G32单行程螺纹加工指令)
- 格式:ppt
- 大小:1.33 MB
- 文档页数:20

a time and All things 授课教师授课班级授课时间课题名称七、G32螺纹插补指令选用教材《数控车床编程与操作》技工学校、职业学校数控类一体化教材化学工业出版社授课内容分析螺纹是零件上常见的一种结构,带螺纹的零件是机器设备中重要的零件之一,用途十分广泛,能起到连接、传动、紧固的作用,因此本课内容是数控车床编程中的重要内容。考虑到三角螺纹在实践中应用较多,因此本课的内容中重点讲授三角螺纹的编程,本次课用到较多的工艺知识,授课前应做好复习。如何使用G32指令加工螺纹是本次课的主要内容。授课对象分析由于本校学生多数数学基础较差,因此在编程计算时应有耐心,多讲授经验公式,授课期间注意学生掌握情况的反馈,本课内容比较简单,只要讲清指令格式及多次加工的深度变化,学生较易掌握教学目的及要求掌握螺纹插补指令G32的格式含义及应用
教学重点G32指令格式及含义、应用教学难点螺纹高度的计算及多次加工的深度变化锥螺纹车削起点及终点的设定关键点及解决途径螺纹切削深度的计算采用经验公式简化,适当补习数学内容。计算并采用合理的进给深度教学手段利用课件演示螺纹加工过程,结合课堂讲授及课堂练习等
板书设计:七.G32螺纹插补指令 1.螺纹的工艺知识 3)锥罗纹的切削 2.螺纹插补指令G32 ①指令含义: ②指令格式: G32 X(U) Z(W) F(E) ; 1)圆柱直螺纹的切削 指令格式: G32 X(U)-- Z(W)-- F(E)-- ;、 3 课堂练习
小结:
作业:
2) 多头直螺纹的切削 指令格式: G32 X(U)-- Z(W)-- F(E)-- Q--;
a time and All things in their being are good for som教 学 环 节备 注一.组织教学二.教学过程1.复习提问: ①写出下图标出外螺纹的大径、小径和牙型高、螺距
②写出三角螺纹牙型高的计算公式及小径的计算公式2.导入新课: 数控车床加工螺纹具有效率高、精度高、表面质量好等优点,数控车床可以加工公、英制的单头、多头、变螺距螺纹等,数控车床是如何来加工螺纹的?3.讲解新课请学生到黑板填写相应的尺寸由学生到黑板写出计算公式根据学生回答情况进行总结
数控车床加工可变导程螺纹的编程方法
变导程螺纹在一些行业中应用极广,但在生产加工中存在较大的技术难度,传统的加工方法通常有两类:一是在铣床上采用手工加工的方法完成,精度低、劳动强度大、效率低,且经常出现废品;二是在卧式车床进给系统中增设一套辅助装置(凸轮变速机构)实现变速加工,虽然能保证精度,但所需技术难度较大,设计成本较高,调变距增量较麻烦,且不利于推广应用。而现代数控系统有强大的宏程序功能,用户宏功能的变量运算可提高数控车床的加工能力。
经笔者多年的经验和实践探索,已确定了一种可变导程螺纹加工的编程方法,很方便地解决变导程螺纹的技术难点。本文以华中数控世纪星HNc一21T的数控车床为例对编程进行探讨,为生产中解决变导程螺纹加工提供参考依据。
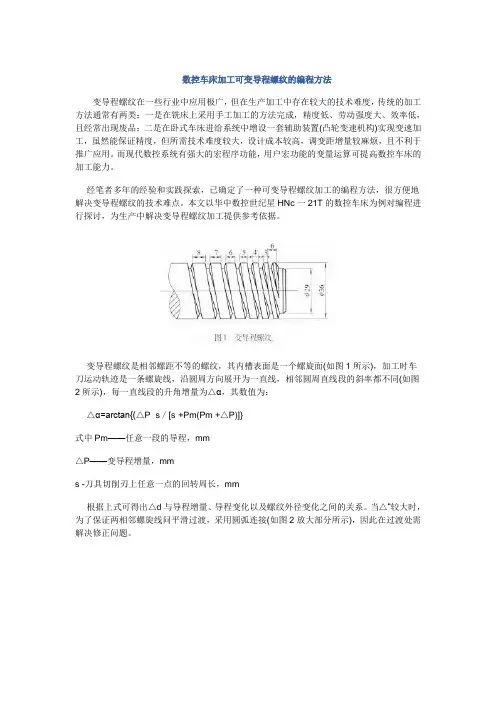
变导程螺纹是相邻螺距不等的螺纹,其内槽表面是一个螺旋面(如图1所示),加工时车刀运动轨迹是一条螺旋线,沿圆周方向展开为一直线,相邻圆周直线段的斜率都不同(如图2所示),每一直线段的升角增量为△α,其数值为:
△α=arctan{(△P×s/[s²+Pm(Pm +△P)]}
式中Pm——任意一段的导程,mm
△P——变导程增量,mm
s -刀具切削刃上任意一点的回转周长,mm
根据上式可得出△d与导程增量、导程变化以及螺纹外径变化之间的关系。当△“较大时,为了保证两相邻螺旋线问平滑过渡,采用圆弧连接(如图2放大部分所示),因此在过渡处需解决修正问题。
常用的变导程螺纹距变化规律如图3所示,从图中看出,螺纹的螺距是按等差级数规律渐变排列的,而我们使用的华中数控世纪星HNc—21T的数控车床编程系统没有提供变导程螺纹切削指令,在其他相关教材上对变导程螺纹加工的讲解也很简单,只是从原理上讲解了变导程螺纹的加工原理,可操作性差。笔者在加工实践中体会到,使用用户宏功能的变量运算,可很方便地实现不同增量的变导程螺纹的加工,提高了加工效率,保证了加工质量,可操作性强。 M05

项目2-5 轴类零件的外径粗精加工
★项目内容及要求:
1,通过本次学习训练,要求掌握G71/G72指令作用、格式、所带参数含义、编程方法。
2,学习后能正确使用G71/G72指令编程。
★项目理论知识点:
项目基础知识一 外径粗车复合循环G71指令
一、G71指令:外径粗车复合循环
1、G71指令格式及意义:用于粗、精车工件外径。
G71 U R P (ns) Q(nf) X Z F
N(ns) ……
……
N(nf) ……
各参数含义:
U—切削深度(背吃刀量、每次切削量),半径值,无正负号,图2-5-1中的△d。
R—每次退刀量,半径值,无正负,图2-5-1中的e;
ns—精加工路线中第一个程序段的顺序号;
nf--精加工路线中最后一个程序段的顺序号;
X—X方向精加工余量,直径值,图2-5-1中的△u,一般取0.4mm;
Z—Z方向精加工余量, 图2-5-1中的△w,一般取0.2mm;
F—进给速度(mm/min)
2、G71动作运动轨迹:
在图2-5-1中:(只绘制了工件的下半部分)
C——循环起点
实线——进刀路线
虚线——退刀路线
XZ轴的交点为编程原点
图2-5-1
3、使用G71编程时的说明:
(1)应用G71前必须设一循环起点,图图2-5-1中的C点。
(2)G71程序段本身不进行精加工,粗加工是按后续程序段ns~nf给定的精加工编程轨迹A→A′→B→B′,沿平行于Z轴方向进行。
(3)G71程序段不能省略除F、S、T以外的地址符。G71程序段中的F、S、T只在循环时有效,精加工时处于ns到nf程序段之间的F、S、T有效。
(4)循环中的第一个程序段(即ns段)必须包含G00或G01指令,即A→A′的动作必须是直线或点定位运动,但不能有Z轴方向上的移动。

数控车床加工可变导程螺纹的编程方法
变导程螺纹在一些行业中应用极广,但在生产加工中存在较大的技术难度,传统的加工方法通常有两类:一是在铣床上采用手工加工的方法完成,精度低、劳动强度大、效率低,
且经常出现废品;二是在卧式车床进给系统中增设一套辅助装置(凸轮变速机构)实现变速加
工,虽然能保证精度,但所需技术难度较大,设计成本较高,调变距增量较麻烦,且不利于
推广应用。而现代数控系统有强大的宏程序功能,用户宏功能的变量运算可提高数控车床的
加工能力。
经笔者多年的经验和实践探索,已确定了一种可变导程螺纹加工的编程方法,很方便地
解决变导程螺纹的技术难点。本文以华中数控世纪星HNc一21T的数控车床为例对编程进
行探讨,为生产中解决变导程螺纹加工提供参考依据。
变导程螺纹是相邻螺距不等的螺纹,其内槽表面是一个螺旋面(如图1所示),加工时车
刀运动轨迹是一条螺旋线,沿圆周方向展开为一直线,相邻圆周直线段的斜率都不同(如图
2所示),每一直线段的升角增量为△α,其数值为:
△α=arctan{(△P×s/[s²+Pm(Pm +△P)]}
式中Pm——任意一段的导程,mm
△P——变导程增量,mm
s -刀具切削刃上任意一点的回转周长,mm
根据上式可得出△d与导程增量、导程变化以及螺纹外径变化之间的关系。当△“较大时,为了保证两相邻螺旋线问平滑过渡,采用圆弧连接(如图2放大部分所示),因此在过渡处需
解决修正问题。
常用的变导程螺纹距变化规律如图3所示,从图中看出,螺纹的螺距是按等差级数规律
渐变排列的,而我们使用的华中数控世纪星HNc—21T的数控车床编程系统没有提供变导程
螺纹切削指令,在其他相关教材上对变导程螺纹加工的讲解也很简单,只是从原理上讲解了
变导程螺纹的加工原理,可操作性差。笔者在加工实践中体会到,使用用户宏功能的变量运