塑件成型工艺性分析i
- 格式:doc
- 大小:763.00 KB
- 文档页数:19
一、塑件成型工艺性分析1.塑件的分析(1)外形尺寸该塑件的壁厚为1mm,塑件的外形尺寸不大,塑料熔体流程较长,塑件的材料PS为热塑性塑料,流动性较好,适合于注塑成型。
(2)精度等级根据课本《塑料成型及模具设计》表2-3常用材料塑料件公差等级和使用中查得,已标注的公差等级为MT3,未标注的公差等级为MT5。
(3)脱模斜度由于PS的成型性能很好,成型收缩率小,根据本塑件的结构具有一定的斜度所以可以不采用脱模斜度。
2.PS的性能分析PS是线性结构是线性结构非结晶型,化学稳定性较好。
透明性好,电性能好,抗拉,抗弯强度高,但是耐磨性差,质脆,抗冲击强度差。
PS 的成型性能好,成型前可以不用干燥,但注射成型是应该防止淌料,制品易产生内应力,易开裂。
3.注射成型过程及工艺参数 1)注射成型过程(1)成型前的准备。
对于PS 的色泽,粒度和均匀度等惊醒检验,PS 的性能指标密度3/-∙dmkg ρ1.04-1.06冲击韧度)/(2-∙m kJ k α 1.1-23.6比体积13/-∙kg dm v 0.91-1.02 体积电阻系数)/(cm v ∙Ωρ >1610 吸水率%/24h 0.1-0.3 抗拉屈服强度b σ/MPa 14-48收缩率%/s 0.3-0.6 拉伸弹性模量1E /MPa (1.4-3.1)310⨯热变形温度/t ℃64-92.5抗弯强度w σ/MPa35-70熔点/t ℃131-165 硬度(HB ) M20-80 (2)注射过程。
塑料在注射机料桶内加热,塑化达到流动状态后,有模具的浇注系统进入模具的型腔成型,其过程可分为充模,压实,保压,倒流和冷却五个阶段。
(3)塑件的后处理(退火)。
退火处理的方法为红外线灯,烘箱,处理温度为70℃,处理时间为2h-4h 。
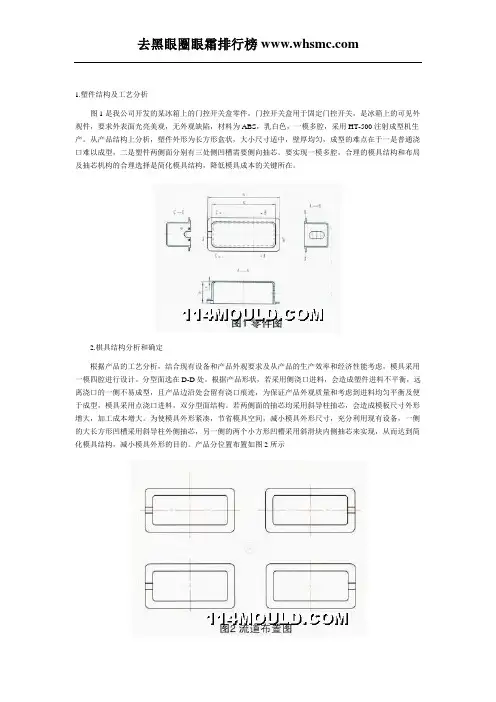
2)注射工艺参数(1)注射机:螺杆式,螺杆转数为30r/min(2)料筒温度(℃): 前段170-190;中段170-190;后段 140-160; (3)模具温度t/℃:32-65;(4)注射压力(p/Mpa ):60-110; (5)成型时间(s ):30(注射时间初取1.6,冷却时间取20.4,辅助时间取8)二、拟定模具的结构形式和初选注射机1.分型面位置的确定通过对塑件结构形式的分析,分型面应该选在横截面积最大且有利于开模取出塑件的底平面上,其位置如图1所示分型面的选择由上图所示,AA面以上为定模部分,AA面以下为动模部分。
塑料由右侧流进型腔中此时在分型面上没有马上完全封闭,而是逐渐封闭,有利于排气。
这样安排分型面有利于在左侧做成滑块抽芯,塑件用推杆退出,推杆可以安装在型芯中,减小模具结构尺寸,节约材料。
利用推杆推出,还可以起到引气的作用防止在推出塑件的时候,塑件内部产生真空,对塑件造成破坏。
2.型腔数量和排位方式的确定(1)型腔数量的确定由于该塑件的精度要求不高,塑件尺寸较小,且为大批量生产,可采用一模多腔的结构形式。
同时考虑到塑件的尺寸,模具结构尺寸的关系,以及制造费用和各种成本费用等因素,初步定为一模四腔,其排布如下图所示:(2)型腔排列形式的确定由于该模具是一模四腔,棋型腔中心距的确定见图2及说明,(3)模具结构形式的初步确定由以上的分析可知,本模具设计为一模两腔,采用单排列式,根据塑件结构形状,推出机构初选为推件板推出或者推杆推出。
浇注系统设计时候,流道采用对称平衡式,浇口采用点浇口,且开设在塑件的顶部。
如下图所示。
3.注射机型号的确定(1)注射量的计算通过对Pro/E 建模的分析得塑件的质量属性如下图所示:塑件的体积:61.2=塑V 3cm塑件的质量:g V m 74.2==塑塑ρ 式中,ρ参考 文献[2]表9-6取3/05.1cm g(2)浇注系统凝料体积的初步估算由于浇注系统的凝料在设计之前不能确定准确的数值,但是可以根据经验按照塑件体积的0.2倍至1倍来估算。
由于本次设计采用的流道简单并且不是很长,因此浇注系统的凝料按塑件体积的0.5倍来计算,故一次注入模具型腔的塑料熔体的总体积(即浇注系统的凝料和两个塑件的体积之和)为:353.1261.242.12.1cm nV V =⨯⨯==塑总(3)选择注塑机根据以上计算得出在一次注射成型过程中注入模具型腔的塑料体积为12.533cm ,由参考文献[1]式(4-18)g V V 6.158.0/53.128.0/===总公。
根据以上的计算,以及标准模架初步选择公称注射量为2503cm ,型号为SZ-250/120卧式注射机,其主要参数见下表6-2:理论注射量/3cm 250 注射速率/1-∙s g120螺杆柱塞直径/mm 50 移模行程mm / 500 注射压力/MPa 130最大模具厚度mm / 598 拉杆内向距mm /370448⨯最小模具厚度mm / 520 锁模形式 双曲肘 模具定位孔直径mm / 125 锁模力/kN 1800 喷嘴球半径mm /18 喷嘴直径/mm3(4)注射机的相关参数的校核A.注射压力校核。
查参考文献[1]表4-1可知,PS 所需注射压力为80-100MPa ,这里我选择取注射压力为=0p 100MPa ,注射机的公称压力位=公p 150MPa ,注射压力安全系数=0k 1.25-1.4之间,这里选择取中间值=1k 1.3,则:公p MPa p k ≤=⨯=1301003.101所以注射机注射压力合格。
B. 锁模力的校核第一步:塑件在分型面的投影面积 22314A r mm π==第二步:浇注系统在分型面上的投影面积 浇A ,即浇道凝料(包括浇口)在分型面上的投影面积浇A 的数值可以按照多型腔模具的统计分析来确定。
浇A 是每个塑件在分型面上的投影面积塑A 的0.2-0.5倍。
由于本设计的流道系统较简单,分流道相对较短,因此流道凝料投影面积可以适当取小些。
这里取浇A =0.2塑A 第三步;塑件和浇注系统在分型面上的总投影面积为 215063142.14)(mm A A n A =⨯⨯=+=浇塑总第四步;模架型腔内的胀型力胀F ==模总p A kN 52.527351506=⨯;式中,模p 是型腔的平均计算压力值。
模p 是模具型腔内的压力,通常取注射压力的20%-40%,大致范围是25MPa-40MPa 。
因为PS 的粘度不大,所以取模p =35MPa 。
由表6-2可知,该注射机的公称锁模力k 1200=锁F ,锁模力安全系数为2k =1.1-1.2,这里取2k =1.2,则取2k 胀F =1.2胀F =387.348kN<锁F ,所以注射机锁模力满足要求。
对于其他的安装尺寸的校核要等到模架选定,结构尺寸确定后方可进行。
三、浇注系统的设计(一)主流道的设计主流道常常位于模具中心塑料熔体的入口处,它将注射机的喷嘴注射出的熔体导入分离到或者型腔中。
主流道的形状为圆锥形,以便熔体的流动和开模时候主流道凝料的顺利取出。
主流道的尺寸直接影响到熔体的流动速度和填充时间。
另外,由于主流道与高温塑料熔体及注射机喷嘴反复接触,因此设计中常常设计成独立的主流道衬套。
材料选用45钢,并经局部热处理球面硬度38-45HRC ,设计独立的定位环用来安装模具是其定位作用,主流道衬套的进口直径略大于喷嘴直径,0.5-1mm,以免溢料并且防止衔接不准二发生堵截现象。
其关系如下图所示;喷嘴与浇口套尺寸关系示例图1.主流道尺寸;(1)主流道小端直径 d=注射机喷嘴直径4~5.3)1~5.0(0=+d ,取0d =4mm; (2)主流道球面半径 SR=注射机喷嘴球半径SR 20~19)2~1(0=+,取SR=19; (3)球面配合高度 mm h 5~3=,取mm h 3=;(4)主流道长度 尽量小于35mm,由标准模架结合该模具的结构,取mm L 200=; (5)主流道大端直径 mm L d D 7.5tan 0≈+=α(锥角为2°-4°,这里取2°); (6)浇口套总长 mm h L L 255200=+=+=2.浇口套的形式及其固定主流道小端入口处与注射机喷嘴反复接触,属易损件,对材料要求严格。
因而模具主流道部分常常设计成卡拆卸更换的主流道衬套形式级浇口套,以便于有效的选用优质钢材单独进行加工和热处理,常采用45钢或者合金钢,热处理硬度为52-56HRC 。
本设计若采用分体式结构,主流道长度比较长,凝料体积比较大,因此把衬套和定位圈做成一个整体的延伸式浇口套,有利于缩短主流道长度。
因流道长短与所选模架大小有关,所以在确定流道尺寸之前,应该根据型腔数量及布局估算动,定模的平面尺寸,即粗定模架的型号和规格,这样才使理论计算有据可依。
根据前述的布局及考虑到模仁壁厚,顺序分型是在主分型面的一些元件的布置等,选用点浇口模架,规格大致为250⨯300,查表得:H 3=25,H 4=35。
为了缩短主流道的长度,在结构设计是尺寸有一点调整,浇口套的固定形式如图6-4;(二)分流道的设计分流道是主流道与浇口之间的通道,一般开设在分型面上,起分流和转向作用,分流道的长度取决于模具型腔的总体布置和浇口位置,分流道的设计应该尽可能短,以减小压力损失,热量损失和流道凝料。
1.分流道的布置形式。
分流道在分型面上的布置与前面所述型腔的排列密切相关,有多种不同的方式。
但是要遵循两个原则:一是排列紧凑,缩小模具板面尺寸;另一个是流程尽量短,锁模力力求平衡。
该模具的流道布置形式采用平衡式,以使塑料熔体经分流道能均衡的分配到两个型腔和避免局部胀型力过大影响锁模。
定模A 板及定模摸仁上军揩油分流道。
该流道形式是有本模具结构形式所确定的,最佳分流道布置形式如图6-5所示。
2.分流道的长度。
长度应该尽量短,且少弯折。
该模具分流道的长度计算如下; (1)梯形分流道单向长度。
根据型腔不知道,又通过pro/e 浇口位置的模拟,浇口选择在离中心,靠近型腔顶部带有通风槽一侧位最佳,可计算分流道单向长度为L 1=50mm (2)圆锥形分流道单向长度。
根据所选模架厚度80和模仁高度64,圆锥形分流道单向长度为L 2=15mm(3)分流道总长度为L 总=2(L 1+L 2)=130mm (4)分流道的单向长度为L '=L 1+L 2=65mm3.分流道的形状及其尺寸。
为了便于机械加工及凝料的去除,分流道设置在分型面上,所以必须有两个分型面。
为了减少压力损失和热损失,希望凝料容易去除,因此选择梯形的水平分流道。
垂直分流道选择圆锥形,原因同上。
(1)梯形分流道设计。
本塑件壁厚为3mm ,质量为75g,采用下面公式来计算分流道直径:mm L m D 3.62564.04'=∙=对于梯形流道,设梯形的下底宽为x ,底面圆角半径R=1mm ,并根据式(2-21)设置梯形的高度h=4mm,梯形的斜度为6°,则该梯形的截面积为25.24x h 2tan82x x +=︒⨯++=)(梯h A再根据该面积与当量直径为6.3mm 的圆面积相等,可得:x=7.2mm;上底宽B=8.3mm;按照标准铣刀直径可以元整为梯形高度h=4mm ,上底宽B=8mm ,经计算可得下底宽为6.3mm; 其截面形状如图6-6所示(2)圆锥形分流道的设计。