗化液的工件,应该改进其挂具设计,使其所贮藏的粗化液能迅速排出,必要时应在粗化后的水洗过程中将挂具从自动生产线支臂上取下,在水洗槽中做上下/右/前后剧烈摇动,或将挂具从水洗槽中取出并在空气中用力甩动,把挂具上工件贮藏的粗化液摇/甩出后再将工件放回原支臂上。
ABSPC塑料高档电镀工艺流程1.原料准备:准备好ABS和PC塑料材料,确保其表面干净、无油污和杂质。
此外,还需要准备好电镀液和电镀设备。
2.表面处理:首先对ABSPC塑料进行表面处理,以增加电镀层的附着力。
常用的表面处理方法包括砂轮抛光、化学处理和喷砂处理。
3.底漆喷涂:在表面处理后,需要在ABSPC塑料上喷涂一层底漆。
底漆的选择应根据塑料材料的特性和电镀液的要求进行确定。
底漆的主要作用是增加电镀涂层的附着力和平整度。
4.电镀层制备:准备好电镀液,将其加热至适当的温度。
ABSPC塑料需要使用特殊的电镀液,以确保电镀层的质量和耐久性。
电镀液的选择应根据电镀层的要求和塑料材料的特性进行确定。
5.电镀过程:将经过底漆处理的ABSPC塑料制品放入电镀槽中,通过电流和电解质的作用,将金属离子沉积到塑料表面,形成均匀的电镀层。
电镀过程一般分为阳极和阴极两个极性,通过电解质形成离子流动的闭合电路。
6.电镀涂层检验:对电镀涂层进行检验,主要包括外观检查和性能测试。
外观检查主要检查电镀层的光泽、平整度和无杂质等,性能测试主要包括耐腐蚀性、耐磨性和耐酸碱性等。
7.修饰处理:根据需要,可对电镀层进行修饰处理,例如抛光或喷涂其他保护层。
修饰处理旨在增强电镀层的外观和耐用性,提高其市场竞争力。
8.包装和出货:经过修饰处理后的ABSPC塑料制品需要进行包装和出货,以确保其在运输过程中的安全和完整性。
总结:ABSPC塑料高档电镀工艺流程包括原料准备、表面处理、底漆喷涂、电镀层制备、电镀过程、电镀涂层检验、修饰处理、包装和出货等步骤。
这一工艺能够使ABSPC塑料制品具备更好的外观和耐用性,使其在市场上更具竞争力。
ABS树脂:丙烯腈-苯乙烯-丁二烯共聚物,英文Acrylonitrile Butadiene Styrene简称ABS。
是一种强度高、韧性好、易于加工成型的热塑型高分子材料。
ABS塑料具有优良的综合性能,用途十分广泛,且易于成形,表面易于浸蚀而获得较高的镀层结合力,所以目前在电镀中用得最多。
此外,通过红外光谱检测发现,化学粗化过的塑料表面存在活性基团如—COOH,—CHO,—OH,—SO3H等极性基团,这些极性基团能与金属镀层产生化学结合力,从而提高了镀层的结合强度。
ABS塑料中丁二烯含量越高,镀层的结合力越大。
电镀型ABS塑料中丁二烯含量达22%~24%,对电镀效果流动性好,易成型,与镀层附着力好。
试验表明,电镀型ABS树脂301M的镀层结合力比非电镀型ABS树脂PA-757的镀层结合力高1倍以上。
塑料电镀广泛用于电子工业、国防科研、家用电器及日用品上。
它能节省金属材料,简化加工工艺,减轻设备重量,改善零件外观,提高电热性能和材料的机械强度。
ABS的特点(1)工作压力高:在常温2OC情况下压力为1.OMpa。
(2)抗冲击性好:在遭受突然袭击时仅产生韧性变形。
(3)本产品化学性能稳定、无毒、无味。
(4)使用的温度范围为-2O℃~+70℃。
(5)使用寿命长:本产品在室内一般可用50年之久,如埋在地下或水中寿命会更长,且无明显腐蚀。
(6)重量轻。
ABS电镀:ABS塑料电镀:在ABS表面形成一多重金属层,形成导电介质于ABS的表面,接着以无电解电镀的方式,形成化学金属层(如化学铜层及化学镍层)于ABS的表面,然后调整ABS的表面的材料特性,接着以电解电镀的方式,形成电镀金属层(如电镀铜层、电镀镍层及电镀铬层)于化学金属层的表面。
因此,此ABS表面电镀制作工艺除可达到局部电镀的目的之外,其电镀金属层更具有高结构强度及高导电度,同时可使ABS能保留其材质的原有特性。
电镀的概念就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
abs电镀工艺流程ABS电镀工艺流程ABS电镀是一种将金属涂层电镀在ABS塑料表面的工艺,能够增加塑料件的表面硬度、防腐性和美观度。
以下是一般的ABS电镀工艺流程。
1. 原材料准备:首先,需要准备好ABS塑料件,以及金属电镀材料,常见的有铜、镍、铬等。
ABS塑料件必须要经过预处理,包括去污、除油和表面磨光,以保证电镀层的粘附性。
2. 酸洗:将准备好的ABS塑料件放入酸洗槽中,用酸性溶液进行清洗。
酸洗的目的是去除塑料表面的氧化物和杂质,使其更容易与电镀层结合。
3. 洗涤:酸洗后,ABS塑料件需要经过反应停止洗涤,以中和残留的酸性物质。
然后,用水洗涤塑料件,确保其表面干净。
4. 化学镀前处理:塑料件经过洗涤后,需要进行化学镀前处理。
这一步骤的目的是在塑料表面形成一个多孔表面,增加与金属电镀层的结合力。
5. 化学镀前活化:活化是将塑料件浸入活化液中,以去除残留的污垢和清洁剂。
活化后,塑料表面会生成一层活性基团,有助于与电镀层的结合。
6. 电镀:活化后的ABS塑料件可以进行电镀。
首先,将塑料件浸入金属电镀液中,确保其完全浸没在液体中。
然后,施加电流,使金属离子在塑料表面析出金属层。
7. 后处理:电镀完成后,金属镀层需要进行后处理以提高其质量和外观。
一般来说,后处理包括冷却、洁净和抛光等步骤。
8. 质检:最后,在电镀完成后,需要对产品进行质量检验。
主要检查电镀层的厚度、附着力和表面质量等。
只有通过质检的产品才会进行包装和出厂。
综上所述,ABS电镀工艺流程包括原材料准备、酸洗、洗涤、化学镀前处理、活化、电镀、后处理和质检等步骤。
每一步骤都非常重要,影响着最终电镀层的质量和性能。
因此,在进行ABS电镀时,需要严格按照工艺规范进行操作,以确保产品能够达到预期的效果。
非金属上电镀一、概述使非金属表面金属化,虽可采取喷镀、电镀、化学镀、真空蒸镀、阴极溅射或离子镀等不同工艺来实现,但目前在工业中应用最多的是电镀工艺。
在非金属电镀中,以塑料电镀占的比重大,其中又以ABS塑料为主。
本章主要介绍ABS塑料的电镀工艺。
其它非金属与ABS塑料电镀工艺的差别主要在于粗化工艺的不同,其余步骤大体相似。
非金属电镀可以提高零件表面的硬度和耐磨性。
用非金属件代替金属件可节约金属,简化加工工艺,降低成本,但比金属电镀的成本高,镀层的结合力也不牢固。
二、对塑料件的要求塑料上电镀成功与否,不仅与电镀工艺有关,而且与塑料零件的设计与成型工艺密切关系。
从电镀工艺的角度出发,对塑料件有如下要求:(一)塑料件的设计(1)应遵循获得完好注塑成型件的技术进行注塑成型,有时还要求更加严格,因为零件表面的缺陷经电镀后会更明显。
(2)零件的外型应有利于获得均匀的镀层,如较大的平面中间要稍微突起,突起度约为0.10-0.15mm/cm;棱角应倒圆,外角的倒圆半径≥1mm、内角的倒圆半径为≥0.5mm;盲孔及凹槽的底棱边角圆滑过渡,其半径宜>3mm;盲孔的深度最好不超过孔径的一半,否则对孔底的镀层应不作要求;V形沟槽的宽与深之比应大于3。
(3)零件应有适当的壁厚,若太薄则易变形而影响镀层的附着力;若太厚则注塑成型时易产生收缩痕迹。
一般在2.3-3.0mm,最薄不宜小于1.9mm,最厚不宜大于3.8mm。
(4)最好不要有金属镶嵌件因为金属与塑料的膨胀系数相差大,温度的变化易引起裂纹而使溶液渗入。
若不能避免时,尽量选用膨胀系数较大的铝制作。
镶嵌件周围的塑料应有足够的厚度,并将镶嵌件的表面加工出沟槽或进行滚花。
(5)应考虑电镀装挂的位置,因装挂接触点会在镀后留下痕迹,所以应安排在不影响外观的部位。
此外因装挂时卡紧力较大,应防止薄壁零件的变形。
在不妨碍装饰外观的情况下,还可以保留浇口作为装挂位置,电镀后再将浇口除去。
书山有路勤为径;学海无涯苦作舟ABS塑料电镀中出现的问题及解决方法1前言近年来,塑料电镀已被广泛应用在塑料零件的装饰性电镀上。
ABS塑料是塑料电镀中应用最广的一种。
ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯(S)的三元共聚物。
对电镀级ABS塑料来说,丁二烯的含量对电镀影响很大,一般应控制在18%~23%。
丁二烯含量高,流动性好,易成型,与镀层附着力好。
由于ABS是非导体,所以电镀前必须附上导电层。
形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤,比金属电镀复杂,在生产中容易出现问题。
我们从ABS塑料电镀的工艺出发,分析原因并找出了解决的办法。
2问题及解决方法2.1镀件易漂浮,与挂具接触的地方易被烧焦因为塑料的比重小,所以在溶液中易浮起。
灯罩外形就象一个小盘一样,内表面凹进去,边上有两个小孔,开始只用一根铜丝卡着两个小孔进行电镀。
由于电镀中气体的放出,灯罩易与铜丝脱离,加之铜丝也轻,不足以使灯罩浸入溶液里。
后来在铜丝上附上重物,解决了漂浮问题。
铜丝与灯罩的接触点被烧焦,并露出塑料,是因导电不良引起的。
为了解决工件漂浮与导电问题,我们设计了专门的夹具。
夹具有一定的重量,上灯罩后不再浮起,再用两个较宽的导电片卡在灯罩的孔上,使各处电流均匀,接触点就不会烧焦了。
2.2灯罩化学镀铜时出现气泡,电镀后气泡变大,并可以揭起塑料电镀的工艺流程为:除油→水洗→粗化→水洗→敏化→自来水洗→去离子水洗→活化→水洗→化学镀铜→水洗→电镀→水洗→干燥。
由以上可知,化学镀铜前的任何步骤出现问题都会导致鼓泡。
引起结合力不好的原因有很多,经专注下一代成长,为了孩子。
ABS塑料电镀检验ABS塑料电镀检验是针对ABS塑料件表面电镀层的质量检测,检验主要包括外观检验和物理性能检验两个方面。
电镀层牢固度、厚度、均匀度等指标是评判ABS塑料电镀件质量的重要因素,因此检验过程十分严谨。
一、外观检验ABS塑料电镀件外观检验主要包括电镀层的色泽、光泽、均匀度、质地以及表面缺陷等方面。
色泽应与标准相符合并保持一致,光泽应达到要求,均匀度应均匀,不应出现不良的光泽、污染、锈蚀等现象。
如果表面出现毛刺、凸起或腐蚀等缺陷,则说明处理不当或未进行充分保护。
在外观检验中使用的工具包括光源灯、放大镜和色板等。
光源灯用于检查电镀层的光泽和均匀度,放大镜则可用来观察缺陷,色板被用来比较电镀层的色泽。
二、物理性能检验物理性能检验是对ABS塑料电镀件的质量进行综合评估的过程。
主要检验的指标包括电阻率、厚度、耐腐蚀性能以及牢固度等。
具体细节如下:1. 电阻率检验电阻率是指ABS塑料电镀件表面电镀层的电阻值。
检验时应选择合适的电气测量设备,将电极在电镀层表面略微滑动,记录下数据。
合格的电镀层电阻率应稳定,符合标准的规定。
2. 厚度检验在ABS塑料电镀件制造过程中,厚度是重要的指标,影响到电镀件的牢固性。
检验时可以使用X射线测量各部位的厚度,或者使用厚度计进行实际测量。
合格的电镀层厚度应符合标准,且表面应均匀。
3. 耐腐蚀性能检验ABS塑料电镀件用于各种环境条件下的使用,因此要求其具备一定的耐腐蚀性能。
检验时需要使用酸、碱及盐水等化学水溶液对电镀件进行腐蚀性能测试。
合格的电镀层不应出现任何腐蚀、变色、柔软或开裂等现象。
4. 牢固度检验牢固度检验是对电镀层和基体结合力的测量。
可以使用拉伸试验、剥离试验等方法进行测试。
合格的ABS塑料电镀件的基体与电镀层之间应有足够强的结合力,确保在正常使用过程中不会发生剥落。
总结:ABS塑料电镀件的质量检验是一项关键性工作,通过严格的外观和物理性能检验可以保证其性能稳定,品质优良,在市场竞争中具备较强的竞争力。
abs电镀是什么材料
ABS电镀是什么材料。
ABS电镀是一种常见的表面处理工艺,它可以赋予材料良好的外观和性能。
那么,ABS电镀到底是什么材料呢?接下来,我们将从ABS的定义、特性、应用和
电镀工艺等方面进行详细介绍。
首先,ABS是丙烯腈-丁二烯-苯乙烯共聚物的简称,它是一种常见的塑料材料。
ABS具有良好的机械性能、耐热性和耐化学性,因此被广泛应用于家电、汽车、
电子产品等领域。
它的表面光滑、耐磨、耐腐蚀,适合进行电镀处理,以提升其外观和性能。
ABS电镀工艺是将ABS塑料制品经过表面处理后,通过电化学方法在其表面
镀上一层金属,如镍、铬、铜等,以增加其硬度、耐磨性和耐腐蚀性。
这种工艺可以有效改善ABS制品的外观质量,提升其档次和使用寿命。
在实际应用中,ABS电镀广泛用于汽车零部件、家电外壳、电子产品外壳等领域。
比如汽车的门把手、前格栅、排气管等零部件,常采用ABS电镀工艺,使其
具有金属般的光泽和质感,提升整车的外观品质。
家电产品如洗衣机、冰箱、微波炉等的外壳,也常采用ABS电镀工艺,使其外观更加时尚、耐用。
总的来说,ABS电镀是一种通过电化学方法在ABS塑料制品表面镀上金属层
的工艺,可以有效提升其外观和性能。
它在汽车、家电、电子产品等领域有着广泛的应用,为产品赋予了良好的外观质量和使用性能。
希望本文能够帮助您更好地了解ABS电镀及其在实际生产中的应用。
ABS电镀的工艺流程及操作条件引言ABS电镀工艺是一种常用的表面处理方法,用于增加ABS塑料制品的硬度、耐磨性和装饰效果。
本文将介绍ABS电镀的工艺流程及必要的操作条件。
工艺流程ABS电镀的工艺流程一般包括以下几个步骤:1.表面处理:首先,需要对ABS塑料制品的表面进行处理,以去除表面的油污、灰尘和氧化物。
常用的表面处理方法包括机械抛光、喷砂和激光处理。
2.阳极处理:ABS塑料制品的表面经过处理后,需要进行阳极处理,以增加其导电性。
常用的阳极处理方法包括喷涂导电涂层或浸泡在含有导电剂的液中。
3.电镀:经过阳极处理后的ABS塑料制品可以进行电镀。
电镀一般分为底镀层和面镀层两个步骤。
底镀层用于增强塑料表面与镀层和底材的附着力,常用的底镀材料包括铜、镍等。
面镀层用于提供一层保护性和装饰性的镀层,常用的面镀材料包括铬、镍、银等。
4.清洗:电镀完成后,需要对制品进行清洗,以去除残留的电镀液和其他污染物。
清洗一般使用酸性、碱性或中性清洗液。
5.表面保护:清洗后的制品需要进行表面保护,以增加其耐腐蚀性和耐磨性。
常用的表面保护方法包括喷涂清漆、涂覆抛光蜡等。
操作条件为了保证ABS电镀过程的质量和效果,需要满足一定的操作条件,包括以下几个方面:1.温度控制:电镀过程中的温度对于镀层的质量和性能起着重要的影响。
一般来说,温度过高会影响镀层的结构和附着力,温度过低会导致电镀速度变慢。
通常,电镀过程中的温度控制在25-45摄氏度之间。
2.电流密度:电流密度是指单位面积上的电流量,对电镀过程中镀层的均匀性和质量也有影响。
较高的电流密度会导致镀层结构不均匀,较低的电流密度会使得电镀速度变慢。
合理的电流密度应根据具体情况而定。
3.电镀时间:电镀时间是指材料在电解质中进行电镀的时间长度。
电镀时间与电流密度和镀层的厚度有关。
一般来说,电镀时间越长,镀层越厚。
根据实际需求,需要合理控制电镀时间。
4.pH值控制:电解质的pH值会影响电镀液的酸碱性,从而影响电镀过程的正常进行。
abs电镀原理
ABS电镀原理是一种常用的表面处理技术,它可以将金属镀
层均匀地附着在塑料制品表面,提供增强的保护和美观效果。
ABS电镀的原理是利用电化学反应,通过在电解液中施加电
流来引发金属离子的还原作用。
在ABS电镀过程中,首先要准备一个包含金属离子的电解液,一般使用含有金属离子的盐溶液。
然后,将待处理的塑料制品(通常是ABS塑料)作为阴极放入电解液中,并使用金属网
或者薄的金属片作为阳极。
接下来,施加一定的电流,使得金属离子在电解液中还原成金属沉积在塑料制品的表面。
在电化学反应中,金属离子会在阴极表面还原,形成金属沉积层。
这是因为在电流的作用下,金属离子会失去电荷,从而变成中性的金属原子,随后逐渐聚集在阴极表面,并与表面的塑料制品结合。
在这个过程中,一些因素会影响金属离子的还原速率和沉积质量。
首先是电流密度,它决定了电子和离子的传递速率。
过高的电流密度可能导致沉积层不均匀和粗糙;而过低的电流密度则会导致沉积速度慢。
其次是电解液的成分和pH值,不同的
金属需要不同的电解液和酸碱度才能得到理想的沉积效果。
综上所述,ABS电镀利用电化学原理,在电解液中施加电流,使金属离子还原并沉积在塑料制品表面,从而实现金属镀层的均匀沉积。
这种表面处理技术在汽车、电子产品和家居用品等领域广泛应用,提供了重要的功能和美观性的提升。