!电渣熔铸的补缩工艺
- 格式:pdf
- 大小:183.72 KB
- 文档页数:3


铸件冒口直径补缩怎么计算?4个简单方法轻松解决!铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
这个问题看似简单,基本上等同于简述铸造工艺学。
今天,只简要地讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法、三次方程法、补缩液量法和比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢。
第一、模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则:1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二、三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。
这种方法的原理是:冒口在补缩铸件的过程中,质量向铸件转移,冒口体积不断缩小,当凝固结束时,冒口体积减小,冒口的散热面积由于中间缩孔总是位于冒口中间的位置,可以认为冒口的缩孔侧面总的散热面近似等于冒口顶面的散热结果。
即可近似认为冒口凝固结束时的散热面积等于冒口凝固初始时的散热面积。

3YC7合金电渣重熔工艺技术李道乾;刘玉庭;马中钢;贾成建;李化坤【摘要】用二次电渣重熔技术,减少3YC7合金中杂质含量和气体含量。
去除合金棒料二次缩孔。
使合金棒料表面光滑,化学成分均匀,组织致密。
利用电渣二次重熔脱硫技术,使合金中的硫含量降低到0.01%以下。
满足客户后续加工的要求。
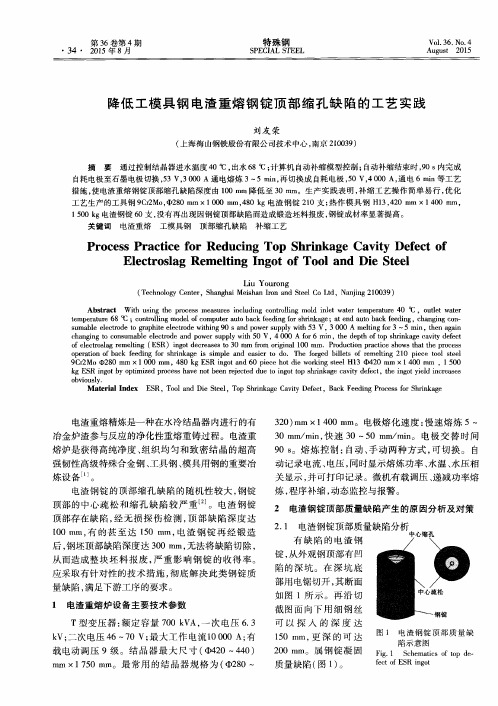
%Using secondary electroslag remelting technology, lots of impurity and gas in 3YC7 alloy can be reduced. The secondary sinkhole of alloy rod can be removed, that made alloy rod surface smooth and increased the uniform of the chemical composition and got compact microstructure. By means of the secondary remelting electroslag desulfurization technology, the sulfur content can be reduced to less than 0.01%and it can meet the requirements of customer’s follow-up processing.【期刊名称】《山东冶金》【年(卷),期】2015(000)005【总页数】4页(P20-22,28)【关键词】3YC7合金;电渣重熔;用电制度;渣制度【作者】李道乾;刘玉庭;马中钢;贾成建;李化坤【作者单位】山东瑞泰新材料科技有限公司,山东淄博256100;山东瑞泰新材料科技有限公司,山东淄博256100;山东瑞泰新材料科技有限公司,山东淄博256100;山东瑞泰新材料科技有限公司,山东淄博256100;山东瑞泰新材料科技有限公司,山东淄博256100【正文语种】中文【中图分类】TF1423YC7合金电渣重熔工艺技术李道乾,刘玉庭,马中钢,贾成建,李化坤(山东瑞泰新材料科技有限公司,山东淄博256100)摘要:用二次电渣重熔技术,减少3YC7合金中杂质含量和气体含量。

电渣重溶补缩电渣重溶补缩是一种常用的金属材料再生技术,它通过对废旧金属进行加热、熔化、分离和净化等过程,将其中的有用金属元素重新提取出来,达到再利用的目的。
下面将从电渣重溶补缩的原理、流程、设备和应用等方面进行详细介绍。
一、原理电渣重溶补缩技术是基于金属材料在高温下熔融时,不同密度的物质会分层而产生的原理。
在这个过程中,废旧金属被加入到高温熔炼中,其中含有不同密度和化学性质的组分会自然分离出来。
通过控制加入各种助剂和气体流量等因素,可以使得目标金属元素从其他杂质中分离出来,并且经过净化后得到高纯度的再生金属。
二、流程电渣重溶补缩技术主要包括以下几个步骤:1. 原料预处理:将废旧金属进行分类、清洗和切割等处理,以便于后续的加工操作。
2. 加入助剂:在熔炼过程中,需要加入一些助剂来促进金属元素的分离和净化。
常用的助剂包括碳素、氧化铝、氧化钙等。
3. 熔炼:将原料和助剂放入电弧炉或感应炉中进行高温熔融,使得其中的金属元素分离出来并沉淀到底部。
4. 分离:通过控制熔炼温度、时间和气体流量等因素,使得目标金属元素从其他杂质中分离出来,并且经过净化后得到高纯度的再生金属。
5. 冷却:将溶融的金属冷却至室温,形成固态再生材料。
6. 加工:对再生材料进行加工处理,以便于后续的使用。
常见的加工方式包括锻造、压延、拉伸等。
三、设备电渣重溶补缩技术需要使用一些特殊设备来实现。
主要设备包括:1. 电弧炉或感应炉:用于将原料和助剂进行高温熔融。
2. 氧化铝罐或石墨罐:用于收集金属渣和其他杂质。
3. 氧化铝球或石墨球:用于在熔炼过程中加入助剂。
4. 水冷却系统:用于冷却电弧炉或感应炉,并且控制其温度。
5. 烟气净化系统:用于处理产生的废气和废水,以保护环境。
四、应用电渣重溶补缩技术具有广泛的应用前景。
主要应用领域包括:1. 再生金属材料制造:通过将废旧金属进行再生,可以得到高品质的再生金属材料。
这些材料可以被广泛应用于建筑、汽车、航空航天等领域。
电渣重熔把平炉、转炉、电弧炉或感应炉冶炼的钢铸造或锻压成为电极,通过熔渣电阻热进行二次重熔的精炼工艺,英文简称ESR。
美国霍普金斯(R.K.Hopkins)于20世纪40年代首先提出这种精炼方法的原理。
其后苏联和美国相继建立工业生产用的电渣炉。
60年代中期由于航空、航天、电子、原子能等工业的发展,电渣重熔在苏联、西欧、美国获得较快的发展。
生产的品种包括:优质合金钢、高温合金、精密合金、耐蚀合金以及铝、铜、钛、银等有色金属的合金。
1980年世界电渣重熔钢生产能力已超过120万吨。
中国1960年建成第一座电渣炉,其后得到很大发展。
最大的是上海重型机器厂电渣炉,钢锭重达200吨。
电渣重熔基本过程如图所示。
在铜制水冷结晶器内盛有熔融的炉渣,自耗电极一端插入熔渣内。
自耗电极、渣池、金属熔池、钢锭、底水箱通过短网导线和变压器形成回路。
在通电过程中,渣池放出焦耳热,将自耗电极端头逐渐熔化,熔融金属汇聚成液滴,穿过渣池,落入结晶器,形成金属熔池,受水冷作用,迅速凝固形成钢锭。
在电极端头液滴形成阶段,以及液滴穿过渣池滴落阶段,钢-渣充分接触,钢中非金属夹杂物为炉渣所吸收。
钢中有害元素(硫、铅、锑、铋、锡)通过钢-渣反应和高温气化比较有效地去除。
液态金属在渣池覆盖下,基本上避免了再氧化。
因为是在铜制水冷结晶器内熔化、精炼、凝固的,这就杜绝了耐火材料对钢的污染。
钢锭凝固前,在它的上端有金属熔池和渣池,起保温和补缩作用,保证钢锭的致密性。
上升的渣池在结晶器内壁上形成一层薄渣壳,不仅使钢锭表面光洁,还起绝缘和隔热作用,使更多的热量向下部传导,有利于钢锭自下而上的定向结晶。
由于以上原因,电渣重熔生产的钢锭的质量和性能得到改进,合金钢的低温、室温和高温下的塑性和冲击韧性增强,钢材使用寿命延长。
电渣重熔设备简单,投资较少,生产费用较低。
电渣重熔的缺点是电耗较高,目前通用的渣料含CaF较多,在重熔过程中,污染环境,必须设除尘和去氟装置。
电渣连铸:高效高质量冶金技术
电渣连铸是一种电渣冶金技术,其基本工艺是向已造好渣的水冷模中浇入钢水,对钢水进行渣洗脱硫、去除夹杂,然后将自耗或非自耗电极插入处于钢水上部的渣中,利用熔渣的电阻热进行精炼和补缩,获得清洁、表面光滑、内部致密的优质钢锭。
在电渣连铸过程中,熔渣池的热量和钢液的热量共同作用于结晶器内壁,使结晶器内壁上的金属熔化成液态金属膜,并依靠热辐射和热对流将热量传递给液态金属膜,使其熔化成液态金属。
同时,在结晶器内壁与液态金属膜之间存在一个液态金属层,这个液态金属层在电渣连铸过程中起着重要的作用。
此外,电渣连铸过程中还需要控制钢液的成分和温度,以确保钢锭的质量。
同时,需要控制电极插入熔渣池的深度和速度,以获得最佳的精炼和补缩效果。
总的来说,电渣连铸是一种高效、高质量的冶金技术,在钢铁工业中得到了广泛应用。
熔模精密铸造合金凝固补缩问题的研究时间:2009-02-23 11:25来源:未知作者:admin 点击: 312次熔模精密铸造合金凝固补缩问题的研究边书华王友水白建芬董荷生龚敬(河北五新精铸有限责任公司) 摘要通过合金液在熔模精密铸造型壳中的流动状况分析,探讨了合金液流动状况与凝固补缩的关系,并提出了合金凝固方式对补缩的影响,在研究熔模铸造浇注补缩熔模精密铸造合金凝固补缩问题的研究边书华王友水白建芬董荷生龚敬(河北五新精铸有限责任公司)摘要通过合金液在熔模精密铸造型壳中的流动状况分析,探讨了合金液流动状况与凝固补缩的关系,并提出了合金凝固方式对“补缩”的影响,在研究熔模铸造浇注补缩系统特点的基础上,提出了有关“补缩参数”的取值方法和影响因素。
关键词熔模铸造;凝固补缩;补缩参数中图分类号TG24915 文献标志码 A 文章编号1001 - 2249 (2008) 07 - 0535 - 04DOI :10. 3870/ tzzz. 2008. 07. 015收稿日期:2008201220第一作者简介:边书华,男,1964 年出生,工程师,河北五新精铸有限责任公司,石家庄(050700) ,电话**************,E-mail:*****************1 合金性能与凝固补缩的关系在研究熔模精铸合金凝固补缩之前,应了解合金的流动性、收缩性等铸造性能,了解该合金容易出现的收缩缺陷。
合金的收缩分液态收缩(液相线以上温度) 、凝固收缩(液2固相线温度区间) 和固态收缩(固相线以下温度) 。
合金液浇注成形,使铸件内部产生缩孔、疏松的主要原因是合金的液态收缩和凝固收缩,其液态收缩与浇注温度有关,浇注温度越高,收缩也越大。
而凝固收缩则主要取决于合金的化学成分。
例如,铸钢中碳含量(质量分数, 下同) 为0110 %、0135 %、0145 %、0170 %时, 其凝固收缩率分别为210 %、310 %、4. 3 %、5. 3 %[1 ] 。