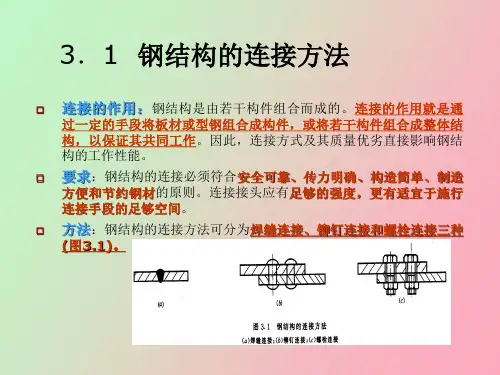
钢结构对接焊缝
- 格式:pptx
- 大小:112.64 KB
- 文档页数:6
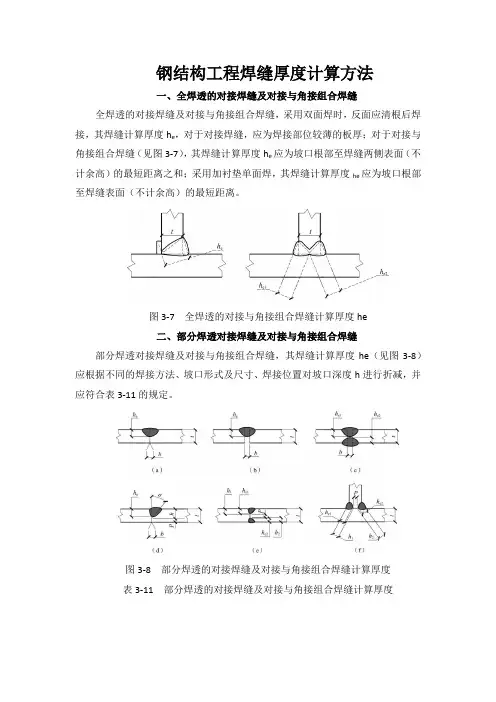
钢结构工程焊缝厚度计算方法一、全焊透的对接焊缝及对接与角接组合焊缝全焊透的对接焊缝及对接与角接组合焊缝,采用双面焊时,反面应清根后焊接,其焊缝计算厚度h e,对于对接焊缝,应为焊接部位较薄的板厚;对于对接与角接组合焊缝(见图3-7),其焊缝计算厚度h e应为坡口根部至焊缝两侧表面(不计余高)的最短距离之和;采用加衬垫单面焊,其焊缝计算厚度he应为坡口根部至焊缝表面(不计余高)的最短距离。
图3-7全焊透的对接与角接组合焊缝计算厚度he二、部分焊透对接焊缝及对接与角接组合焊缝部分焊透对接焊缝及对接与角接组合焊缝,其焊缝计算厚度he(见图3-8)应根据不同的焊接方法、坡口形式及尺寸、焊接位置对坡口深度h进行折减,并应符合表3-11的规定。
图3-8部分焊透的对接焊缝及对接与角接组合焊缝计算厚度表3-11部分焊透的对接焊缝及对接与角接组合焊缝计算厚度续表3-11V形坡口α≥60°及U形、J形坡口,焊缝计算厚度he应为坡口深度h。
三、搭接角焊缝及直角角焊缝计算厚度搭接角焊缝及直角角焊缝计算厚度he(见图3-9)应按下列公式计算(塞焊和槽焊焊缝计算厚度he可按角焊缝的计算方法确定):(1)当间隙b≤1.5时:(2)当间隙1.5<b≤5时:图3-9直角角焊缝及搭接角焊缝计算厚度四、斜角角焊缝计算厚度斜角角焊缝计算厚度he,应根据两面角Ψ按下列公式计算:(1)Ψ=60°~135°[见图3-10(a)、(b)、(c)]:当间隙b、b1或b2≤1.5时:当间隙1.5<b、b1或b2≤5时:式中:Ψ——两面角;hf——焊脚尺寸(mm);b、b1或b2——焊缝坡口根部间隙(mm)。
(2)30°≤Ψ<60°[图3-10(d)]:将公式(3-3)和公式(3-4)所计算的焊缝计算厚度he减去折减值z,不同焊接条件的折减值z应符合表3-12的规定。
图3-10斜角角焊缝计算厚度Ψ—两面角;b、b1或b2—根部间隙;hf—焊脚尺寸;he—焊缝计算厚度;z—焊缝计算厚度折减值表3-1230°≤Ψ<60°时的焊缝计算厚度折减值z(3)Ψ<30°:必须进行焊接工艺评定,确定焊缝计算厚度。
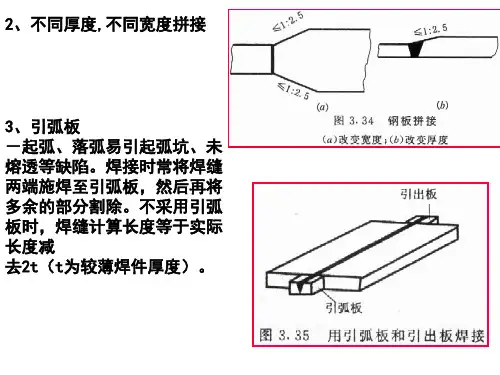
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。
钢结构焊缝讲解钢结构焊缝是指在钢结构中进行焊接连接的部位。
焊缝的质量直接影响着钢结构的强度和稳定性。
本文将从焊缝的定义、分类、常见问题以及质量控制等方面进行讲解。
一、焊缝的定义焊缝是指通过焊接工艺将两个或多个钢材连接在一起的部位。
焊接是一种将金属材料熔化并冷却后形成连接的工艺。
焊缝通常由焊接金属和熔化区组成。
二、焊缝的分类根据焊接方式和形式的不同,焊缝可以分为多种类型。
常见的焊缝分类包括:角焊缝、对接焊缝、搭接焊缝、角接焊缝、对角焊缝等。
不同类型的焊缝适用于不同的连接需求。
三、焊缝的常见问题在焊接过程中,可能会出现一些常见的焊缝问题。
例如焊缝裂纹、气孔、夹渣、未熔合等。
这些问题可能会降低焊缝的质量,影响钢结构的强度和稳定性。
因此,在焊接过程中需要注意避免这些问题的发生。
四、焊缝质量控制为了确保焊缝的质量,需要进行严格的质量控制。
首先,焊工应具备良好的焊接技术和经验。
其次,焊接材料的选择和预处理也十分重要。
此外,焊接过程中的温度、焊接速度、焊接电流等参数的控制也是关键。
最后,对焊缝进行非破坏性检测和力学性能测试,以确保焊缝的质量符合要求。
总结:钢结构焊缝是钢结构中进行焊接连接的部位。
焊缝的质量直接影响着钢结构的强度和稳定性。
本文从焊缝的定义、分类、常见问题以及质量控制等方面进行了讲解。
在焊接过程中,需要注意避免焊缝裂纹、气孔、夹渣、未熔合等问题的发生。
通过严格的质量控制,可以确保焊缝的质量符合要求。
只有焊缝质量良好,才能保证钢结构的安全可靠。
钢板对接焊缝的标准一、焊缝质量标准1.焊缝应符合国家现行标准《焊接质量保证钢熔化焊接接头要求和试验方法》GB/T 12988的要求。
2.焊缝应具有连续性和致密性,焊缝表面应光滑、平整,无气孔、裂纹、夹渣、咬边等缺陷。
3.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
二、焊缝外观要求1.焊缝表面应平整,不得有明显的凹凸和错边现象。
2.焊缝应与母材平滑过渡,不得有明显的咬边现象。
3.焊缝表面应无气孔、裂纹、夹渣等缺陷。
4.对于埋弧自动焊,其焊缝表面应无明显的烧穿、焊剂夹渣等现象。
三、焊缝内部质量要求1.焊缝内部应无裂纹、气孔、夹渣等缺陷。
2.对于Ⅰ级焊缝,其内部质量应符合《钢结构工程施工质量验收规范》GB50205的要求。
3.对于Ⅱ级和Ⅲ级焊缝,其内部质量应符合《建筑钢结构焊接技术规程》JGJ81的要求。
四、焊缝尺寸要求1.焊缝的余高应符合设计要求,通常为0~4mm。
2.焊缝的宽度应符合设计要求,通常为10~20mm。
3.焊缝的倾斜角度应符合设计要求,通常为50~70°。
4.对于手工电弧焊,其焊缝尺寸应符合《建筑钢结构焊接技术规程》JGJ 81的要求。
五、焊缝无损检测要求1.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
2.对于Ⅰ级焊缝,应进行100%的射线探伤或超声波探伤;对于Ⅱ级和Ⅲ级焊缝,应进行抽样检测,检测比例应根据设计要求确定。
3.无损检测的方法和验收标准应符合相关规范和设计要求。
六、焊缝力学性能要求1.焊缝的抗拉强度、屈服强度、伸长率等力学性能指标应符合设计要求。
2.对于重要焊缝,应进行力学性能试验,以确保其满足设计要求。
3.力学性能试验的方法和验收标准应符合相关规范和设计要求。
七、焊缝标记要求1.在焊接前,应在焊缝两端分别标注焊工钢印号及焊接日期。
2.标注的内容及格式应符合相关规范和设计要求。
钢结构焊缝连接技术详解焊接连接在工程中的利用率比较高,基本所有的钢结构构件都可以采用这种方法。
今天就为您具体说明,希望对您有所帮助。
焊缝连接是钢结构连接节点的一种连接方式,采用这种连接方法时,不仅对钢结构构造的要求少,而且施工工艺也简单,不会因为焊缝的存在而削弱截面强度,结构整体不会发生大的变形,刚度也比较强。
在焊接管道的过程中,采用这种方法能够保证结构的密闭性,实现自动化操作。
焊接连接与其他连接方法相比更为经济,其操作过程也已经实现了自动化。
但是,这种连接方法的缺点也比较明显。
由于局部受热,钢材的化学构造有所变化,许多元素的含量也发生了变化,导致结构容易受到脆性破坏。
在施工过程中,要保证焊接后节点处没有裂缝。
因为裂缝的存在会使节点承受较大的力而产生新的裂缝,它会沿着之前的裂缝迅速蔓延。
在焊接的过程中,加热、散热不均匀,残余应力和残余应变的存在都会导致结构受到荷载时断裂。
焊接方法主要有4种:①手工电弧焊。
利用电弧产生的3000℃的高温将涂有药皮的、与焊件钢材相似的焊条滴落在熔池中。
药皮的作用是保护焊缝,降低焊缝的脆性。
这种焊法很难控制,对工人的操作水平也有很高的要求。
②埋弧焊有自动和半自动2种操作方式,其生产效率高,所形成的焊缝结构均匀,力学性能好。
焊接时间越短,残余应变和残余应力对焊缝的影响就越小。
与手工电弧焊相比,这种焊接方法装配精密,埋弧焊中没有药皮,而是多了焊剂。
因为电弧埋在焊剂的下面,热量集中,所以,多将其用于厚杆件的焊接工程中。
③气体保护焊与埋弧焊相反,它适用于一些比较薄、比较小的焊件。
在焊接过程中,它用气体的保护代替了药皮,将焊缝与有害气体隔绝起来,而且焊缝熔化区内并没有熔渣,施工人员可以清晰地看到焊缝的形成过程。
④电阻焊主要运用的是电流在电阻中产生的热量,用热量熔化金属,再利用外界传递的压力完成焊接工作。
一般情况下,这种焊接方法的使用率并不高,它主要被用于6~12mm厚钢板的连接工程中。
钢结构在现代建筑中得到了广泛的应用,其焊接质量直接影响着建筑的安全性和稳定性。
对于钢结构的焊缝位置、要求和质量检测是非常重要的,下面我们将对钢结构常见的焊缝位置、要求和质量检测进行一表总览。
一、焊缝位置1. 对接焊缝对接焊缝是连接两个零件的焊缝,通常用于连接角钢、工字钢等处。
2. 气焊角焊缝气焊角焊缝一般用于连接角钢、T型钢等处,焊接时应保证焊缝的坡口形状和角度。
3. 焊角焊缝焊角焊缝常见于连接板式构件的角部,焊接时应保证角焊缝的质量和坡口的准确度。
4. 焊角背角焊缝焊接角背角焊缝时需要保持坡口的清洁,焊接质量应符合相关标准要求。
5. 焊角直角焊缝焊角直角焊缝一般用于连接板式构件的直角处,焊缝应呈现出一定的直角度,焊接质量要符合标准要求。
二、焊缝要求1. 焊接材料焊接材料应符合设计要求,应具有良好的可焊性和适当的强度,焊接过程中应注意对焊料的预热和保温。
2. 焊接设备焊接设备应保持良好状态,焊工应具备相关的资质和技能,焊接工艺应符合相关标准要求。
3. 焊接质量焊接质量应符合相关的标准和规范,焊缝应牢固、均匀、无裂纹、气孔和夹渣等缺陷,焊接后应进行相关质量检测。
4. 焊接工艺焊接工艺应合理选择,焊接参数应正确设置,焊接通道应合理布置,焊接过程应采取适当的防护措施。
三、焊缝质量检测1. 外观检查外观检查是焊缝质量检测的基本环节,检测焊缝的表面平整度、电弧气溶胶喷洒情况、未焊通的情况等。
2. 尺寸检测尺寸检测是对焊缝连接部位的尺寸进行精确测量,包括焊缝的厚度、宽度、高度等。
3. 探伤检测探伤检测是利用超声波、X射线等技术对焊缝进行隐裂、夹渣等缺陷的检测,确保焊缝的质量和可靠性。
4. 强度检测强度检测是对焊接部位进行抗拉、抗压等强度性能检测,确保焊接部位的强度符合设计要求。
通过以上一表总览,我们对钢结构常见的焊缝位置、要求和质量检测有了更加清晰的了解。
只有严格按照要求对焊缝进行质量检测和要求,才能保证钢结构的安全性和稳定性,为保障建筑工程的质量和安全提供了有力的保障。