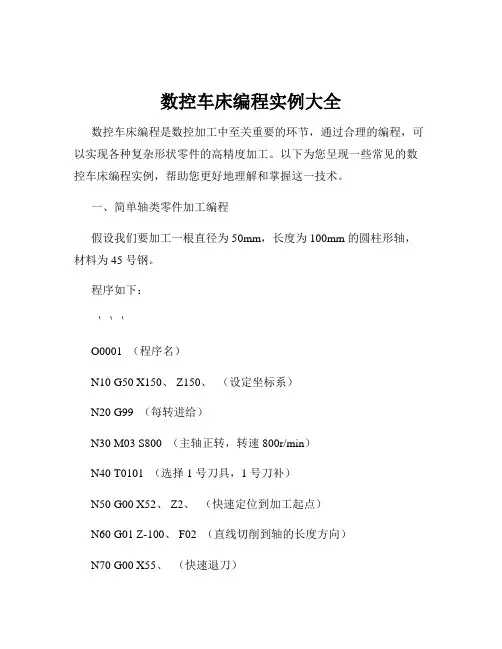
数控车床加工程序综合实例
- 格式:doc
- 大小:8.52 MB
- 文档页数:11
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1图2
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务二综合加工实例二
教学目标
1.学会制定典型轴类零件的加工工艺。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案及加工路线
3.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.右端内孔加工程序
2.左端内孔加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾典型轴类零件加工过程,总结综合类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工综合类零件。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
图3
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务四综合加工实例四
教学目标
1.学会宽槽类零件的加工工艺的拟定。
2.学会编制宽槽类零件的加工程序及其加工。
教学重点
1.宽槽类零件的加工工艺的拟定。
1.轴承套零件的加工工艺的拟定约30分钟。
2.轴承套零件的加工程序的编制约60分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅综合件加工知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
Hale Waihona Puke 4.填写相关工艺卡片二、相关计算
三、编制加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾球头类零件加工过程,总结球头类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工球头类零件。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
1.球头类零件的加工工艺的拟定约20分钟。
2.圆弧与圆弧交点坐标的计算方法约25分钟。
3.球头类零件的加工程序的编制约45分钟。
2.掌握圆弧与圆弧交点坐标的计算方法。
3.学会编制球头类零件的加工程序及其加工。
教学重点
1.球头类零件的加工工艺的拟定。
2.圆弧与圆弧交点坐标的计算方法。
3.球头类零件的加工程序的编制及其加工。
教学难点
1.球头类零件的加工工艺的拟定。
2.圆弧与圆弧交点坐标的计算方法。
3.球头类零件的加工程序的编制及其加工。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工路线及走刀路线
4.刀具选择
5.切削用量选择
6.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.左端内孔加工程序
2.右端内孔加工程序
3.外轮廓加工程序
4.螺纹加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾轴承套加工过程,总结综合类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工综合类零件。
4.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅综合件加工知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工路线及走刀路线
学时安排
1.典型轴类零件的加工工艺约45分钟。
2.典型轴类零件的加工程序的编制约45分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅典型轴类零件加工工艺知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务一综合加工实例一
教学目标
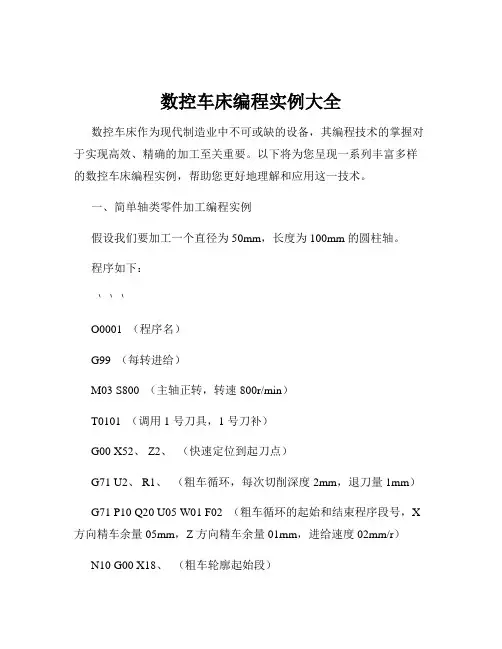
1.学会轴承套零件的加工工艺的拟定。
2.学会利用G71指令编制内孔加工程序。
3.学会编制轴承套零件的加工程序及其加工。
教学重点
1.轴承套零件的加工工艺的拟定。
2.利用G71指令编制内孔加工程序。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工顺序及进给路线
4.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.右端内孔加工程序
2.左端内孔加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾宽槽类零件加工过程,总结宽槽类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工宽槽类零件。
3.轴承套零件的加工程序的编制及其加工。
教学难点
1.轴承套零件的加工工艺的拟定。
2.轴承套零件的加工程序的编制及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
1.宽槽类零件的加工工艺的拟定约45分钟。
2.宽槽类零件的加工程序的编制约45分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅典型轴类零件加工工艺知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务三综合加工实例三
教学目标
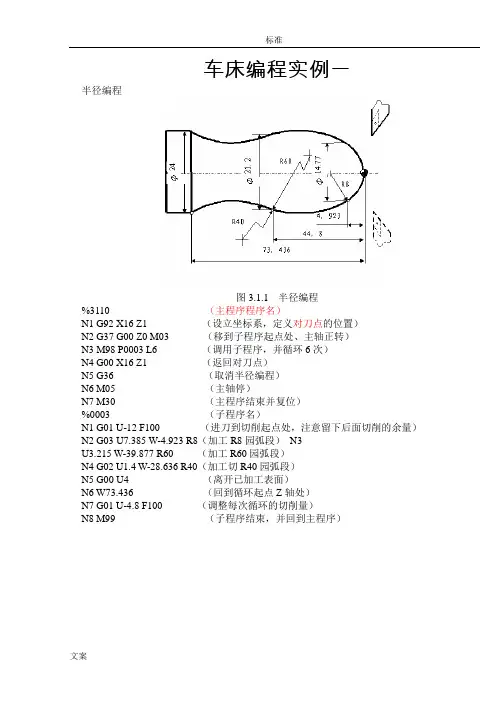
1.学会球头类零件的加工工艺的拟定。
2.宽槽类零件的加工程序的编制及其加工。
教学难点
1.宽槽类零件的加工工艺的拟定。
2.宽槽类零件的加工程序的编制及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
2.学会编制典型轴类零件的加工程序及其加工。
教学重点
1.典型轴类零件的加工工艺。
2.典型轴类零件的加工程序及其加工。
教学难点
1.典型轴类零件的加工工艺。
2.典型轴类零件的加工程序及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1图2
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务二综合加工实例二
教学目标
1.学会制定典型轴类零件的加工工艺。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案及加工路线
3.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.右端内孔加工程序
2.左端内孔加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾典型轴类零件加工过程,总结综合类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工综合类零件。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
图3
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务四综合加工实例四
教学目标
1.学会宽槽类零件的加工工艺的拟定。
2.学会编制宽槽类零件的加工程序及其加工。
教学重点
1.宽槽类零件的加工工艺的拟定。
1.轴承套零件的加工工艺的拟定约30分钟。
2.轴承套零件的加工程序的编制约60分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅综合件加工知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
Hale Waihona Puke 4.填写相关工艺卡片二、相关计算
三、编制加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾球头类零件加工过程,总结球头类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工球头类零件。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
1.球头类零件的加工工艺的拟定约20分钟。
2.圆弧与圆弧交点坐标的计算方法约25分钟。
3.球头类零件的加工程序的编制约45分钟。
2.掌握圆弧与圆弧交点坐标的计算方法。
3.学会编制球头类零件的加工程序及其加工。
教学重点
1.球头类零件的加工工艺的拟定。
2.圆弧与圆弧交点坐标的计算方法。
3.球头类零件的加工程序的编制及其加工。
教学难点
1.球头类零件的加工工艺的拟定。
2.圆弧与圆弧交点坐标的计算方法。
3.球头类零件的加工程序的编制及其加工。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工路线及走刀路线
4.刀具选择
5.切削用量选择
6.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.左端内孔加工程序
2.右端内孔加工程序
3.外轮廓加工程序
4.螺纹加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾轴承套加工过程,总结综合类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工综合类零件。
4.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅综合件加工知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工路线及走刀路线
学时安排
1.典型轴类零件的加工工艺约45分钟。
2.典型轴类零件的加工程序的编制约45分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅典型轴类零件加工工艺知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务一综合加工实例一
教学目标
1.学会轴承套零件的加工工艺的拟定。
2.学会利用G71指令编制内孔加工程序。
3.学会编制轴承套零件的加工程序及其加工。
教学重点
1.轴承套零件的加工工艺的拟定。
2.利用G71指令编制内孔加工程序。
任务实施
一、制定加工工艺
1.零件图样工艺分析
2.确定装夹方案
3.确定加工顺序及进给路线
4.填写相关工艺卡片
二、相关计算
三、编制加工程序
1.右端内孔加工程序
2.左端内孔加工程序
四、零件加工
五、解读评分标准
任务小结
教师引导同学回顾宽槽类零件加工过程,总结宽槽类零件的加工步骤:工艺分析→相关计算→编制加工程序→零件加工。通过该任务的学习,让同学们学会加工宽槽类零件。
3.轴承套零件的加工程序的编制及其加工。
教学难点
1.轴承套零件的加工工艺的拟定。
2.轴承套零件的加工程序的编制及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
1.宽槽类零件的加工工艺的拟定约45分钟。
2.宽槽类零件的加工程序的编制约45分钟。
3.仿真练习5小时,上机实训10小时。
教学条件
多媒体课件、数控仿真加工软件、数控车床。
课外作业
查阅典型轴类零件加工工艺知识。
检查方法
按照评分标准测量零件尺寸,计入平时成绩。
教学后记
授课主要内容
任务引入
布置学习任务,引入所学知识。
学习评价
测量同学所加工的零件尺寸,并检查同学完成学后测评试题情况,一并计入平时成绩。
课后作业
按要求完成下列零件的程序编制及其加工。
图1
图2
教师姓名
授课形式
讲授
授课时数
2+15
授课日期
年月日
授课班级
授课项目及
任务名称
项目8数控车床加工程序综合实例
任务三综合加工实例三
教学目标
1.学会球头类零件的加工工艺的拟定。
2.宽槽类零件的加工程序的编制及其加工。
教学难点
1.宽槽类零件的加工工艺的拟定。
2.宽槽类零件的加工程序的编制及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。
学时安排
2.学会编制典型轴类零件的加工程序及其加工。
教学重点
1.典型轴类零件的加工工艺。
2.典型轴类零件的加工程序及其加工。
教学难点
1.典型轴类零件的加工工艺。
2.典型轴类零件的加工程序及其加工。
教学方法
教学手段
教师引到同学分析零件图样,制定加工工艺,并编制零件加工程序,培养同学分析问题和解决问题的能力。并让同学通过数控仿真软件进行验证。最后上机实训,加工出合格的零件。