电镀废水主要污染物简介.pdf
- 格式:pdf
- 大小:127.12 KB
- 文档页数:6

电镀废水成分电镀废水是指在电镀工艺过程中产生的废水。
电镀工艺是一种将金属或其他物质通过电解沉积到工件表面的方法,常用于改善工件表面的装饰性、耐腐蚀性和耐磨性。
然而,电镀过程中产生的废水含有多种有害物质,对环境和人体健康造成潜在威胁。
本文将详细介绍电镀废水的成分及其对环境的影响。
1. 重金属离子电镀废水中的重金属离子是主要的污染成分之一。
电镀过程中,金属阳极溶解,形成离子进入废水中。
常见的重金属离子包括铬、镍、铜、锌等。
这些重金属离子具有较高的毒性,对水生生物和人体健康造成危害。
2. 有机物电镀废水中还含有各种有机物,如有机酸、有机溶剂和有机添加剂等。
这些有机物主要来自电镀溶液和清洗剂。
它们对水体的化学需氧量(COD)和生化需氧量(BOD)造成负荷,降低水体的自净能力,导致水体富营养化和缺氧。
3. 悬浮物电镀废水中的悬浮物主要是金属氧化物和沉积物等固体颗粒物。
这些悬浮物会使水体浑浊,影响水体透明度和观赏价值。
同时,悬浮物还会对水生生物造成物理性窒息和生活环境破坏。
4. 酸碱度电镀废水的酸碱度通常是酸性的,主要是由于电镀过程中产生的酸性废液。
酸性废水的排放会导致水体酸化,对水生生物和水体生态系统造成危害。
此外,废水排放还可能造成土壤酸化,影响农作物生长。
5. 温度电镀废水排放时通常具有较高的温度。
高温废水的直接排放会导致水体温度升高,影响水生生物的生长和繁殖。
此外,温度升高还会加速化学反应速率,进一步加剧废水对水体的污染。
6. 其他有害物质除了上述成分外,电镀废水还可能含有其他有害物质,如氰化物、硫化物、氯化物等。
这些物质对环境和人体健康具有较高的毒性,对水生生物和生态系统造成严重危害。
电镀废水的排放对环境和人类健康产生不可忽视的影响。
为了减少电镀废水的污染,需要采取相应的治理措施。
常见的治理方法包括物理处理、化学处理和生物处理等。
物理处理主要用于去除悬浮物和沉积物;化学处理用于去除重金属离子和有机物;生物处理则利用微生物降解有机物和氧化重金属离子。
浅谈电镀废水的主要成分和危害摘要:本文阐述了电镀废水的来源,主要成分中含有大量重金属、酸碱等污染物,也含有氰化物等剧毒物质,对环境危害很大。
为减少环境污染,应做好电镀废水的处理。
关键词:电镀废水来源主要成分危害处理1电镀废水的来源在加工电子产品中也会产生大量废水,其中以电镀过程为最,据不完全统计全国现有1.5万家电镀生产厂,每年排出的电镀废水约40亿m3,其中约有50 %未达到国家排放标准。
电镀废水的来源一般为:(1)镀件清洗水;(2)废电镀液;(3)其他废水,包括冲刷车间地面,刷洗极板洗水,通风设备冷凝水,以及由于镀槽渗漏或操作管理不当造成的“跑、冒、滴、漏”的各种槽液和排水:(4)设备冷却水,冷却水在使用过程中除温度升高以外,未受到污染;(5)金属表面处理:金属表面处理包括表面处理前的清理、电镀、钝化膜保护、机械加工及涂料覆盖等,主要以电镀为主。
另外还有废水处理过程中自用水的排放以及化验室的排水等。
电镀废水按来源可分为:⑴工艺废水:清洗水、冷却水、蒸发冷凝液,约占生产废水总排放量的80%以上。
⑵工艺废液(危险废物):包括电镀老化液、废工艺溶液、退镀老化液及其它清洗液。
2电镀废水的组成和性质电镀废水的成分非常复杂,除含氰(CN-)废水和酸碱废水外,重金属废水是电镀业潜在危害性极大的废水类别。
电镀工艺种类繁多、工艺复杂,不同企业的电镀废水水质相差较大,但共同特征是均含重金属离子、酸、碱等污染物。
工艺废水中的清洗废水可进一步分为:含氰废水、含铬废水、含镍废水、有机(前处理)废水和络合废水(含焦铜废水、化学镀废水)。
常见的重金属离子污染物包括铬、铜、镍、锌、金、银以及铅等,常见的酸、碱类污染物包括硫酸、盐酸、硝酸、磷酸、氢氧化钠、碳酸钠等,此外废水中还含有一定量的有机物、氨氮等。
电镀废水的性质主要取决于化学清洗液和电镀液的不同。
一般可以分为以下四类:(1)含氰废水:要排自氰化镀锌、氰化镀铜、氰化镀铬、氰化镀镉等工序。
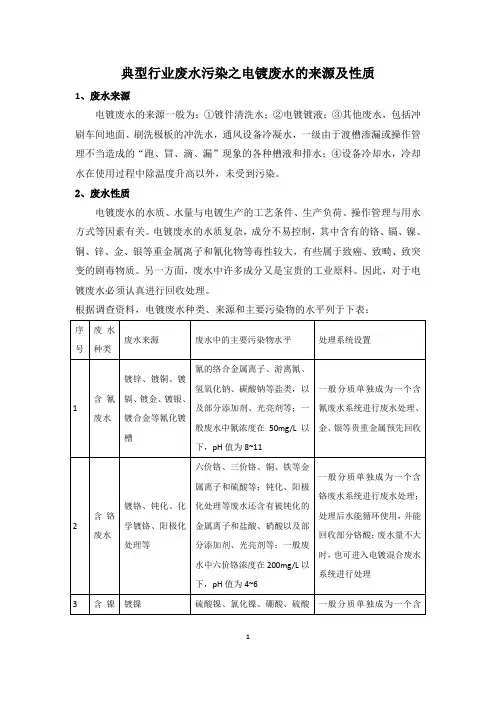
典型行业废水污染之电镀废水的来源及性质
1、废水来源
电镀废水的来源一般为:①镀件清洗水;②电镀镀液;③其他废水,包括冲刷车间地面、刷洗极板的冲洗水,通风设备冷凝水,一级由于渡槽渗漏或操作管理不当造成的“跑、冒、滴、漏”现象的各种槽液和排水;④设备冷却水,冷却水在使用过程中除温度升高以外,未受到污染。
2、废水性质
电镀废水的水质、水量与电镀生产的工艺条件、生产负荷、操作管理与用水方式等因素有关。
电镀废水的水质复杂,成分不易控制,其中含有的铬、镉、镍、铜、锌、金、银等重金属离子和氰化物等毒性较大,有些属于致癌、致畸、致突变的剧毒物质。
另一方面,废水中许多成分又是宝贵的工业原料。
因此,对于电镀废水必须认真进行回收处理。
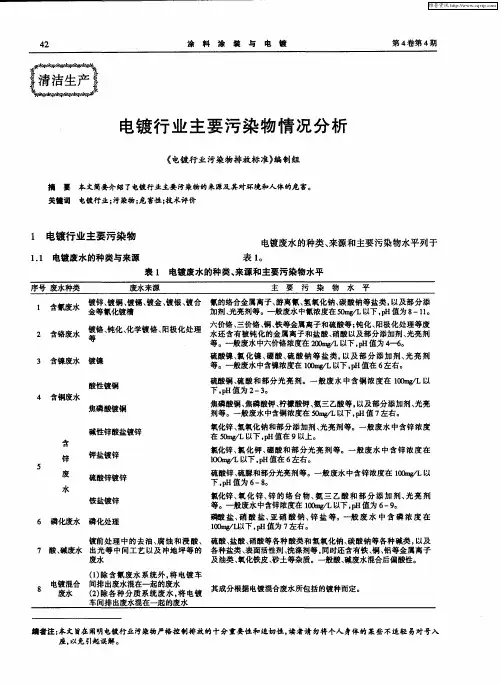
根据调查资料,电镀废水种类、来源和主要污染物的水平列于下表:。
电镀废水处理电镀工厂(或车间)排出的废水和废液,如镀件漂洗水、废槽液、设备冷却水和冲洗地面水等,其水质因生产工艺而异,有的含铬,有的含镍或含镉、含氰、含酸、含碱等。
废水中的金属离子有的以简单的阳离子形态存在(如Ni2+、Cu2+等),有的以酸根阴离子形式存在(如CrO厈等),有的则以复杂的络合阴离子形式存在【如Au(CN)娱、Cd(CN)厈、Cu(P2O7)愹等】。
一种废水中常含有一种以上的有害成分,如氰化镀镉废水中既有氰又有镉。
此外,一般镀液中常含有机添加剂。
简介电镀和金属加工业废水中锌的主要来源是电镀或酸洗的拖带液。
污染物经金属漂洗过程又转移到漂洗水中。
酸洗工序包括将金属(锌或铜)先浸在强酸中以去除表面的氧化物,随后再浸入含强铬酸的光亮剂中进行增光处理。
该废水中含有大量的盐酸和锌、铜等重金属离子及有机光亮剂等,毒性较大,有些还含致癌、致畸、致突变的剧毒物质,对人类危害极大。
因此,对电镀废水必须认真进行回收处理,做到消除或减少其对环境的污染。
电镀废水处理设备由调节池、加药箱、还原池、中和反应池、pH调节池、絮凝池、斜管沉淀池、厢式压滤机、清水池、气浮反应,活性炭过滤器等组成。
电镀废水处理采用铁屑内电解处理工艺,该技术主要是利用经过活化的工业废铁屑净化废水,当废水与填料接触时,发生电化学反应、化学反应和物理作用,包括催化、氧化、还原、置换、共沉、絮凝、吸附等综合作用,将废水中的各种金属离子去除,使废水得到净化。
危害电镀工厂(或车间)排出的废水和废液,如镀件漂洗水、废槽液、设备冷却水和冲洗地面水等,其水质因生产工艺而异,有的含铬,有的含镍或含镉、含氰、含酸、含碱等。
废水中的金属离子有的以简单的阳离子形态存在(如Ni2+、Cu2+等),有的以酸根阴离子形式存在(如CrO厈等),有的则以复杂的络合阴离子形式存在【如Au(CN)娱、Cd(CN)厈、Cu(P2O7)愹等】。
一种废水中常含有一种以上的有害成分,如氰化镀镉废水中既有氰又有镉。
电镀行业污染物排放、治理及执法情况介绍一、电镀行业概况1.1生产工艺电镀是以直流电通入一定组织的电解质溶液,通过电能向化学能的转变,把金属镀到零件表面上的过程,即镀件置于含有被沉积金属离子的电解液中,通过外来的直流电,使镀件表面覆盖上一层薄的金属镀层。
主要有吊镀和滚镀两种生产方法:吊镀。
镀件通过挂具进行电镀,一般镀件体积比较大,表面比较平整,如锁具、汽车配件等,相应镀槽体积比较大。
滚镀。
没有挂具,采用滚筒电镀,镀件直接放入滚筒中,并通过滚筒导电。
镀件体积比较小,不易破损,如小五金制品、装饰精品小件、仪表和电器装配上的小零件等,一般镀槽体积比较小。
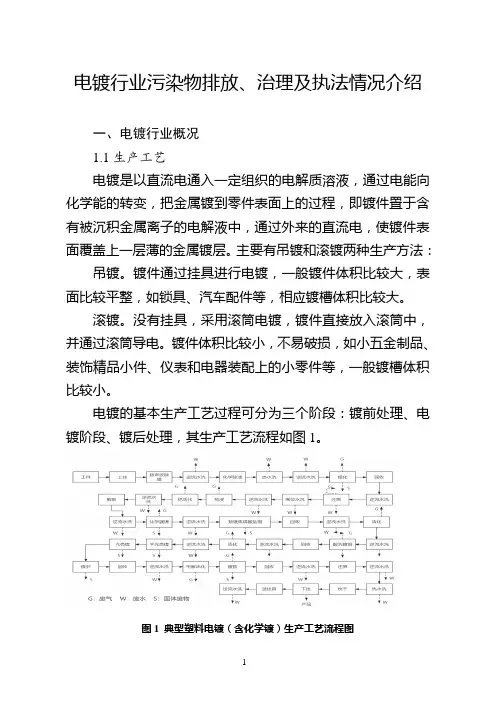
电镀的基本生产工艺过程可分为三个阶段:镀前处理、电镀阶段、镀后处理,其生产工艺流程如图1。
图1 典型塑料电镀(含化学镀)生产工艺流程图毛坯→表面平整→除油脱脂→清洗→酸洗→清洗→上挂具(吊镀)→一层电镀→清洗→二层电镀→清洗→钝化→清洗→干燥→上漆→干燥→下挂具→包装→成品。
1.2 生产原料酸类:硫酸、盐酸、硝酸、磷酸、铬酸、硼酸、氢氟酸、醋酸、柠檬酸等。
碱类:氢氧化钠、氨水等。
盐类:硫酸盐、氯化物、磷酸盐、重铬酸盐等无机酸盐(铜、镍、钠、锌、锰)、氰化物或硫氰酸盐(钠、钾、亚铜)、有机酸盐(酒石酸钾、十二烷基硫酸钠、间硝基苯璜酸钠、柠檬酸盐)等。
有机物类:添加剂、乳化剂、光亮剂、皂化剂等。
1.3 主要生产设备与污染物排放1、除油(脱脂)槽(前处理槽)。
镀液主要成分:碳酸钠、磷酸三钠、硅酸钠、表面活性剂、乳化剂等。
废水主要污染因子:油、脂类有机物(体现为COD)。
2、氰化镀铜(预镀)槽。
镀液主要成分:氰化亚铜、氰化钠、硫氰酸钾、氢氧化钠等,镀液pH值为11.5 左右,镀液颜色为淡黄色,表面有泡沫。
废水主要污染因子:CN-、Cu2+、〔Cu(CN)3〕2-、〔Cu(CN)2〕-(铜氰络离子)、OH-等;废气主要污染因子:含氰废气。
3、焦磷酸盐镀铜槽。
镀液主要成分:焦磷酸铜、焦磷酸钾、硫酸铜、柠檬酸钾等。
电镀工业园废水的来源和主要污染物一.电镀废水的来源1.废电镀液这是长时期使用时的镀液产生多种杂质,难以去除,不得不弃去的废液,或由于配置不当、外来偶然性杂物污染造成的镀液报废,也包括过滤残液。
废电镀液浓度高,回收价值大,排出则污染也极大。
但数量不大。
产生次数少。
废电镀液应回收主盐金属,可参照本系统中相关方法回收。
2.镀件漂洗水这是电镀中产生废水最多的,每一个电镀过程后都要产生的废水。
是电镀废水处理的最大对象。
一般电镀厂依小型、中型、大型分别有一天产生几十吨、几百吨、上千吨的含有铜、镍、铬、锌、锡等金属和氰化物、柠檬酸、酒石酸、硼酸、各种光亮剂等的废水。
3.酸洗废水是镀件除锈酸洗带出液、镀前除氧化层酸洗带出液。
含有镀件金属离子。
前者常用浓的硫酸和盐酸,后者常是很稀的硝酸或盐酸。
4.碱洗除油废水含有碱、磷酸根、氟离子、有机络合剂等。
含有抛光用油和矿物油。
5.其它废水有冲刷地坪、刷洗极板等带来的废水。
含有不同有毒物质,水量不大,也需要处理。
二.电镀污染物1.含铬废水主要来源是电镀铬和电镀锌后钝化的漂洗废水,也有的是其它金属钝化、氧化,化学抛光、塑料电镀前粗化漂洗水。
电镀铬漂洗废水含六价铬浓度约在20~150mg/l,而镀锌后钝化漂洗废水含铬可达200~300mg/l,低铬钝化废水含铬量大大降低。
铬废水中还含有三价铬、铜、锌、铁、铝等离子及硫酸、硝酸等。
铬镀液加热时易产生铬雾,而电镀铬的温度都较高,都要加热,是铬污染的重要形式。
所以,电镀铬应有吸风装置。
铬废水处理成本较高,且不易彻底处理,铬废水和含铬废渣都是污染源。
铬是电镀废水处理中的重点之一。
金属铬几乎无毒,二价铬一般认为是无毒的,其余的铬化合物,在一定浓度下,都是有不同毒性的。
三价铬的毒性约是六价铬的1/100,是人体必须有的微量元素,人体三价铬的缺少是2 型糖尿病产生的主因。
但三价铬对鱼的毒性比六价铬还大,对鲑鱼的致死浓度是1.2mg/l,对水蚤的致死浓度是0.03mg/l。
电镀废水中重金属的危害电镀废水来源于电镀前处理、镀层漂洗、后处理、冲刷车间地面、镀槽渗漏或操作管理不当造成的跑、冒、滴、漏的各种槽液和用水等。
其中镀层漂洗废水是电镀废水的主要来源。
电镀废水中所含重金属对人体有很大危害。
由于重金属难以降解和破坏,含有重金属的废水排放于环境,能在鱼类及其它水生生物体内以及农作物组织内富集,通过饮用水和食物链的作用,对人类产生更广泛和更严重的危害。
电镀废水所含主要重金属铬、镉、铅、铜、镍、锌的危害分述如下:含铬废水来源于镀铬、钝化、阳极化和退镀等工序镀件的清洗,主要以六价铬的形式存在。
铬是生命必需的微量元素之一,但铬在生物体内累积则会引起毒害作用。
金属铬的毒性很小,六价铬化合物及其盐类毒性最大,六价铬的毒性比三价铬大100~1000倍,而电镀废水中的铬主要以六价铬的形式存在。
铬的化合物可通过消化道、呼吸道、皮肤和粘膜侵入人体。
铬可使人体全身中毒,对皮肤粘膜的刺激作用引起皮炎、湿疹、气管炎和鼻炎,六价铬可诱发肺癌和鼻烟癌。
可溶性镉化合物主要来源于镀镉工件的清洗,属中等毒类,和其他金属毒物一样,能抑制体内各种巯基酶系统,使组织代谢发生障碍,也能损伤局部组织细胞,引起炎症和水肿。
镉被吸收入血液后,绝大部分与血红蛋白结合而存在于红细胞中。
后逐渐进入肝肾等组织。
并与组织中的金属巯蛋白结合。
镉在各脏器中的分布以肾为最高。
其次为肝、胰、甲状腺等。
铅及其化合物对人体是有害元素。
水体中铅会引起鱼类、水生物等中毒,严重者甚至死亡。
铅经饮用水或食物进入人体消化道后,有5%~10%被人体吸收,当蓄积过量后,在骨骼中的铅会引起内源性中毒。
当血铅到60~80μg/100cm3时,就会出现头疼、疲乏、记忆衰退、失眠、食欲不振等症状。
铜在电镀行业中使用量较多,镀液中主要以硫酸铜、焦磷酸铜、氰化亚铜等铜盐为主,铜阳极清洗也会将铜及其化合物带入废水。
铜对人体造血、细胞生长以及某些酶的活动及内分泌腺功能均有影响,铜对低等生物和农作物的毒性较大,浓度达0.1~0.2mg/L即可使鱼类死亡,与锌共存时毒性增强,对贝壳类水生物毒性更大。
浅谈电镀废水的主要成分和危害摘要:本文阐述了电镀废水的来源,主要成分中含有大量重金属、酸碱等污染物,也含有氰化物等剧毒物质,对环境危害很大。
为减少环境污染,应做好电镀废水的处理。
关键词:电镀废水来源主要成分危害处理1电镀废水的来源在加工电子产品中也会产生大量废水,其中以电镀过程为最,据不完全统计全国现有1.5万家电镀生产厂,每年排出的电镀废水约40亿m3,其中约有50 %未达到国家排放标准。
电镀废水的来源一般为:(1)镀件清洗水;(2)废电镀液;(3)其他废水,包括冲刷车间地面,刷洗极板洗水,通风设备冷凝水,以及由于镀槽渗漏或操作管理不当造成的“跑、冒、滴、漏”的各种槽液和排水:(4)设备冷却水,冷却水在使用过程中除温度升高以外,未受到污染;(5)金属表面处理:金属表面处理包括表面处理前的清理、电镀、钝化膜保护、机械加工及涂料覆盖等,主要以电镀为主。
另外还有废水处理过程中自用水的排放以及化验室的排水等。
电镀废水按来源可分为:⑴工艺废水:清洗水、冷却水、蒸发冷凝液,约占生产废水总排放量的80%以上。
⑵工艺废液(危险废物):包括电镀老化液、废工艺溶液、退镀老化液及其它清洗液。
2电镀废水的组成和性质电镀废水的成分非常复杂,除含氰(CN-)废水和酸碱废水外,重金属废水是电镀业潜在危害性极大的废水类别。
电镀工艺种类繁多、工艺复杂,不同企业的电镀废水水质相差较大,但共同特征是均含重金属离子、酸、碱等污染物。
工艺废水中的清洗废水可进一步分为:含氰废水、含铬废水、含镍废水、有机(前处理)废水和络合废水(含焦铜废水、化学镀废水)。
常见的重金属离子污染物包括铬、铜、镍、锌、金、银以及铅等,常见的酸、碱类污染物包括硫酸、盐酸、硝酸、磷酸、氢氧化钠、碳酸钠等,此外废水中还含有一定量的有机物、氨氮等。
电镀废水的性质主要取决于化学清洗液和电镀液的不同。
一般可以分为以下四类:(1)含氰废水:要排自氰化镀锌、氰化镀铜、氰化镀铬、氰化镀镉等工序。
电镀行业废水污染特征的简介说明电镀行业废水水质较复杂,废水中含有铬、锌、铜、镍、镉等重金属离子以及酸、碱、氰化物等具有很大毒性的杂物。
该行业废水具有以下特点:(1)成分复杂,污染物可分为无机污染物和有机污染物两大类。
(2)水质变化幅度大,各股生产废水污染物种类多样。
(3)废水毒性大,含有大量的重金属离子,若不经污水处理直接排放会对周边水体造成极大的污染。
生产废水的预处理目前含铬电镀废水主要采用氧化还原-沉淀法处理工艺。
氧化还原法是指利用强氧化剂或强还原剂,将废水中的有毒物质氧化或还原为无毒或低毒物质。
在电镀废水中主要以CrO42-形式存在,在酸性条件下存在形式为Cr2O72-,在亚铁离子的作用下发生还原反应,还原反应较快。
还原以后的铬在碱性条件下以Cr(OH)3沉淀的形式存在,所得到的污泥和铁的氢氧化物混合沉淀。
用硫酸亚铁还原,考虑到氧化还原反应不彻底,实际操作中硫酸亚铁的用量是理论计算量的2.5~3倍,因此污泥量大。
具体流程如下:硫酸亚铁电镀废水→还原反应→PH中和→絮凝沉淀→达标排放其基本原理为:Cr2O72-+6Fe2++14H+=2Cr3++6Fe3++7H2OCr3++3OH-=Cr(OH)3↓从上述流程可以看出,由于硫酸亚铁还原六价铬是在较酸性条件进行,同时污泥的产生量较大,也给污泥处置增加一定的难度。
2.其它金属离子的去除电镀废水除Cr6+超出国家排放标准外,其中还含有大量的Zn2+、Cu2+、Ni2+、Fe2+等金属离子。
因此采用碱性条件下曝气氧化的方法,不仅可使pH值达到排放标准,而且可以有效地去除废水中的重金属离子。
其基本原理为:2HCl+Ca(OH)2=CaCl2+2H2ONi2++2OH-=Ni(OH)2↓Cu2++2OH-=Cu(OH)2↓Fe2+-e=Fe3+Fe3++3OH-=Fe(O。
电镀废水主要污染物和去除办法在电镀生产过程中,会产生大量废水,需要先处理达标再排放。
但是传统的技术局限,导致电镀废水无法处理到标准浓度,这也是水处理公认的难题。
下面分析电镀排放的主要污染物和对应处理方法。
1.电镀中废水来源:1)前处理除油酸洗工序:前处理废水再电镀废水中很大比重,在前处理表面时除油会产生碱性废水(可能含有机溶剂),除锈会产生酸洗废水,可能含有有机添加剂比如硫脲;2)镀件的清洗水:电镀生产线有很多清洗槽,镀件运行方向往往和水流动速度相反,多级清洗槽里面的水持续排放,带来了大量废水。
清洗废水的成分和镀液配方的成分基本一致,有重金属离子和添加剂以及络合剂,是电镀废水重金属的主要来源。
3)废电镀液:电镀槽中的镀液经过长时间使用可能会出现变质,成分配比失调等现象,所以镀液也要更换和补充,就产生了高浓度废水。
成分和清洗水相似,电镀金属原料,还原剂,络合剂,光亮剂等等。
4)跑、冒、滴、漏的各种槽液和排水:由于电镀槽渗漏或是操作不当导致的污染。
5)设备水:只经过高温,没有污染。
2.部分类型废水和处理办法1)含磷废水在化学镀中,要在镀件周围发生自催化还原反应,常常会使用次磷酸盐作为还原剂,来还原镀液中的金属离子,比如镍离子。
次磷酸根不能和金属离子形成难溶性沉淀,传统方法是使用芬顿法氧化或是双氧水强氧化成正价态的磷,再进行化学沉淀。
现在有均相沉淀去除的方法,利用均相共沉原理,使大分子去除剂和次磷酸根结合成大分子,再通过PAC,PAM絮凝沉淀出来。
2)含镍废水化学镀镍时使用硫酸镍作为来源,镀件的漂洗废水和废电镀液都含有镍离子。
对于离子态存在的镍离子废水,投加重捕剂然后和镍离子形成不溶性螯合物,再絮凝沉淀出;对于有络合剂存在的镍离子废水处理比较麻烦,由于络合剂的存在使镍离子以络合态存在,且络合能力强,传统使用强氧化法破络的效果都不理想,现在研发出的除镍剂是可以和镍离子直接结合的大分子,自身和镍离子具有强螯合力,可以破除络合剂对镍离子的络合作用。
电镀废水分类介绍及废水处理方法综述 概述 电镀被称为当今全球三大污染工业之一,随着科学技术的发展电镀工业的规模亦发 展,排放的废水量越来越大,有资料报道电镀废水排放量约占工业废水排放量的 10%。
20世纪90年代末至现在,电镀废水治理处丁快速发展阶段,随着工艺改 革、科技进步,从水纯处理向回用闭路循环方向发展,在资源综合利用方面取得了 较好的效果,环境污染得到了明显改善。
1、电镀废水分类电镀废水含有数十种无机和有机污染物,其中无机污染物主要为铜、锌、铭、锐、 镉等重金届离子以及酸、碱、袱化物等;有机污染物主要为化学需氧量、氨氮、油 脂等。
电镀废水分类如下:停化镀铜,碱性停化物镀金,中性和 含停废水酸性镀金、银、铜锡合金,仿金电镀 等停化电镀工序产生的废水镀铭、镀黑铭、退镀以及塑料电镀前含铭废水处理粗化、铭酸阳极化、电抛光等工六价铭、总铭等。
序产生的废水废水类型 主要来源 主要污染物酸碱废水预处理及其它酸洗槽、碱洗槽的废水盐酸、硫酸、氢氧化钠、碳酸钠、磷 酸钠等。
停化物、络合态重金属离子等2、电镀废水处理方法优缺点方法利用可溶性铁阳电解法可以与反价态金属离子,随 着电解过程中废水 pH 值升高,形成 金属氢氧化物沉对硫酸根、磷酸 根等阴离子没有 去除率。
电解法 排水循环利用可淀。
适用含停、含能会导致阴离子铜、含贵金属离子累积,一般也无重金属废镀镣、镉、铜、锌等金属及其合金产 生的废水,焦磷酸盐镀铜废水,相镣 合金电镀废水,化学镀废水以及阳极 氧化,磷化工艺产生的废水。
停化物、络合态重金属离子等。
有机废水工件除锈、脱脂、除蜡等电镀前处理工序产生的废水。
有机物、悬浮物等。
混合废水多种工序镀种混排的清洗废水和难以分开收集的地面废水。
因厂而异,一般含有镀种配方的成分 材料,如镀种金属离子、添加剂、络 合剂、分散剂等物质电镀废水的常用的处理方法主要有物理法、 化学法、物理化学法和生物法。
处理原理及适用物理极,在直流电场作 用下,产生亚铁离 子,在酸性条件下使废水中的高价态 渗透、离子交换 组合,电解反渗 透浓水和离子交 换再生液回收重 电解法金属离子还原成低 金属。
第 6 章电镀工业废水6.1电镀工艺概述使用面广,几乎所有的工业部门,如机械、机电、交通、电子都有电镀厂,电镀业的三废排放量较小,但是排放高毒性物质,如重金属、氰化物种类多,危害大。
电镀以镀层金属为阳极,以镀件作阴极,镀件悬挂在电镀溶液中进行电解,镀层金属逐渐镀到镀件的表面的过程。
电镀工艺一般分为如下三个阶段:1.毛坯(pi)前处理:磨光、抛光、化学除油、水洗、酸洗、水洗两道、淡碱浸渍(jinzi)、甩干2.挂件与电镀:上挂具、电解除油、水洗两道、酸洗、水洗两道、电镀第一层、浸洗回收两道、漂洗两道、电镀第二层,浸洗回收两道、漂洗两道、电镀第三层。
3.电镀后处理:浸洗回收两道、漂洗两道、热水洗、下挂具、干燥、抛光、涂清漆。
6.2电镀的废水来源、主要污染物及危害6.3电镀工业废水的综合治理6.3.1含油废水-隔油、气浮、化学法油类物质在水中的富存状态有如下几种:1.浮油粒径大于100um的油珠。
易浮于水面形成油膜或者油层。
2.分散油粒径为10-100um的油珠,悬浮于水中,但是不稳定,静止后浮至水面形成油膜或者油层。
3.乳化油粒径小于10um,一般为0.1-2um,由于含有表面活性剂,多呈稳定的悬浮状态。
4.溶解油小于乳化油的微粒油,溶于水,但是溶解度较小。
主要危害在于迅速扩散,形成油膜阻止大气复氧。
(1)浮油和分散油-隔油池、旋流油水分离器和气浮主要手段为。
a.隔油池:小型、平流式和斜板隔油池,装置图见教材P131,为了防止乳化,尽量避免泵的提升,一般总的除油率为60-80%。
b.旋流油水分离器:在一定的压力条件下,靠两种不相溶液体的密度差,在旋流管内高速旋转产生的离心力,将重相流(水)抛向外侧,轻相流(油)聚集于中心而实现两种物料(油和水)的分离。
(2)乳化油-化学破乳、超滤法a.化学破乳一般的工艺流程如下:从上图看出,影响除油效果的好坏在于破乳-油水分离过程。
破乳的方法有多种,但基本原理一样,即破坏液滴界面上的稳定薄膜,使油、水得以分离。
电镀废水主要污染物简介
一.电镀废水的来源
1.废电镀液
这是长时期使用时的镀液产生多种杂质,难以去除,不得不弃去的废液,或由于配置不当、外来偶然性杂物污染造成的镀液报废,也包括过滤残液。
废电镀液浓度高,回收价值大,排出则污染也极大。
但数量不大。
产生次数少。
废电镀液应回收主盐金属,可参照本系统中相关方法回收。
2.镀件漂洗水
这是电镀中产生废水最多的,每一个电镀过程后都要产生的废水。
是电镀废水处理的最大对象。
一般电镀厂依小型、中型、大型分别有一天产生几十吨、几百吨、上千吨的含有铜、镍、铬、锌、锡等金属和氰化物、柠檬酸、酒石酸、硼酸、各种光亮剂等的废水。
3.酸洗废水
是镀件除锈酸洗带出液、镀前除氧化层酸洗带出液。
含有镀件金属离子。
前者常用浓的硫酸和盐酸,后者常是很稀的硝酸或盐酸。
4.碱洗除油废水
含有碱、磷酸根、氟离子、有机络合剂等。
含有抛光用油和矿物油。
5.其它废水
有冲刷地坪、刷洗极板等带来的废水。
含有不同有毒物质,水量
不大,也需要处理。
二.电镀污染物
1.含铬废水
主要来源是电镀铬和电镀锌后钝化的漂洗废水,也有的是其它金属钝化、氧化,化学抛光、塑料电镀前粗化漂洗水。
电镀铬漂洗废水含六价铬浓度约在20~150mg/l,而镀锌后钝化漂洗废水含铬可达200~300mg/l,低铬钝化废水含铬量大大降低。
铬废水中还含有三价铬、铜、锌、铁、铝等离子及硫酸、硝酸等。
铬镀液加热时易产生铬雾,而电镀铬的温度都较高,都要加热,是铬污染的重要形式。
所以,电镀铬应有吸风装置。
铬废水处理成本较高,且不易彻底处理,铬废水和含铬废渣都是污染源。
铬是电镀废水处理中的重点之一。
金属铬几乎无毒,二价铬一般认为是无毒的,其余的铬化合物,在一定浓度下,都是有不同毒性的。
三价铬的毒性约是六价铬的1/100,是人体必须有的微量元素,人体三价铬的缺少是2型糖尿病产生的主因。
但三价铬对鱼的毒性比六价铬还大,对鲑鱼的致死浓度是1.2mg/l,对水蚤的致死浓度是0.03mg/l。
而对兔、狗则50mg/l剂量用了六个月未发现病变。
六价铬有致癌作用,对皮肤有剌激和过敏作用,可产生皮炎、溃疡、红斑、铬疮,对呼吸系数产生鼻中隔膜糜烂、穿孔,咽喉充血、炎症,可致肺炎,对消化道引起味觉和嗅觉减退和消失、肠胃道溃疡、胃痛。
欧盟和美国等很多国家都对六价铬和含有铬产品做了严格的限制,电镀铬甚至达克罗都改革成无铬替代产品。
而我国电镀铬及铬钝
化等含铬方法仍是很普遍的。
由于处理不善,已造成了不少铬污染的情况。
2.氰化废水
氰化废水是电镀废水中第二大污染物。
氰化物是剧毒物质,但氰根是强络合剂,又有强的表面活性、活化性能,在电镀中仍在广泛使用,国际上约有20%的电镀是氰化镀。
主要用于金、银、铜、铜锡合金、铜锡锌合金等埸合。
氰化钾0.15克即致人死命,氢氰酸经口腔吸收约50mg,瞬间即致人死命。
空气中含90PPm氰化氢就能立即致人死命。
氰化氢可通过皮肤、肺、胃、特别是粘膜吸收入人体内,氢氰酸与活细胞内的Fe3+结合,使全部组织的呼吸麻痹,心脏停止跳动。
氰化物致毒的途径一是氰化氢易挥发,特别是加热时挥发,通常氰化电镀的液温是50~60度,甚至达90度,所以要用吸风装置吸除氰化物。
二是氰化废水难处理完全,至今是电镀废水处理中的一个老大难问题,使氰化废水达标不是易事。
3.镉
服用30mg的硫酸镉即可致人死命,镉本身及所有镉化合物均有毒。
由于镉的剧毒性,现在我国已很少镉电镀。
本系统也不讨论镉废水的治理。
4.铅
铅及其化合物都有毒性。
铅慢性中毒表观为神经衰弱症侯,急性铅中毒症状是腹绞痛、肝炎、肾炎、高血压、周围神经炎、中毒性脑炎及贫血。
主要通过呼吸系统和消化系统进入人体。
一般电镀铅或铅锡合金废水易于处理,但刷擦铅阳极和浇铸铅阳极常接触铅易引起铅中毒。
5.镍
皮肤接触镍盐可引起皮疹、红斑、溃疡、湿疹。
误服镍盐引起呕吐、腹泻。
镍可抑制酶系统。
进入人体后主要在脊髓、脑、肺和心脏中,以肺为主,报导镍引起肺癌和胃癌,金属镍粉及镍化合物可引起动物肿瘤、肺硬化。
电镀含镍废水治理的最好方法是镍盐回收,既回收了贵金属镍,又消除了镍的污染。
化学沉淀法回收电镀废水中镍盐是回收镍的最廉价的方法。
6.铜
铜本身毒性很小,但铜化合物都有很大的毒性。
误食0.65~0.97克硫酸铜就可引起严重中毒,2~3克可溶性铜盐可引起死亡。
铜盐损害肝肾,损害红细胞引起血管内溶血,对静脉毒性很大,静脉注射硫酸铜可引起溶血性贫血。
皮肤接触铜盐可引起皮炎、湿疹,高浓度铜盐使皮肤坏死。
抛光吸入氧化铜粉尘,可发生急性中毒。
眼接触铜盐可产生结膜炎、眼睑水肿,严重时眼混浊和溃疡。
电镀的含铜废水不易治理,因为镀铜方式多,有氰化镀铜、铜锡合金,焦磷酸盐镀铜等多种。
以硫酸盐酸性镀铜为最多,占镀铜的60%以上,也最宜用化学沉淀法回收铜盐。
7.锌
锌是人体必须有的微量元素,一般每人每天应吸取10~15毫克锌。
但可溶性锌盐对消化道有腐蚀作用,口服硫酸锌、硫化锌可引起死亡。
过量的锌造成急性肠胃炎症状,恶心、呕吐、腹痛、腹泻,头晕、乏力。
氯化锌腐蚀性更强,误服可产生胃肠穿孔、腹膜炎,甚至休克、死亡。
锌价仅2万多元/吨,一般锌废水中的锌都不回收,其实不然,因为镀锌槽占了电镀业的60%以上,回收废水中锌可使废水中锌也有经济价值,是很好的废水处理方法。
8.金
金价约185元/克,电镀金废水处理主要是金的回收,其次才是废水处理。
所以不存在金的污染和中毒,也不将金列入工业毒物。
其实金食入后引起恶心、呕吐、腹泻等胃肠道反应,毒性类似于砷。
9.银
银也是贵金属,现价约3~5元/克,比镍贵多了。
所以,含银废水先要回收银,再考虑废水处理。
银可引起皮肤沉着病,皮肤呈灰兰黑色或浅灰色,可损害肾、加速动脉硬化。
但银不列入有害物质。
10.氟
电镀中常用氢氟酸、氟硼酸。
饮用水中含氟0.7~1.0毫克/升时,可保护牙齿,没有毒性,但高于1.5毫克/升时可产生氟中毒。
氟主要危害骨骼,产生骨质疏松、增殖、变形、骨折,引起缺钙而抽筋、痉挛,严重的因呼吸麻痹而死亡。
氟化物接触皮肤可发痒、疼痛、湿疹、皮炎。
ÎÒÈ¥
11.硼酸
硼酸主要用于镀镍,是缓冲剂。
一般电镀废水处理不重视硼的处理。
微量的硼是人体必须元素。
人长期经皮肤和胃肠道吸收少量的硼,
可引起皮疹、胃肠道剌激症状、肝肾器损害。
误服硼酸往往死于中枢
神经系统抑制或急性肾功能衰竭。
所以,电镀中也应注意少直接皮肤
接触硼酸废水。
12.钡
钡不是人体必须元素。
可溶性钡盐都是高毒物,0.8~0.9克/升的氯化钡即可致死。
钡是肌肉毒,过量的钡离子进入血液,可过度剌激肌
肉组织,造成心肌麻痹、血管收缩、血压升高,可致麻痹性瘫痪。
电镀中很少使用钡盐,但处理六价铬废水时可能用钡盐沉淀铬。
13.有机物
电镀中常用的有机物可分为几类,一是金属络合剂,如酒石酸、柠檬酸、焦磷酸、硼酸、HEDP等,它们用量较大,在电镀废水处理
中应注意去除,如用石灰浆中和沉淀。
二是有机溶剂除油时用的汽油、
煤油、三氯乙烯、四氯化碳、丙酮、乙醇等,都有一定的毒性,一般
认为酒精和丙酮不需处理,而尤其是四氯化碳毒性大,危险性大,2~4
毫升四氯化碳即可致人死命。
三是一些电镀中用的硫脲、咪唑可致癌,
醚型非离子活性剂如平平加、TX乳化剂、洗涤剂等可促进致癌。
一般来说,电镀中使用的有机物对COD、BOD影响不大,在电镀废水处理过程中可基本消除。
主要是要注意有机物的安全使用。