基于有限元分析钢板焊接温度场的影响因素
- 格式:pdf
- 大小:267.15 KB
- 文档页数:3

基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。

研究与开发厚钢板层流冷却过程中断面温度场有限元分析郭晓波 钟莉莉 单晓伟(鞍钢股份有限公司技术中心)摘要 采用有限元法对厚钢板层流冷却过程中的断面温度场进行了计算,在连续冷却和间断冷却两种不同冷却方式下,找出了厚钢板在宽度方向和厚度方向的温度分布规律。
与连续冷却相比,采取间断冷却时,钢板的芯部与表面的温差较小,有利于提高钢板z向组织的均匀性。
关键词 厚钢板 层流冷却 温度场 有限元法中图分类号:TG335 文献标识码:A 文章编号:1006-4613(2007)04-0012-03Analysis of Secti on Temperature Field of Heavy Steel Plateduring Lam inar Cooling by Finite ElementM ethodGuo X i a obo Zhong L ili Shan X i a owe i(Technol ogy Center of Angang Steel Co.,L td.)Abstract The secti on te mperature field of heavy steel p late during la m inar cooling is calculated by finite ele ment method and temperature distributi on regulati ons in p late width and thickness direc2ti ons are p resented under continuous cooling and inter m ittent cooling pared with contin2uous cooling,inter m ittent cooling can make a s maller temperature difference bet w een p late center andp late surface,which is benefit t o i m p r ove structure eveness in z directi on.Key W ords heavy steel p late la m inar cooling te mperature field finite element method1 前言中厚板轧后高密度管层流冷却装置的冷却速度一般为3~40℃/s,冷却钢板的厚度为8~50mm,主要用于低碳钢、造船板、锅炉板、容器板、桥梁板、管线钢、工程机械用高强度钢板等的轧后控制冷却。

焊接过程中的温度场分布研究引言焊接是一种常用的金属加工方式,在工业生产中起着重要的作用。
焊接过程中的温度场分布研究对于有效控制焊接质量、降低焊接应力和变形具有重要意义。
本文将探讨焊接过程中的温度场分布研究现状以及影响温度场分布的因素,并介绍了一些常见的温度场分布研究方法和数值模拟技术。
研究现状焊接过程中的温度场分布研究是焊接工艺学领域的重要研究内容之一。
在过去的几十年里,许多学者进行了深入的研究,并取得了一系列重要的成果。
他们通过实验、数值模拟和理论分析等方法,研究了焊接过程中的温度场分布特征及其对焊接质量的影响。
影响因素焊接过程中的温度场分布受到许多因素的影响,包括焊接材料、焊接工艺参数、焊接热源等。
这些因素的变化会导致温度场分布的不同,从而对焊接结果产生重要影响。
下面将对几个主要影响因素进行简要介绍:焊接材料焊接材料的热导率和热膨胀系数等物理特性会影响温度场分布。
不同材料具有不同的热传导和热膨胀性能,因此焊接过程中的温度分布也会有所差异。
焊接工艺参数焊接工艺参数,如焊接电流、焊接速度和预热温度等,对焊接过程中的温度场分布具有重要影响。
这些参数的调整会改变焊接热输入和焊接速度,从而影响温度场的形成和演化。
焊接热源焊接热源是焊接过程中产生热量的来源,其类型和特性会对温度场分布产生重要影响。
常见的焊接热源有电弧、激光和电阻等,它们的热输入方式和能量密度不同,会导致不同的温度场分布。
研究方法为了研究焊接过程中的温度场分布,学者们采用了多种研究方法。
实验方法实验方法是最直接、最常用的研究方法之一。
通过在实际焊接过程中测量温度分布,可以获得真实、准确的温度场数据。
常用的实验方法包括热电偶测温、红外热像仪和红外线测温等。
数值模拟方法数值模拟方法是一种有效的研究手段,能够模拟和预测焊接过程中的温度场分布。
利用计算机软件和数值算法,可以对焊接过程进行数字仿真,并得到温度场的分布情况。
常用的数值模拟方法有有限元法和有限差分法等。

焊接过程中的温度场模拟及其优化焊接是一种热加工方法,通过热源将金属加热到熔化状态,使得两个金属材料在熔池的作用下相互融合,从而形成一个整体。
然而,焊接过程中的高温和温度梯度对材料的组织和性能产生了很大的影响。
因此,温度场模拟和优化是保证焊接接头质量的关键所在。
一、焊接温度场模拟的原理和方法温度场模拟是利用计算机数值分析方法,对焊接过程中材料受热冷却的过程进行模拟,以求得焊接接头的温度分布、热应力和变形等信息。
在焊接过程中,热源会产生高温,材料受热后产生热量逐渐扩散到材料周围,直至热量逐步消散。
因此,要进行温度场模拟首先需要建立完整的三维模型,并设定良好的热源参数、材料物性参数和边界条件等。
温度场模拟可以采用多种方法,如有限元法、有限差分法、边界元法等。
其中,有限元法是目前最常用的一种模拟方法。
有限元法的基本思想是将连续的物理空间划分为有限的单元,利用变分原理和微分方程求解每个单元的温度分布。
在实际模拟中,有限元法可以分为三个步骤:建立有限元模型、求解有限元方程、分析计算结果。
二、焊接温度场模拟的优化方法在焊接过程中,由于材料性质和接头几何形状等原因,产生的温度场分布不稳定,会导致接头形变和热应力,影响接头的质量。
因此,需要通过温度场模拟来优化焊接过程,减少焊接缺陷。
1、热源优化热源参数的优化是焊接温度场模拟的重要步骤。
通过调整热源功率、焊接速度、焊接角度等参数,可以对焊接过程进行控制。
热源功率是控制焊接温度场分布的关键因素。
在模拟过程中,可以通过调整热源功率控制焊接过程中的温度分布,达到控制热影响区大小和缩小焊缝宽度的效果。
2、材料参数优化焊接材料的物性参数是影响温度场分布的另一个关键因素。
不同材料的热传导系数、比热容等物性参数不同,会对温度场产生影响。
因此,在温度场模拟时需准确设置焊接材料的物性参数,以求得更真实、可靠的计算结果。
3、边界约束优化边界约束条件是影响焊接接头形变和变形的重要因素。
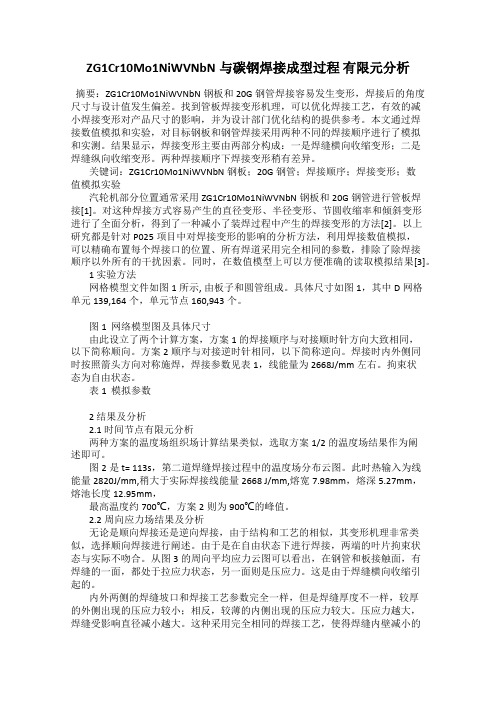
ZG1Cr10Mo1NiWVNbN与碳钢焊接成型过程有限元分析摘要:ZG1Cr10Mo1NiWVNbN钢板和20G钢管焊接容易发生变形,焊接后的角度尺寸与设计值发生偏差。
找到管板焊接变形机理,可以优化焊接工艺,有效的减小焊接变形对产品尺寸的影响,并为设计部门优化结构的提供参考。
本文通过焊接数值模拟和实验,对目标钢板和钢管焊接采用两种不同的焊接顺序进行了模拟和实测。
结果显示,焊接变形主要由两部分构成:一是焊缝横向收缩变形;二是焊缝纵向收缩变形。
两种焊接顺序下焊接变形稍有差异。
关键词:ZG1Cr10Mo1NiWVNbN钢板;20G钢管;焊接顺序;焊接变形;数值模拟实验汽轮机部分位置通常采用ZG1Cr10Mo1NiWVNbN钢板和20G钢管进行管板焊接[1]。
对这种焊接方式容易产生的直径变形、半径变形、节圆收缩率和倾斜变形进行了全面分析,得到了一种减小了装焊过程中产生的焊接变形的方法[2]。
以上研究都是针对P025项目中对焊接变形的影响的分析方法,利用焊接数值模拟,可以精确布置每个焊接口的位置、所有焊道采用完全相同的参数,排除了除焊接顺序以外所有的干扰因素。
同时,在数值模型上可以方便准确的读取模拟结果[3]。
1 实验方法网格模型文件如图1所示, 由板子和圆管组成。
具体尺寸如图1,其中D网格单元139,164个,单元节点160,943个。
图1 网络模型图及具体尺寸由此设立了两个计算方案,方案1的焊接顺序与对接顺时针方向大致相同,以下简称顺向。
方案2顺序与对接逆时针相同,以下简称逆向。
焊接时内外侧同时按照箭头方向对称施焊,焊接参数见表1,线能量为2668J/mm左右。
拘束状态为自由状态。
表1 模拟参数2 结果及分析2.1 时间节点有限元分析两种方案的温度场组织场计算结果类似,选取方案1/2的温度场结果作为阐述即可。
图2是t= 113s,第二道焊缝焊接过程中的温度场分布云图。
此时热输入为线能量2820J/mm,稍大于实际焊接线能量2668 J/mm,熔宽7.98mm,熔深5.27mm,熔池长度12.95mm,最高温度约700℃,方案2则为900℃的峰值。
超高强钢板多层多道焊温度场有限元分析翟紫阳;王克鸿【摘要】针对616超高强钢板焊接出现裂纹等问题,为优化焊接工艺参数,准确提供焊接条传下的温度场,采用Sysweld软件建立了15 mm厚板脉冲MIG多层多道焊有限元分析模型,对多道焊焊缝及热影响区形状尺寸透行计算,并分析比较模拟结果.结果表明,有效热输入功率为3 600W时,校核热源熔融最佳;距热源最近的特征点温度变化最迅速,最先升到峰值点,高温驻留时间最长;道间温度伴随焊接道次增多而逐步上升,控制道间温度可预防热影响区晶粒粗大,有助于改善接头组织.【期刊名称】《电焊机》【年(卷),期】2014(044)005【总页数】4页(P202-205)【关键词】616装甲钢;有限元模拟;多道焊;温度场【作者】翟紫阳;王克鸿【作者单位】南京理工大学材料科学与工程学院,江苏南京210094;南京理工大学材料科学与工程学院,江苏南京210094【正文语种】中文【中图分类】TG4020 前言焊接采用的是瞬态加热,从开始焊接到最终焊完冷却,经历了传热,金属熔化与凝固,冷却时的相变、应力变形等过程[1]。
准确描述焊接热过程是分析接头组织变化、应力变形分布的基础,计算机数值模拟技术的发展为焊接过程精确模拟提供了有利条件。
616装甲钢属于高强度特种钢,焊前热处理状态为调质或淬火+低温回火,组织为低碳板条马氏体与贝氏体,常温下屈服强度大于1 400 MPa,焊接时易出现裂纹。
特厚装甲板多层多道次焊接过程中,工件经历多次焊接热循环,温度场变化非常复杂,更易于出现焊接缺陷。
针对装甲车辆车顶炮塔焊接中出现的问题,基于Sysweld软件模拟15 mm厚装甲钢板对接接头温度场,为后续应力应变场分析作基础,并对计算结果进行分析。
1 焊接物理模型的建立1.1 试验材料与模拟工艺焊接试验母材为调质状态的616装甲钢板,将两块尺寸为80 mm×50 mm×15 mm的板材沿长度方向进行脉冲MIG对接焊,试件开X型坡口,焊接规范参数采用现行的工艺,热量输入体现为有效热功率选在2 400 W~3 800 W之间。
基于ANSYS的焊接参数对其温度场的影响分析发表时间:2009-6-2 作者: 李乡武来源: e-works关键字: CAE ansys 焊接温度场本文使用ansys研究了平板堆焊中,焊接速度和高斯有效热源半径对其焊接温度场的影响。
经过计算表明:焊接速度越快,平板在焊接过程中的最高温度越低;热源有效半径越小,平板在焊接过程中的最高温度越高。
这一结论对焊接优化控制参数有着重要的指导意义。
1 引言焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应变热弹塑性动态分析的前提。
关于焊接热过程的分析,苏联科学院的助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接传热学的理论基础。
为了求热传导微分方程的解,他把焊接热源简化为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的变化以及有限尺寸对解的影响。
实际上焊接过程中除了包含由于温度变化和高温引起的材料热物理性能和变化而导致传热过程严重的非线性外,还涉及到金属的熔化、凝固以及液固相传热等复杂现象,因此是非常复杂的。
由于这些假定不符合焊接的实际情况,因此所得到的解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很大,而这里又恰恰是研究者最为关心的部位。
本文利用ansys建立了平板焊接的三维模型,并研究焊接速度和高斯热源的有效半径对其温度场的影响。
为实际的焊接工程了提供了一定的指导意义。
2 模型建立与计算讨论模型尺寸为100mm×50mm×6mm,材料为20号钢,电弧沿焊件中心移动。
由于模型的对称性,本文只选取半模型进行计算,其有限元模型图图1所示。
图1 平板焊接的有限元模型图2 有限元模型中考察的点本文使用solid70单元来模拟焊接过程的动态温度场,为了提高计算的精度又要节省计算时间,在靠近焊缝中心处即从焊缝中心到距离其5mm的区域内网格控制在1mm,然后其网格密度一次减小;在厚度方向划分为两层。
计算参数:焊接的电压U=20;焊接电流I=160;热效率为0.7。
焊接过程中的温度场与应力场仿真焊接是一种常见的金属加工方法,通过加热和冷却的过程将两个或多个金属零件连接在一起。
在焊接过程中,温度场和应力场是两个重要的物理现象,对焊接质量和工件性能有着重要的影响。
本文将探讨焊接过程中温度场和应力场的仿真分析。
1. 焊接过程中的温度场仿真焊接过程中,电弧或激光等热源会将焊接区域加热到高温,使金属材料熔化并形成焊缝。
温度场仿真可以帮助我们了解焊接过程中的温度分布情况,进而优化焊接参数和工艺。
首先,我们可以使用有限元分析方法进行温度场仿真。
有限元分析是一种基于数值计算的方法,将复杂的物理问题离散化为有限个简单的子问题,通过求解这些子问题来获得整体的解。
在焊接过程中,我们可以将焊接区域离散化为一系列的小单元,然后根据热传导方程和边界条件,求解每个小单元的温度分布。
通过将这些小单元的温度场拼接起来,就可以得到整个焊接区域的温度场分布。
其次,我们还可以使用计算流体力学(CFD)方法进行温度场仿真。
CFD方法是一种基于流体力学原理的计算方法,可以模拟流体的运动和传热过程。
在焊接过程中,焊接区域的气体和熔池的流动对温度场分布有着重要的影响。
通过建立焊接区域的几何模型、设置边界条件和求解流动和传热方程,我们可以得到焊接过程中气体和熔池的温度分布情况。
温度场仿真可以帮助我们分析焊接过程中的热效应,进而优化焊接参数和工艺。
例如,通过仿真分析,我们可以确定合适的预热温度和焊接速度,以控制焊接区域的温度分布,避免产生焊接缺陷和变形。
2. 焊接过程中的应力场仿真焊接过程中的温度变化会引起金属材料的热膨胀和收缩,从而产生应力。
应力场仿真可以帮助我们了解焊接过程中应力的分布情况,预测焊接区域的变形和残余应力。
与温度场仿真类似,应力场仿真也可以通过有限元分析和CFD方法来实现。
在有限元分析中,我们可以将焊接区域离散化为一系列的小单元,并根据材料的本构关系和边界条件,求解每个小单元的应力分布。
通过将这些小单元的应力场拼接起来,就可以得到整个焊接区域的应力场分布。